
轮毂轴承外圈的不对称形状冷辗扩成型工艺及闭式冷辗成型模具.pdf

听云****君哇


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂轴承外圈的不对称形状冷辗扩成型工艺及闭式冷辗成型模具.pdf
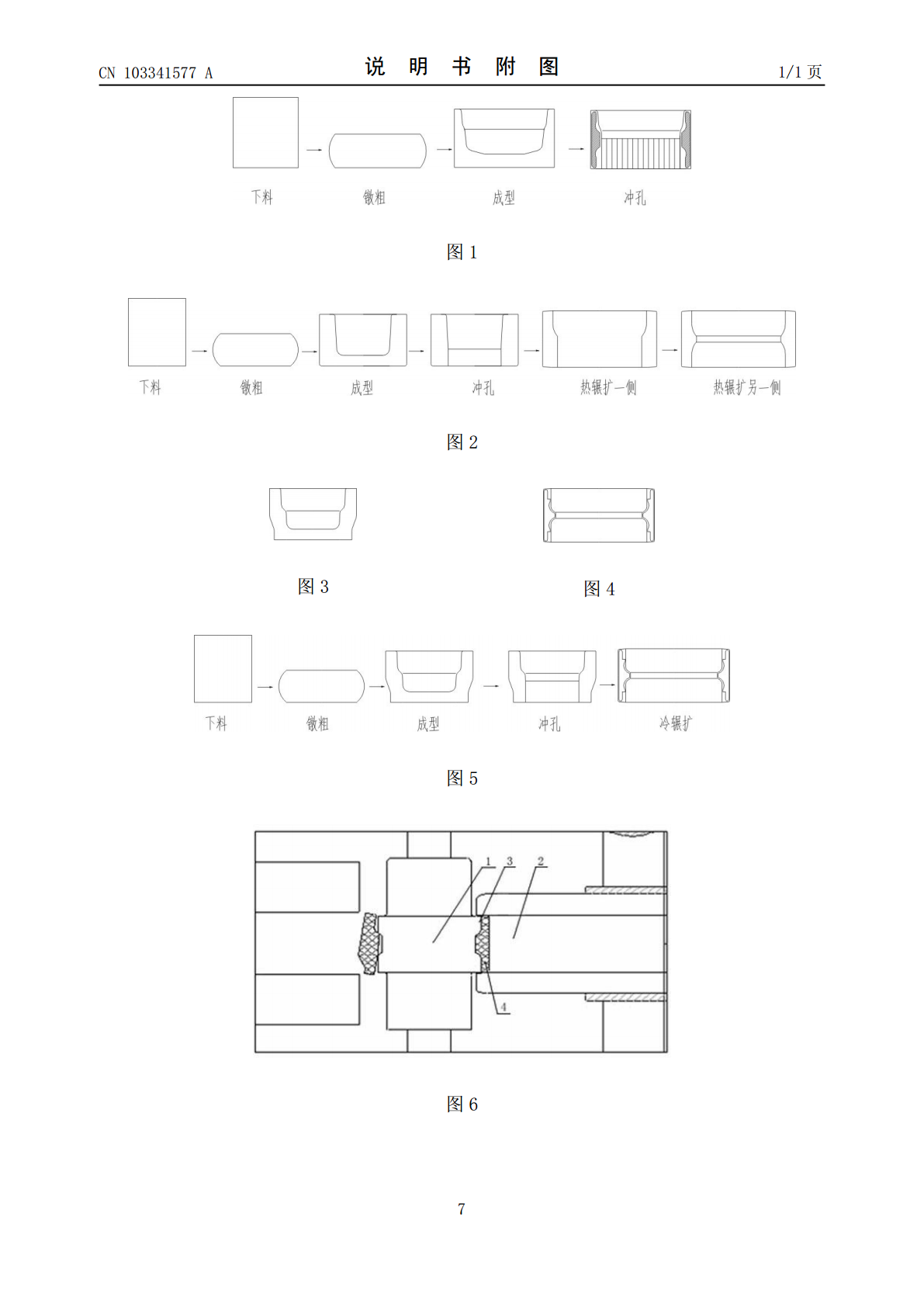
本发明提供了一种轮毂轴承外圈的不对称形状冷辗扩成型工艺,包括以下步骤:1)下料、2)镦粗、3)成型、4)冲孔和5)冷辗扩,所述的成型包括如下步骤:a)锻造成型件设计;b)冷辗坯件尺寸设计;所述的步骤5)冷辗扩具体包括如下步骤:将冷辗坯件封闭在闭式冷辗成型模具的碾压轮和碾压芯轴之间辗扩成型。该闭式冷辗成型模具包括碾压轮和碾压芯轴,辗扩芯轴的两端设计为对称的外围带凸台的结构。本发明的有益效果:节约材料,效率大幅提高,后续加工简便;采用闭式冷辗成型模具将冷辗坯件辗扩成型,碾压轮深度较大,将冷辗坯件两个端面包容,

第1代轮毂轴承外圈冷辗扩工艺设计.docx
第1代轮毂轴承外圈冷辗扩工艺设计第1代轮毂轴承外圈冷辗扩工艺设计摘要:在轮毂轴承制造过程中,外圈冷辗扩工艺是一个非常重要的工艺。本文首先介绍了外圈冷辗扩工艺的发展历程和意义,然后针对轮毂轴承制造中的实际情况,探讨了外圈冷辗扩工艺的优化方法,最后结合实例进行了具体论述。关键词:轮毂轴承;外圈;冷辗扩;工艺设计1.引言轮毂轴承是现代自动化生产过程中不可或缺的重要零部件,其质量的稳定和可靠性的保证直接关系到整个生产过程的顺畅进行。在轮毂轴承制造过程中,外圈冷辗扩工艺是最为关键的制造环节之一,其决定了轮毂轴承的轴

双沟轴承外圈冷辗扩成型理论及工艺研究的任务书.docx
双沟轴承外圈冷辗扩成型理论及工艺研究的任务书任务书课题名称:双沟轴承外圈冷辗扩成型理论及工艺研究课题背景和意义:双沟轴承是一种广泛应用于机械设备中的轴承,具有承载能力强、耐磨损、精度高等特点。其外圈的制造工艺是影响轴承性能和寿命的重要因素。外圈的制造工艺主要包括热辊强制成型、冷辊扩成型、温度控制轧制等。在这些制造工艺中,冷辊扩成型是一种比较优秀的制造工艺,可以减少或避免材料热变形产生的负面影响,提高轴承的精度和寿命。目前,国内对于双沟轴承外圈冷辊扩成型的研究相对较少,对于其理论和工艺的研究还存在一定的不足

双件冷辗扩成型工艺及成型模具.pdf
本发明公开了一种双件冷辗扩成型工艺及成型模具,成型工艺包括以下步骤:1)下料;2)冷辗成型:对两个坯件同时开始冷辗变形轧制成冷辗件;3)测量到位:采用两个测量探头进行冷辗件加工到位与否的探测;4)落料:将两个加工到位的冷辗件同时离开加工工位。成型模具包括两个下料机械手、冷辗轮、冷辗芯轴、两个支撑轮、中间支撑轮、圆度轮及两个测量探头,冷辗轮的型腔是双槽型设计,两个坯件放置到冷辗扩成型模具的冷辗轮和冷辗芯轴之间的双槽辗扩成型,两个支撑轮、中间支撑轮用于给冷辗芯轴施加均衡的压力,圆度轮用于辅助坯件成型为冷辗件过
轴承滚子冷辗成型机.pdf
本发明涉及轴承加工领域,一种轴承滚子冷辗成型机,包括底座,以及设置在底座上的上料装置和冷辗装置;所述冷辗装置包括定位在底座上的辗轮和导轮,辗轮和导轮平行设置且同向旋转;所述辗轮与导轮之间构成冷辗区域,冷辗区域的一侧端部连接出料槽,上料装置的出料口朝向冷辗区域;所述辗轮的轮体周向侧面上设有辗轮槽,辗轮槽沿辗轮轴向呈螺旋线设置。本发明采用上述技术方案,提供一种解决圆柱轴承滚子倒角加工成型的方案,既能保证滚子倒角外观尺寸,又能满足较高的加工效率。