
轮毂轴承外圈多工位精密成形工艺及其实现装置.pdf

小寄****淑k

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂轴承外圈多工位精密成形工艺及其实现装置.pdf
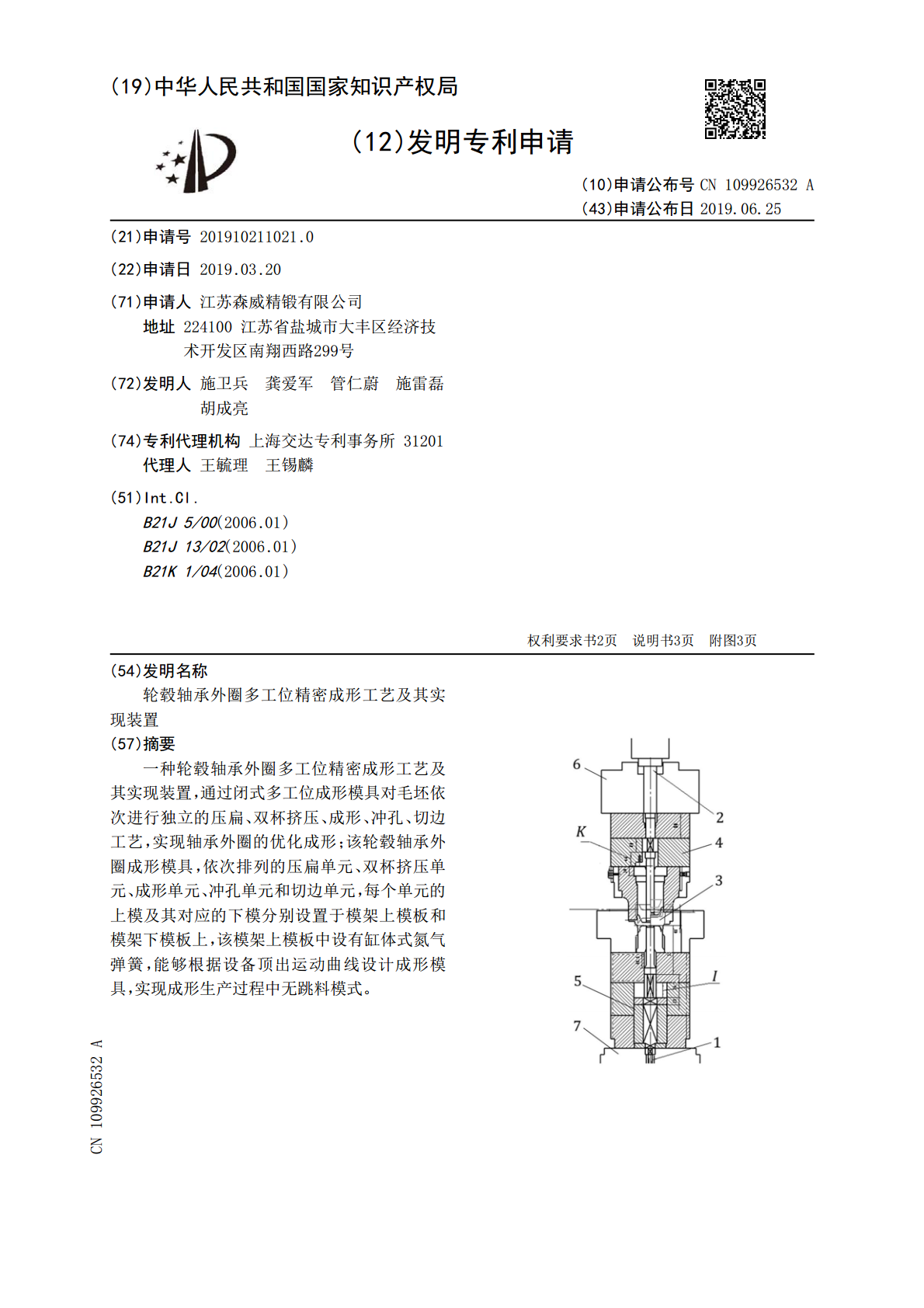
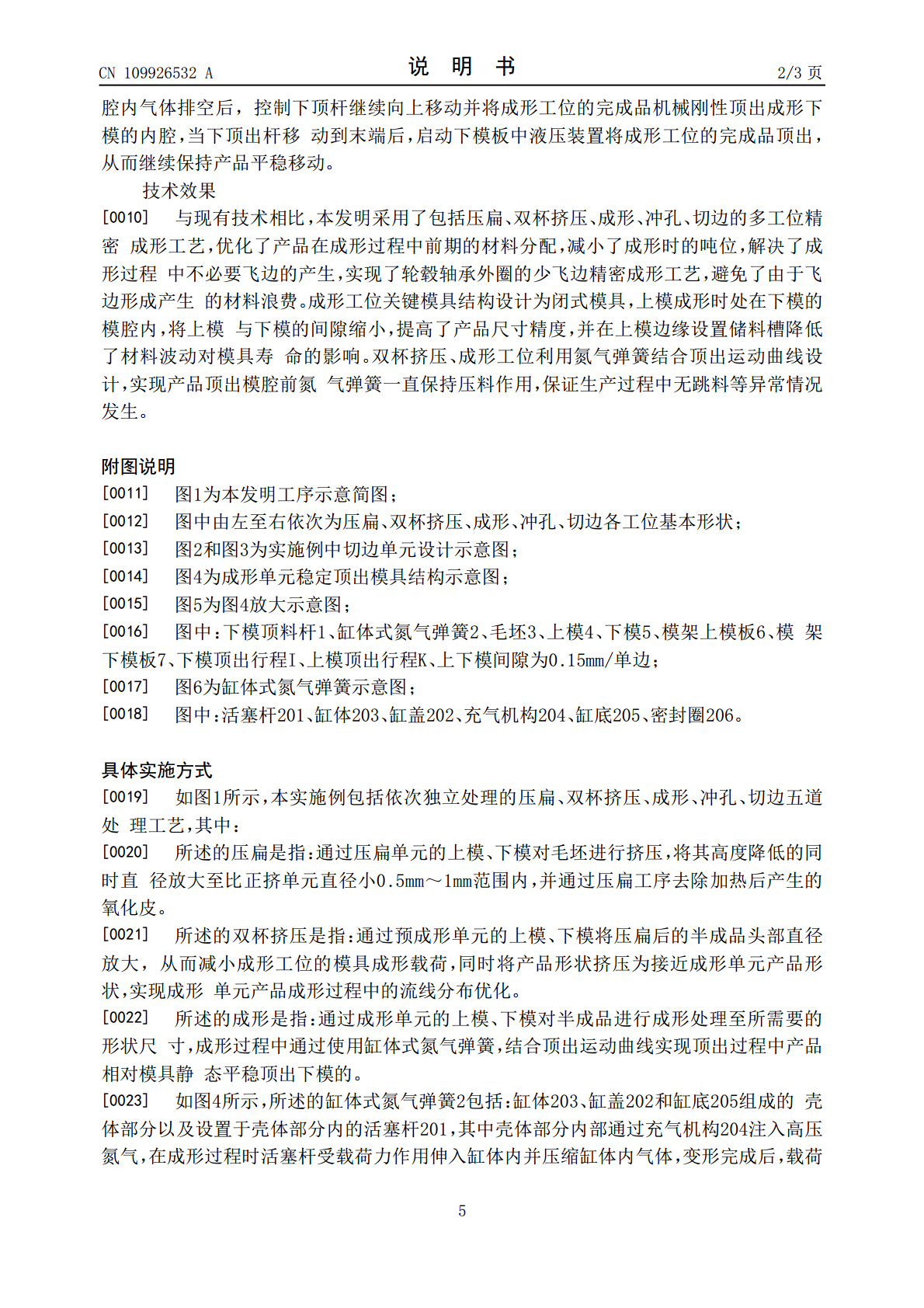
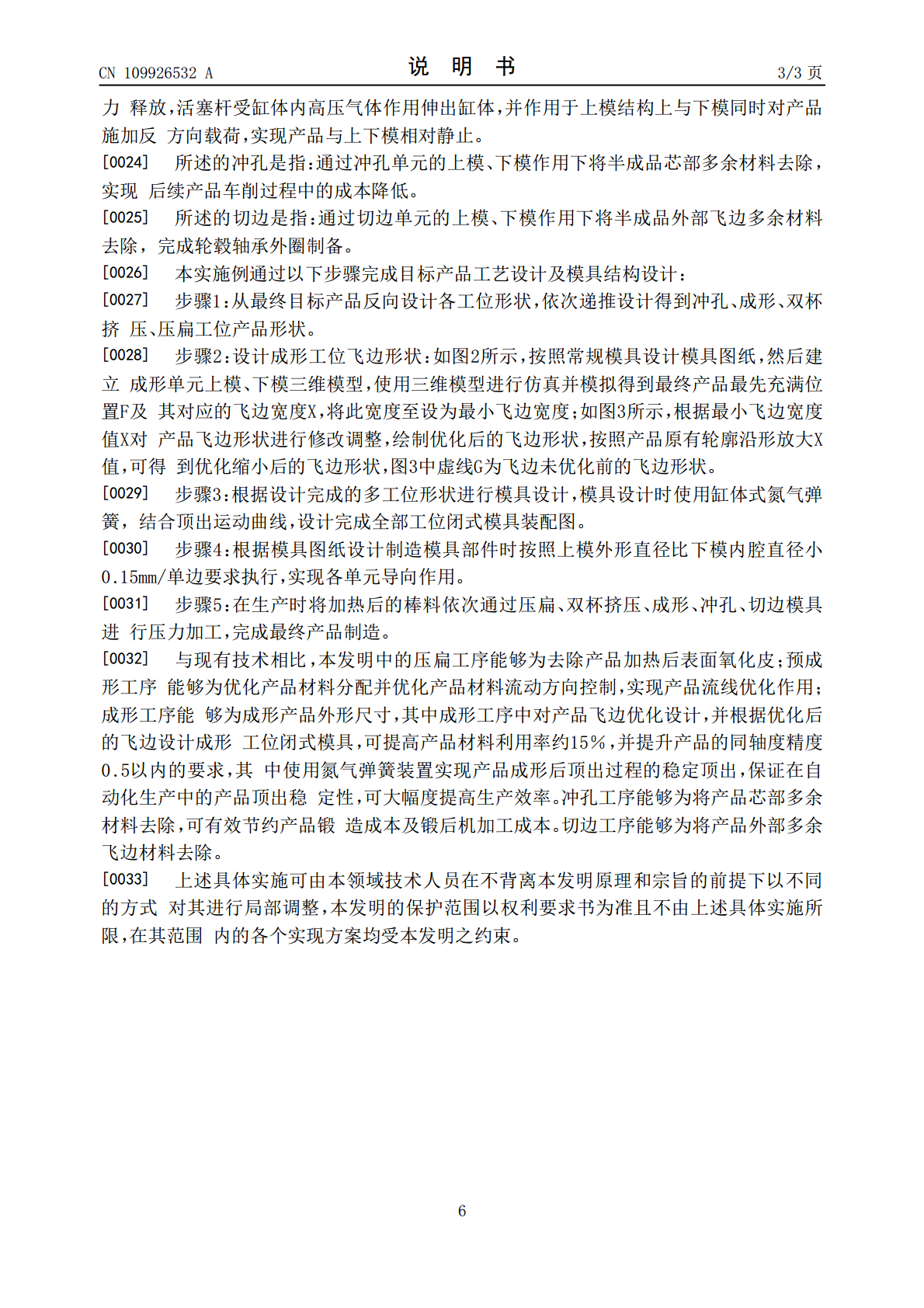
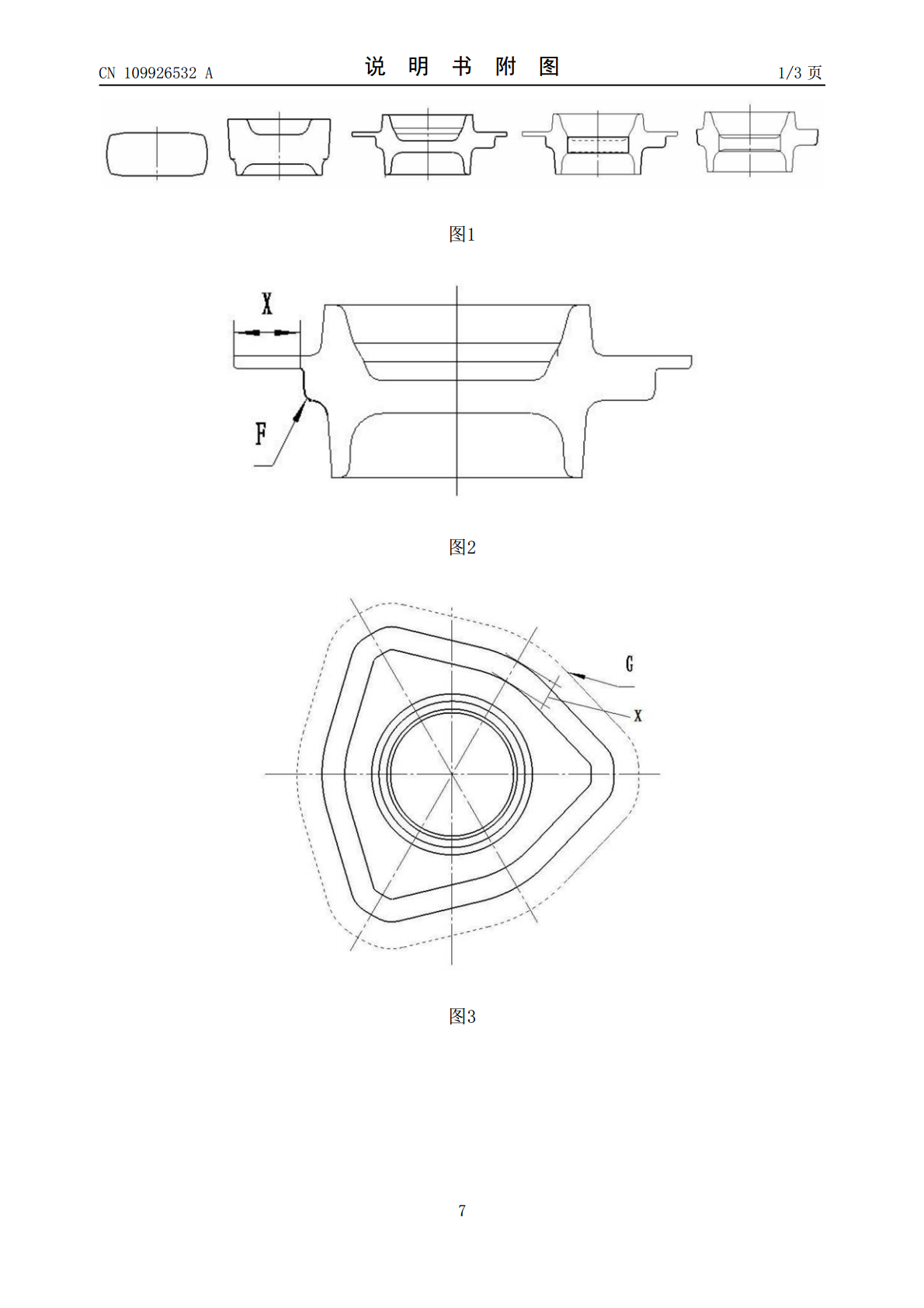
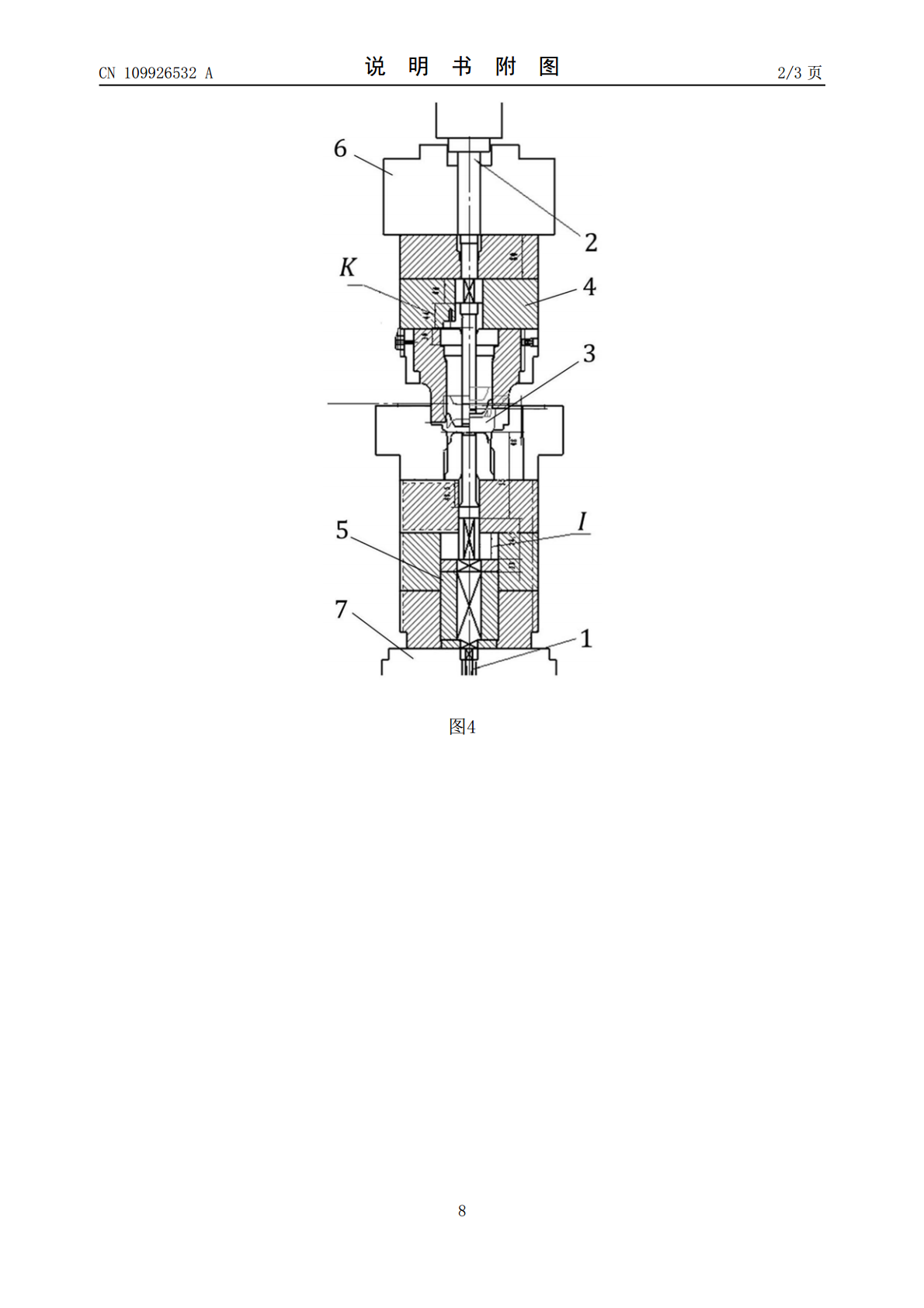
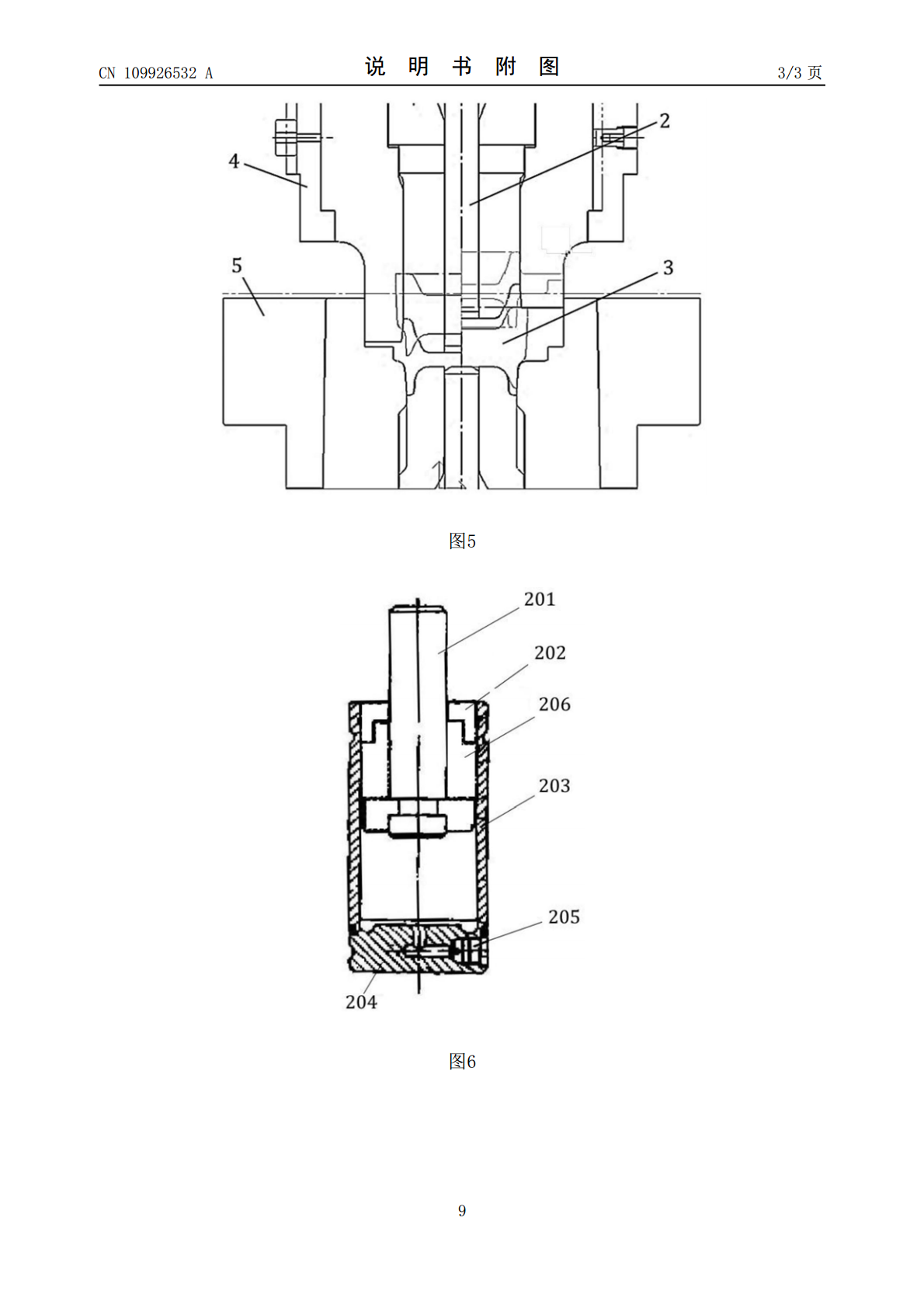
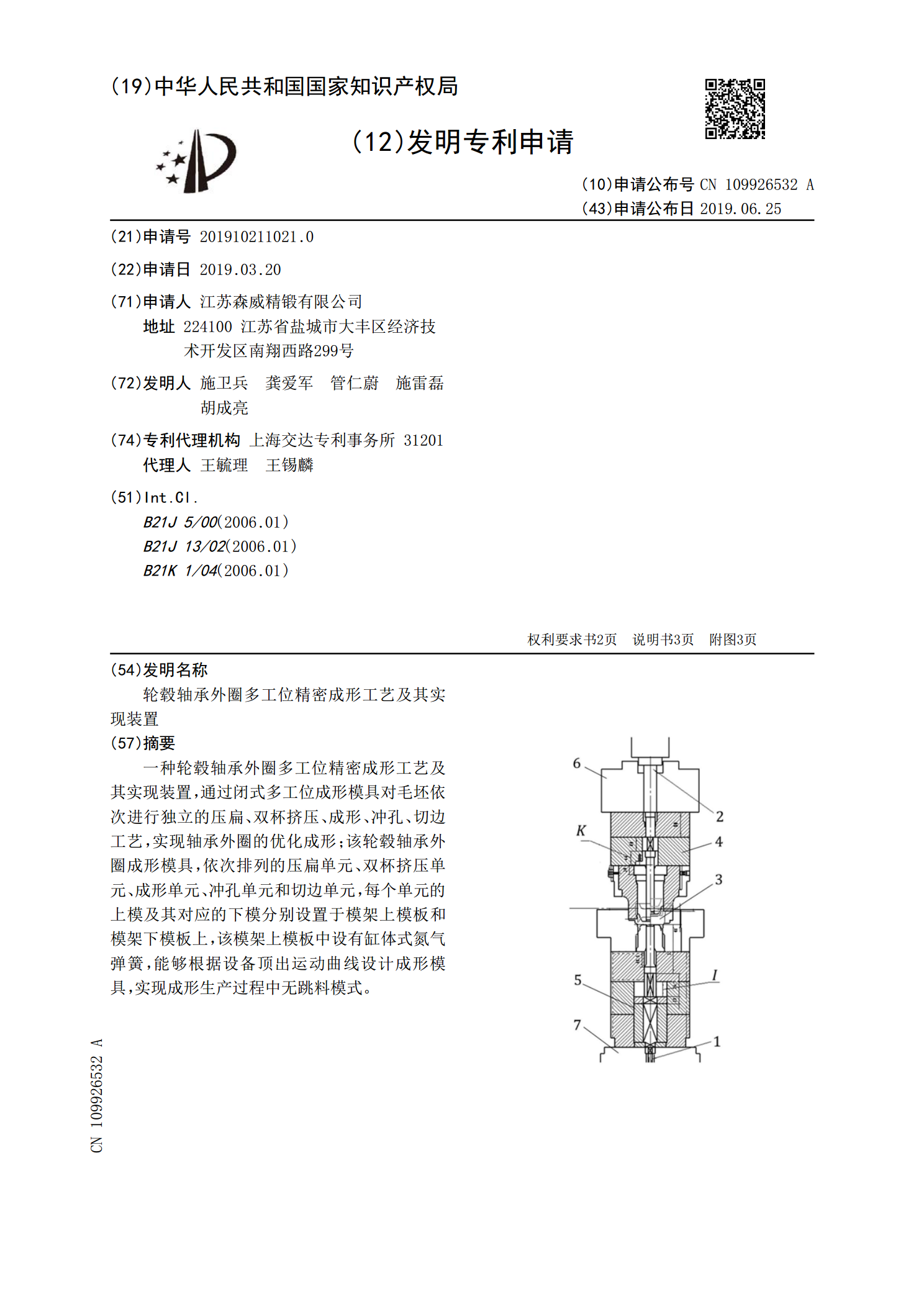
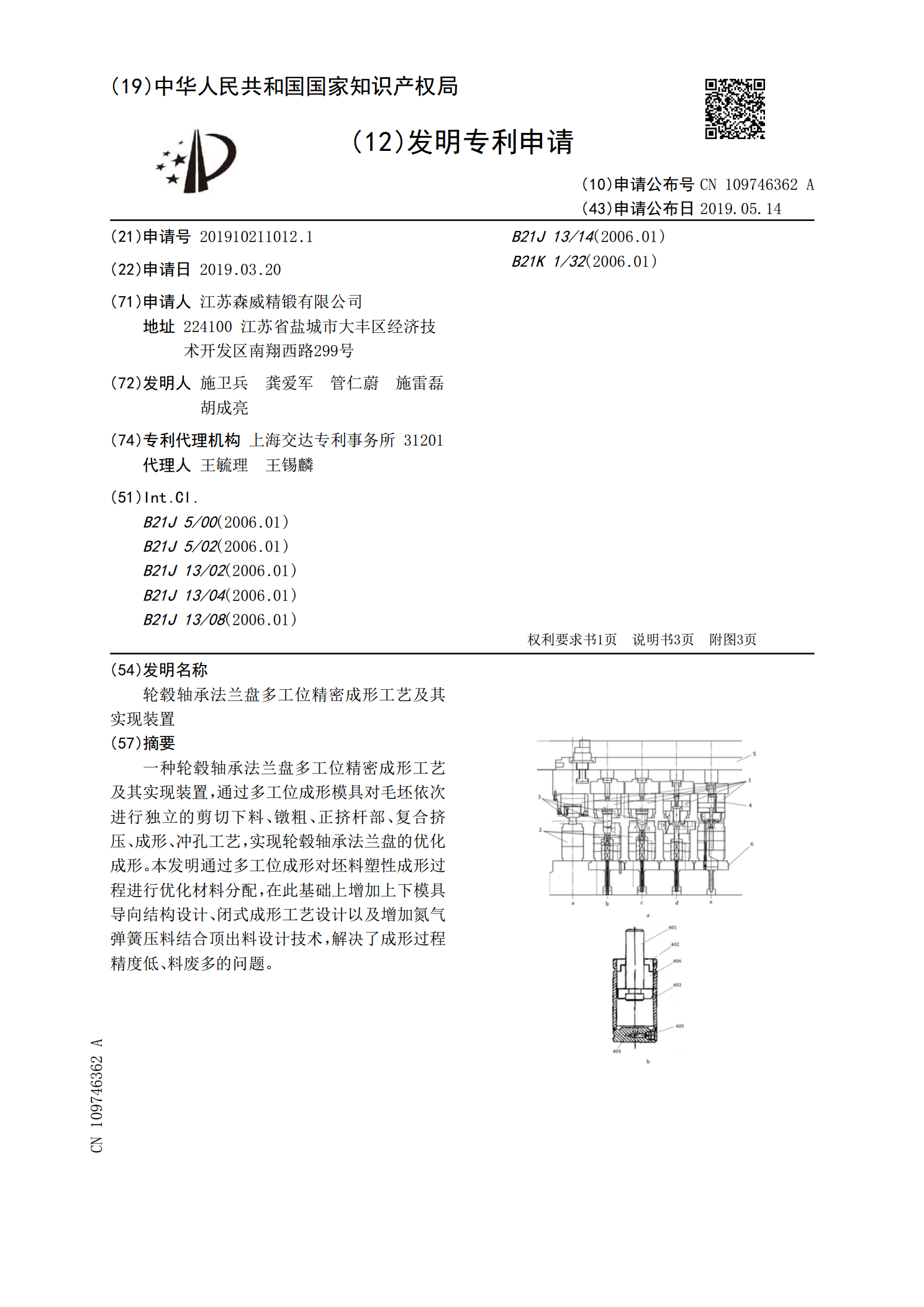
一种轮毂轴承外圈多工位精密成形工艺及其实现装置,通过闭式多工位成形模具对毛坯依次进行独立的压扁、双杯挤压、成形、冲孔、切边工艺,实现轴承外圈的优化成形;该轮毂轴承外圈成形模具,依次排列的压扁单元、双杯挤压单元、成形单元、冲孔单元和切边单元,每个单元的上模及其对应的下模分别设置于模架上模板和模架下模板上,该模架上模板中设有缸体式氮气弹簧,能够根据设备顶出运动曲线设计成形模具,实现成形生产过程中无跳料模式。
轮毂轴承法兰盘多工位精密成形工艺及其实现装置.pdf
一种轮毂轴承法兰盘多工位精密成形工艺及其实现装置,通过多工位成形模具对毛坯依次进行独立的剪切下料、镦粗、正挤杆部、复合挤压、成形、冲孔工艺,实现轮毂轴承法兰盘的优化成形。本发明通过多工位成形对坯料塑性成形过程进行优化材料分配,在此基础上增加上下模具导向结构设计、闭式成形工艺设计以及增加氮气弹簧压料结合顶出料设计技术,解决了成形过程精度低、料废多的问题。

轮毂轴承的外圈磨削装置.pdf
本发明提供了一种轮毂轴承的外圈磨削装置。它解决了现有生产工艺过于简单,无法确保其质量,产品质量差等技术问题。本轮毂轴承的外圈磨削装置,包括第一机架,第一机架上通过螺栓连接的方式固定有第一工作箱,第一工作箱侧部具有开口,第一工作箱内设置有第一安装板,第一安装板一端上设置有液压卡盘,液压卡盘一端与减速电机相连,液压卡盘另一端具有能将轮毂轴承外圈定位住的卡口,第一安装板另一端上通过第一升降机构设置有升降板,升降板上设置有移动架,移动架上水平设置有转动轴,转动轴一端通过键连接的方式和第一砂轮相连,转动轴另一端与一

一代轮毂轴承外圈双面成型工艺及其模具.pdf
本发明涉及一种一代轮毂轴承外圈双面成型工艺及其模具,包括有以下工艺步骤:1)下料;2)镦粗;3)预成型;4)成型;锻造模具,包括有模套、移动凹模、模芯、顶料套、顶销和凹模垫,其中移动凹模与模套是间隙配合;模芯固定在模套内,配合移动凹模、冲头进行成型;顶料套设置在移动凹模和模芯之间;顶销设置在凹模垫内,顶销和凹模垫是间隙配合;凹模垫固定在机床内部。与现有技术相比,本发明的有益效果是:最大限度的将锻造成型的金属流线和成品轴承滚道工作方法保持一致,为轴承寿命做出最大贡献,解决了常见的热正挤压局部欠充满的问题,是

轮毂轴承外圈沟位置检测装置.pdf
轮毂轴承外圈沟位置检测装置,其特征是:将基准板垂直安装固定在底座上,基准板的上端设有圆孔,分别用第四螺栓将支撑座安装在基准竖板上,用第五螺栓,将第一和第二弹簧薄板的两端分别安装固定在、第一和第二支撑座的一端;分别用第一螺钉将第三和第四弹簧薄板下边安装固定在第二支撑座上端,分别用第二螺钉将第三和第四弹簧薄板上边安装固定在定位块下端;检测杆中部动配合插装在基准板上端的圆孔内,检测杆右端固定在定位块上端的圆孔内,检测杆的左端外圆上装有钢球;立柱安装固定在底座上,表杆安装固定在立柱上的端凹槽内,表杆左端触头与定位