
一种更换不同规格坯料的轧制装置及其轧制方法.pdf

书生****35


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种更换不同规格坯料的轧制装置及其轧制方法.pdf
本发明提供一种更换不同规格坯料的轧制装置及其轧制方法,所述轧制装置包括:依次放置的第一轧机、第二轧机、第三轧机、第四轧机、第五轧机、第六轧机与第七轧机;不同轧机具备不同型号的孔型,将不同规格的方坯通过所述轧制装置进行的轧制方法,通过调整第一轧制处理、第二轧制处理、第三轧制处理和第四轧制处理的轧制尺寸和延伸系数,且保证棒材尺寸精度及表面质量满足技术要求。能够实现240mm方坯与200mm方坯转换时不调整加热炉步进梁步距、不更换轧机,减少了转换停机时间,提升了棒材轧制产能、提高创效。

一种小规格窄带的轧制装置及轧制方法.pdf
本发明公开了一种小规格窄带的轧制装置及轧制方法,其轧制装置包括成对布设的工作轧辊、前后卷取装置、施压装置以及导向轮一和导向轮二;所述工作轧辊包括下工作辊和上工作辊,下工作辊和上工作辊中一个为平辊且另一个为槽辊;平辊为外表面平整的圆柱辊,槽辊的轴向上开有多个平行布设的矩形槽;其轧制方法,包括以下步骤:一、确定轧制道次数n;二、利用槽辊中相应槽深的矩形槽且分n-1个道次对丝材进行中间过程尺寸轧制;三、利用槽辊中相应槽深的矩形槽进行最终尺寸轧制。本发明设计合理、安装布设方便、使用操作简便、操作灵活且使用效果好,

一种超大规格薄板轧制设备及钼薄板轧制方法.pdf
本发明公开了一种超大规格薄板轧制设备,包括六辊可逆轧机,六辊可逆轧机的入口侧和出口侧均布设有运输辊道,运输辊道上设置有加热区,加热区的正上方安装有加热装置,卷取机安装在靠近运输辊道的位置处,卷取机上缠绕有引带,该设备在六辊可逆轧机的出入口两侧的运输辊道上设置加热区。该设备解决了板材轧制后退火时加热炉尺寸对板材尺寸的限制问题,适用超大规格薄板的轧制。发明还提供了一种超大规格钼薄板轧制方法。该方法利用卷取机牵引钼板材通过运输辊道在加热区和六辊可逆轧机之间运动,进行加热轧制和退火,通过改变卷取机的转动方向和六辊
一种基于CSP工艺的不同宽度规格带钢混合轧制方法.pdf
一种基于CSP工艺的不同宽度规格带钢混合轧制方法:铸坯宽度设定并修正;确定开浇坯及换辊开轧坯出炉温度;确定活套控制参数;对轧制参数进行调整;当轧制的钢板实际宽度大于订单宽度且不超过20mm时,为合格品,当轧制的钢板实际宽度小于订单宽度或大于订单宽度且超过20mm时,则按照不合格品处理。本发明通过修正铸坯宽度初始值,能提高铸坯宽度设定准确性;并对板坯出炉计算温度进行优化,解决带钢头部宽度不足问题;同时对活套角度进行调整,解决带钢尾部宽度不足问题;及采用立辊侧压、增加张力等措施进行宽度实时调整,以提高生产效率
一种近等温轧制装置及其方法.pdf
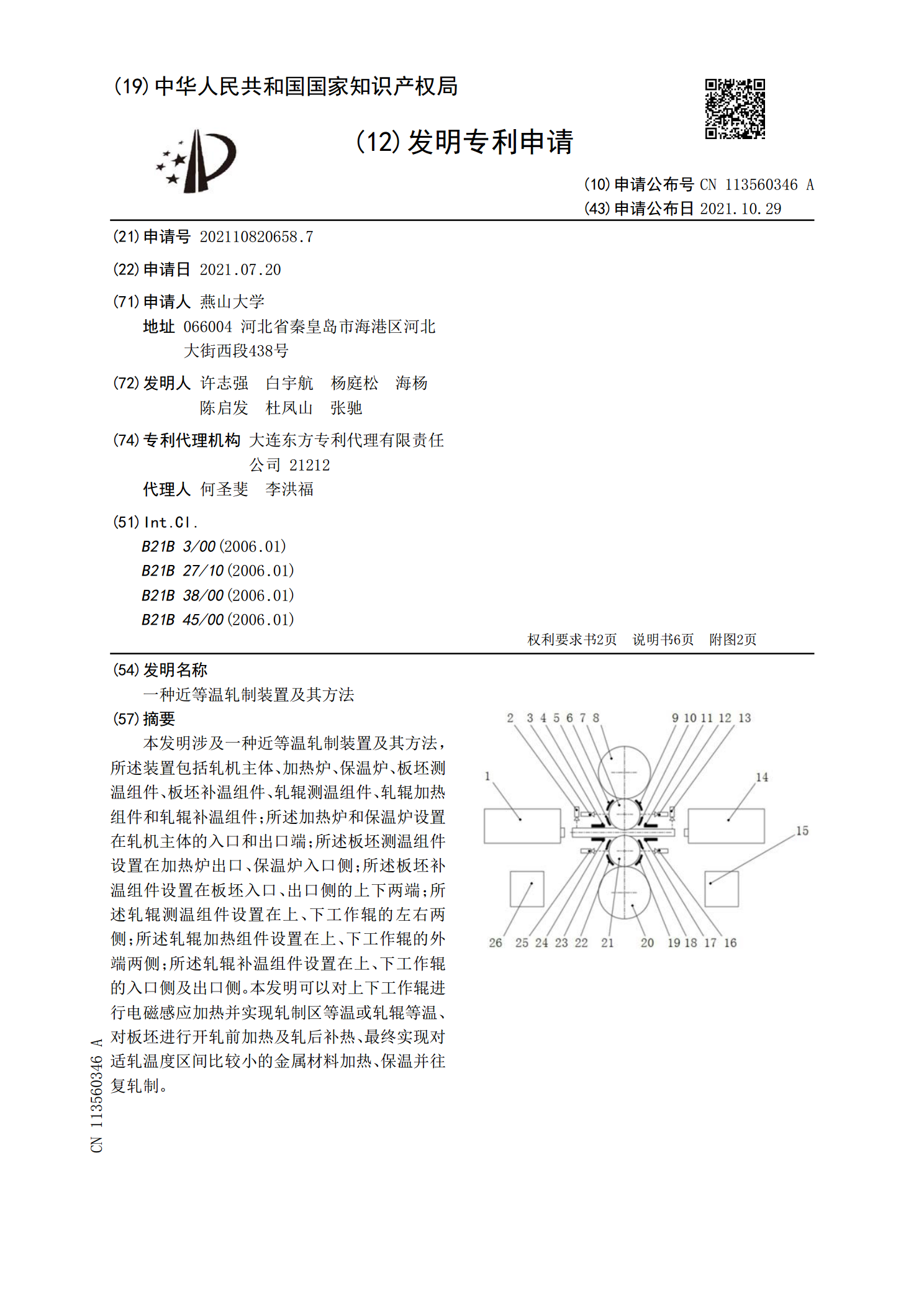
本发明涉及一种近等温轧制装置及其方法,所述装置包括轧机主体、加热炉、保温炉、板坯测温组件、板坯补温组件、轧辊测温组件、轧辊加热组件和轧辊补温组件;所述加热炉和保温炉设置在轧机主体的入口和出口端;所述板坯测温组件设置在加热炉出口、保温炉入口侧;所述板坯补温组件设置在板坯入口、出口侧的上下两端;所述轧辊测温组件设置在上、下工作辊的左右两侧;所述轧辊加热组件设置在上、下工作辊的外端两侧;所述轧辊补温组件设置在上、下工作辊的入口侧及出口侧。本发明可以对上下工作辊进行电磁感应加热并实现轧制区等温或轧辊等温、对板坯进