
一代轮毂轴承外圈双面成型工艺及其模具.pdf

Th****84


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一代轮毂轴承外圈双面成型工艺及其模具.pdf
本发明涉及一种一代轮毂轴承外圈双面成型工艺及其模具,包括有以下工艺步骤:1)下料;2)镦粗;3)预成型;4)成型;锻造模具,包括有模套、移动凹模、模芯、顶料套、顶销和凹模垫,其中移动凹模与模套是间隙配合;模芯固定在模套内,配合移动凹模、冲头进行成型;顶料套设置在移动凹模和模芯之间;顶销设置在凹模垫内,顶销和凹模垫是间隙配合;凹模垫固定在机床内部。与现有技术相比,本发明的有益效果是:最大限度的将锻造成型的金属流线和成品轴承滚道工作方法保持一致,为轴承寿命做出最大贡献,解决了常见的热正挤压局部欠充满的问题,是

一代轮毂轴承内外圈的塔形成型工艺.pdf
本发明涉及一代轮毂轴承内外圈的塔形成型工艺,包括有下料、镦粗、成型、内外圈分离和内圈冲孔,成型步骤是:1)匹配合适塔形锻造的内圈型号:设计外圈的小内径尺寸,外圈辗扩比为1.15~1.5,内圈的外径要小于或等于外圈的小内径尺寸,以包容在外圈里,实现塔形锻造,塔形件的总高为45mm~55mm;2)塔形工艺设计:进行内圈设计,根据成品内圈的零件尺寸将加工余量均匀分配设计出锻件,增加内圈的大挡边厚度,再设计好料芯的厚度后得到成型充分时的锻件体积,然后再逐步计算锻造下料和镦粗各工艺尺寸。与现有技术相比,本发明的有益

轮毂轴承外圈的不对称形状冷辗扩成型工艺及闭式冷辗成型模具.pdf
本发明提供了一种轮毂轴承外圈的不对称形状冷辗扩成型工艺,包括以下步骤:1)下料、2)镦粗、3)成型、4)冲孔和5)冷辗扩,所述的成型包括如下步骤:a)锻造成型件设计;b)冷辗坯件尺寸设计;所述的步骤5)冷辗扩具体包括如下步骤:将冷辗坯件封闭在闭式冷辗成型模具的碾压轮和碾压芯轴之间辗扩成型。该闭式冷辗成型模具包括碾压轮和碾压芯轴,辗扩芯轴的两端设计为对称的外围带凸台的结构。本发明的有益效果:节约材料,效率大幅提高,后续加工简便;采用闭式冷辗成型模具将冷辗坯件辗扩成型,碾压轮深度较大,将冷辗坯件两个端面包容,
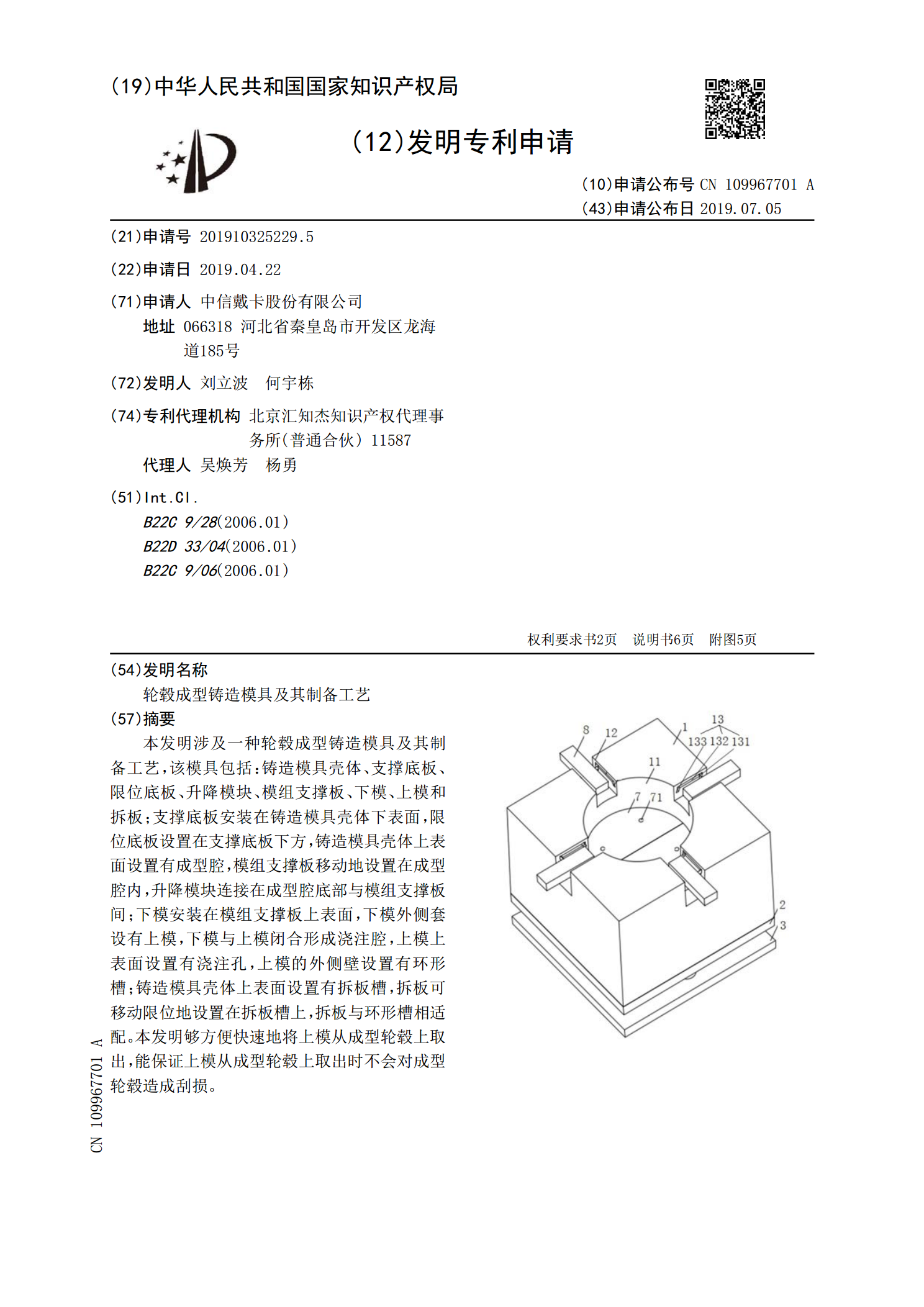
轮毂成型铸造模具及其制备工艺.pdf
本发明涉及一种轮毂成型铸造模具及其制备工艺,该模具包括:铸造模具壳体、支撑底板、限位底板、升降模块、模组支撑板、下模、上模和拆板;支撑底板安装在铸造模具壳体下表面,限位底板设置在支撑底板下方,铸造模具壳体上表面设置有成型腔,模组支撑板移动地设置在成型腔内,升降模块连接在成型腔底部与模组支撑板间;下模安装在模组支撑板上表面,下模外侧套设有上模,下模与上模闭合形成浇注腔,上模上表面设置有浇注孔,上模的外侧壁设置有环形槽;铸造模具壳体上表面设置有拆板槽,拆板可移动限位地设置在拆板槽上,拆板与环形槽相适配。本发明
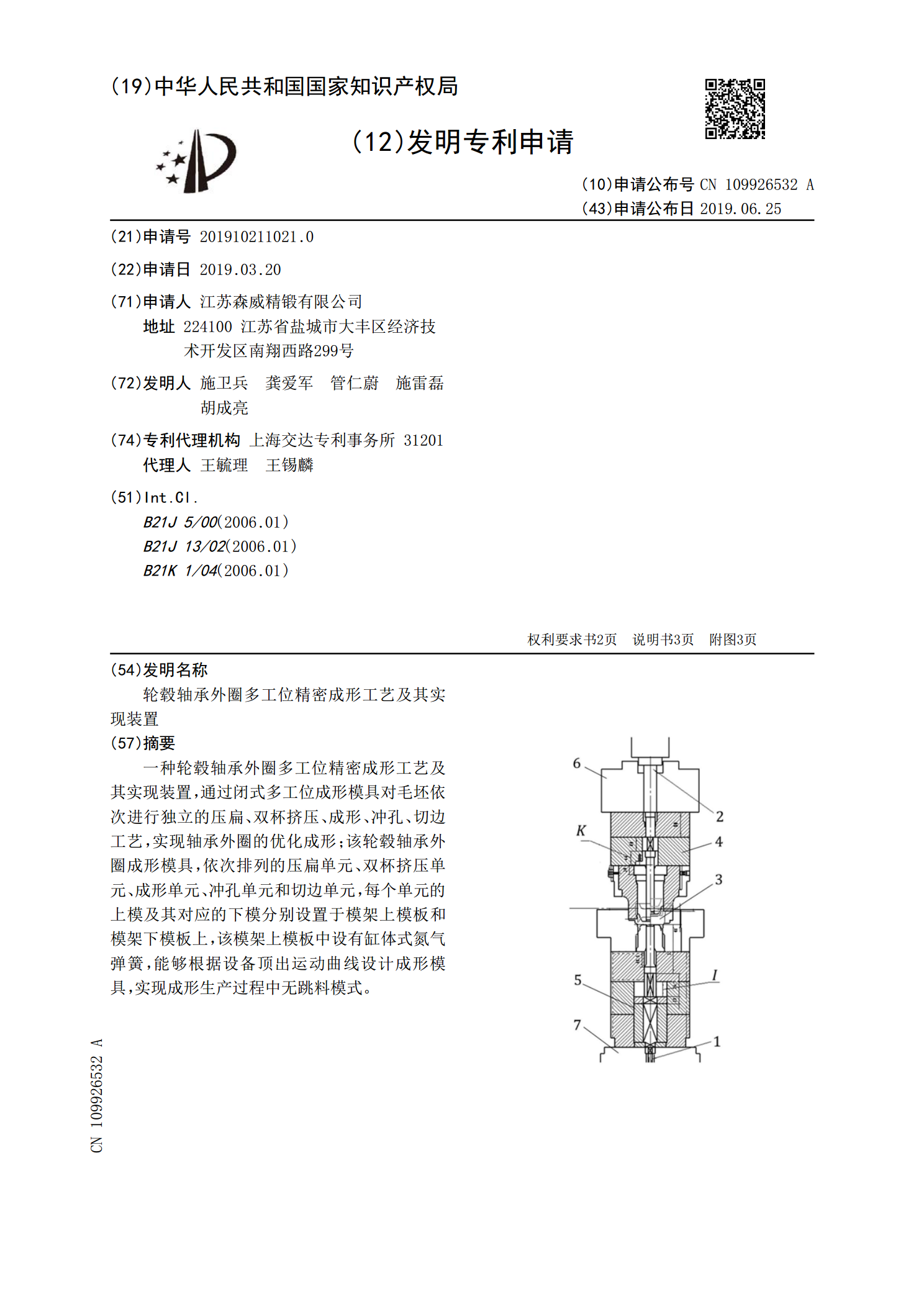
轮毂轴承外圈多工位精密成形工艺及其实现装置.pdf
一种轮毂轴承外圈多工位精密成形工艺及其实现装置,通过闭式多工位成形模具对毛坯依次进行独立的压扁、双杯挤压、成形、冲孔、切边工艺,实现轴承外圈的优化成形;该轮毂轴承外圈成形模具,依次排列的压扁单元、双杯挤压单元、成形单元、冲孔单元和切边单元,每个单元的上模及其对应的下模分别设置于模架上模板和模架下模板上,该模架上模板中设有缸体式氮气弹簧,能够根据设备顶出运动曲线设计成形模具,实现成形生产过程中无跳料模式。