
一种小规格窄带的轧制装置及轧制方法.pdf

曦晨****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种小规格窄带的轧制装置及轧制方法.pdf
本发明公开了一种小规格窄带的轧制装置及轧制方法,其轧制装置包括成对布设的工作轧辊、前后卷取装置、施压装置以及导向轮一和导向轮二;所述工作轧辊包括下工作辊和上工作辊,下工作辊和上工作辊中一个为平辊且另一个为槽辊;平辊为外表面平整的圆柱辊,槽辊的轴向上开有多个平行布设的矩形槽;其轧制方法,包括以下步骤:一、确定轧制道次数n;二、利用槽辊中相应槽深的矩形槽且分n-1个道次对丝材进行中间过程尺寸轧制;三、利用槽辊中相应槽深的矩形槽进行最终尺寸轧制。本发明设计合理、安装布设方便、使用操作简便、操作灵活且使用效果好,

一种更换不同规格坯料的轧制装置及其轧制方法.pdf
本发明提供一种更换不同规格坯料的轧制装置及其轧制方法,所述轧制装置包括:依次放置的第一轧机、第二轧机、第三轧机、第四轧机、第五轧机、第六轧机与第七轧机;不同轧机具备不同型号的孔型,将不同规格的方坯通过所述轧制装置进行的轧制方法,通过调整第一轧制处理、第二轧制处理、第三轧制处理和第四轧制处理的轧制尺寸和延伸系数,且保证棒材尺寸精度及表面质量满足技术要求。能够实现240mm方坯与200mm方坯转换时不调整加热炉步进梁步距、不更换轧机,减少了转换停机时间,提升了棒材轧制产能、提高创效。

一种超大规格薄板轧制设备及钼薄板轧制方法.pdf
本发明公开了一种超大规格薄板轧制设备,包括六辊可逆轧机,六辊可逆轧机的入口侧和出口侧均布设有运输辊道,运输辊道上设置有加热区,加热区的正上方安装有加热装置,卷取机安装在靠近运输辊道的位置处,卷取机上缠绕有引带,该设备在六辊可逆轧机的出入口两侧的运输辊道上设置加热区。该设备解决了板材轧制后退火时加热炉尺寸对板材尺寸的限制问题,适用超大规格薄板的轧制。发明还提供了一种超大规格钼薄板轧制方法。该方法利用卷取机牵引钼板材通过运输辊道在加热区和六辊可逆轧机之间运动,进行加热轧制和退火,通过改变卷取机的转动方向和六辊

一种低硬度小规格弹簧钢的轧制方法.pdf
本发明涉及冶金工业技术改进,是一种低硬度小规格弹簧钢的轧制方法,它包括以下工艺流程:四炼钢电炉+炉外精炼→连铸240mm方坯→连轧步进式连续加热炉加热→高刚度连轧机10道次粗轧→高刚度连轧机6道次中轧→一次冷却→高刚度连轧机4道次精轧→二次冷却→高刚度连轧机2道次精轧→终冷却→四架KOCKS轧机精轧成材→常规冷床冷却→剪切→检验、精整、包装、入库,特别是:上述工艺流程中的三次冷却均是采用控制冷却水箱进行控制冷却,其中一次冷却温度控制在920-980℃,二次冷却温度控制在860-920℃,终冷却控制在790
极薄带钢轧制装置及轧制方法.pdf
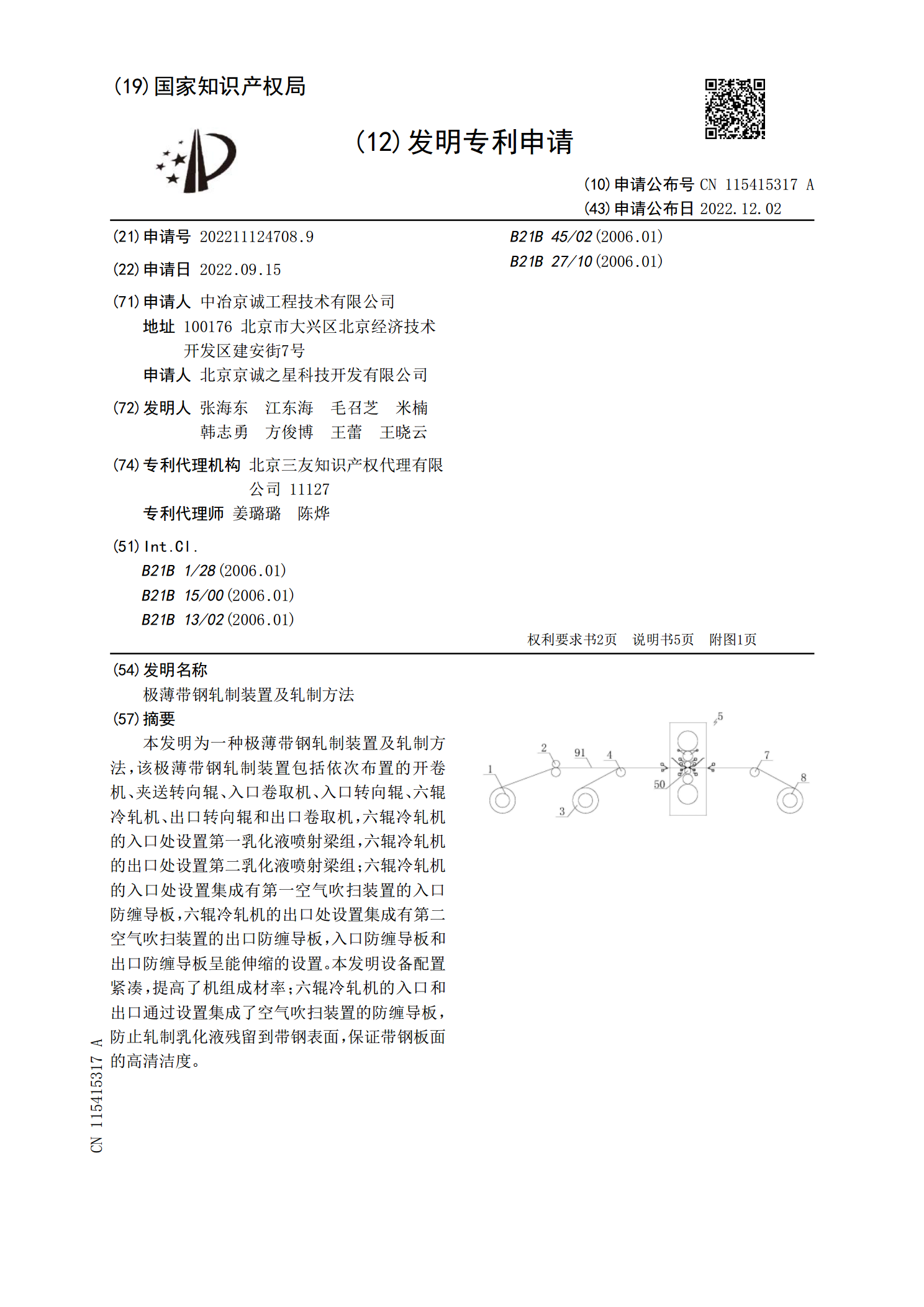
本发明为一种极薄带钢轧制装置及轧制方法,该极薄带钢轧制装置包括依次布置的开卷机、夹送转向辊、入口卷取机、入口转向辊、六辊冷轧机、出口转向辊和出口卷取机,六辊冷轧机的入口处设置第一乳化液喷射梁组,六辊冷轧机的出口处设置第二乳化液喷射梁组;六辊冷轧机的入口处设置集成有第一空气吹扫装置的入口防缠导板,六辊冷轧机的出口处设置集成有第二空气吹扫装置的出口防缠导板,入口防缠导板和出口防缠导板呈能伸缩的设置。本发明设备配置紧凑,提高了机组成材率;六辊冷轧机的入口和出口通过设置集成了空气吹扫装置的防缠导板,防止轧制乳化液