
汽车后轮毂轴锻造新工艺及其专用楔形模具.pdf

梦影****主a


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车后轮毂轴锻造新工艺及其专用楔形模具.pdf
本发明公开了汽车后轮毂轴锻造新工艺及其专用楔形模具,具体工艺流程如下:(1)加热工序,即将初始坯料加热至1000℃-1300℃;(2)制坯工序,即将加热后的初始坯料通过轧辊、楔形模具制坯,合理分配坯料的体积,得到对称的两件预制坯,使预制坯形状更加符合锻模模膛;(3)切断工序,即将上述两件对称的预制坯切断分离开;(4)模锻工序,即使上述预制坯继续变形得到终锻件;(5)切边工序,即切除飞边得到最终合格的锻件,整个工艺流程只需一次加热和一次模锻即可将产品锻造成形,工序简单、流转次数少、节省原材料、降低能耗并提高
轮毂锻造模具.pdf
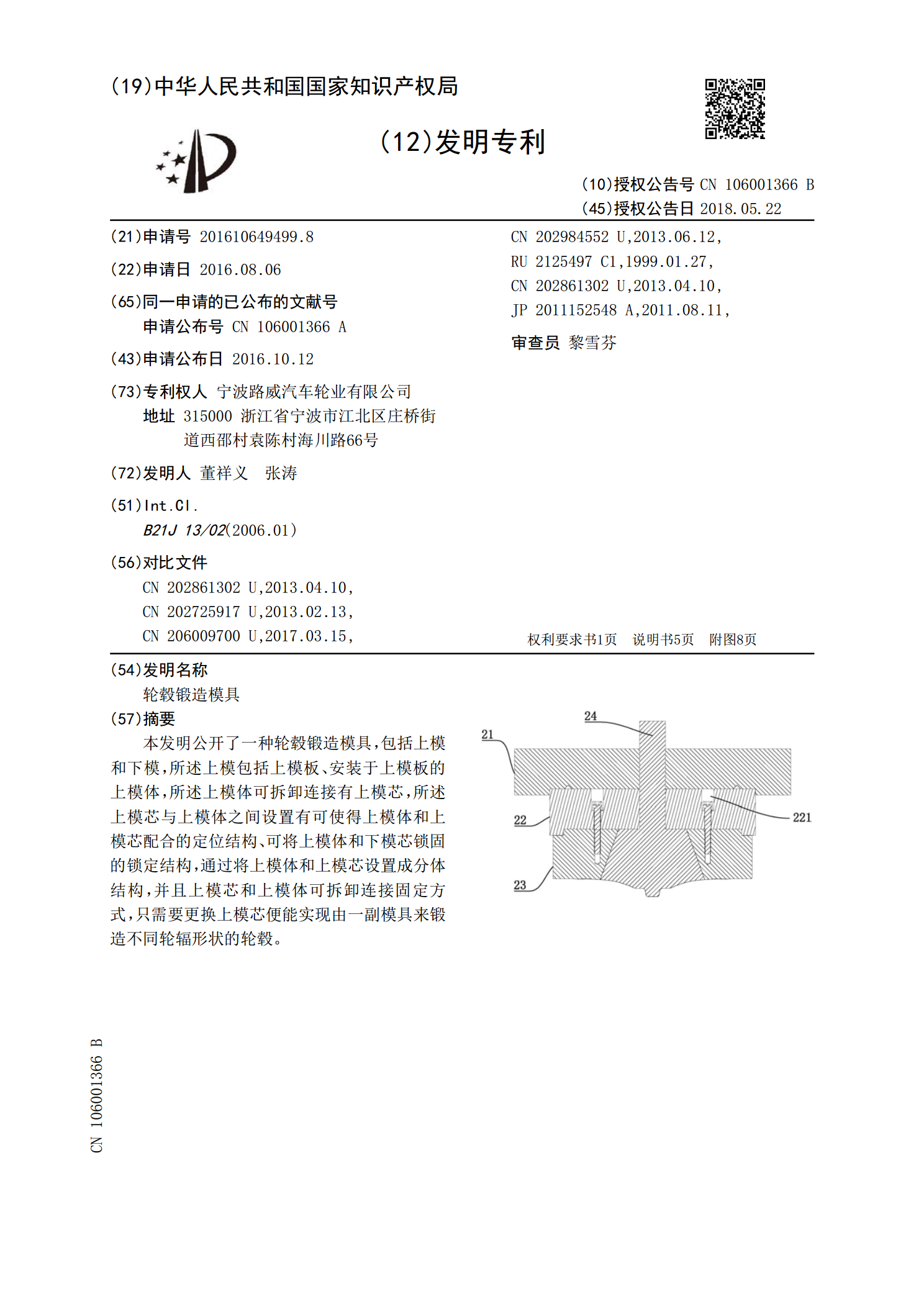
本发明公开了一种轮毂锻造模具,包括上模和下模,所述上模包括上模板、安装于上模板的上模体,所述上模体可拆卸连接有上模芯,所述上模芯与上模体之间设置有可使得上模体和上模芯配合的定位结构、可将上模体和下模芯锁固的锁定结构,通过将上模体和上模芯设置成分体结构,并且上模芯和上模体可拆卸连接固定方式,只需要更换上模芯便能实现由一副模具来锻造不同轮辐形状的轮毂。
轮毂内圈锻造连续模具.pdf
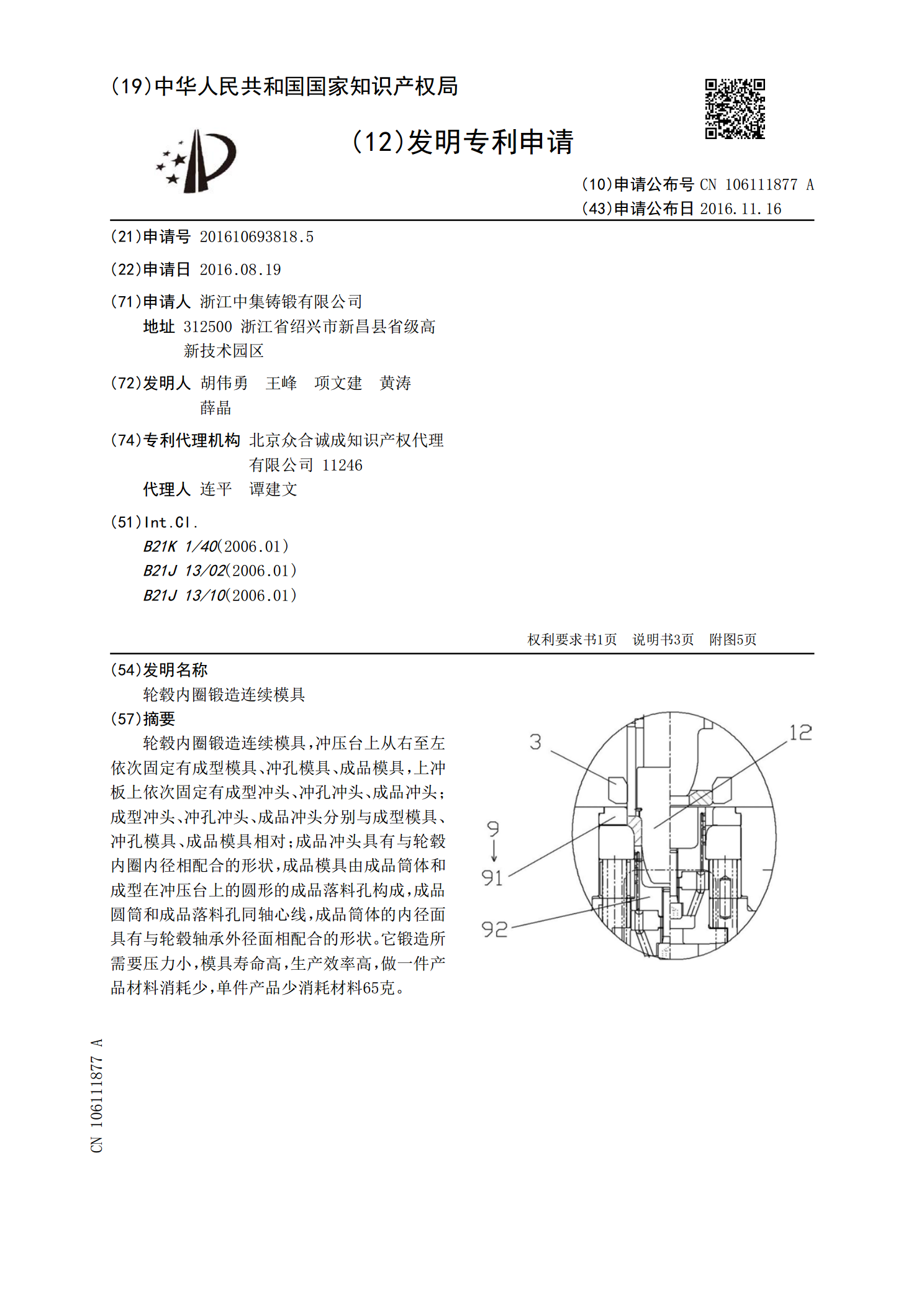
轮毂内圈锻造连续模具,冲压台上从右至左依次固定有成型模具、冲孔模具、成品模具,上冲板上依次固定有成型冲头、冲孔冲头、成品冲头;成型冲头、冲孔冲头、成品冲头分别与成型模具、冲孔模具、成品模具相对;成品冲头具有与轮毂内圈内径相配合的形状,成品模具由成品筒体和成型在冲压台上的圆形的成品落料孔构成,成品圆筒和成品落料孔同轴心线,成品筒体的内径面具有与轮毂轴承外径面相配合的形状。它锻造所需要压力小,模具寿命高,生产效率高,做一件产品材料消耗少,单件产品少消耗材料65克。
一种铝合金轮毂的锻造模具及其锻造方法.pdf
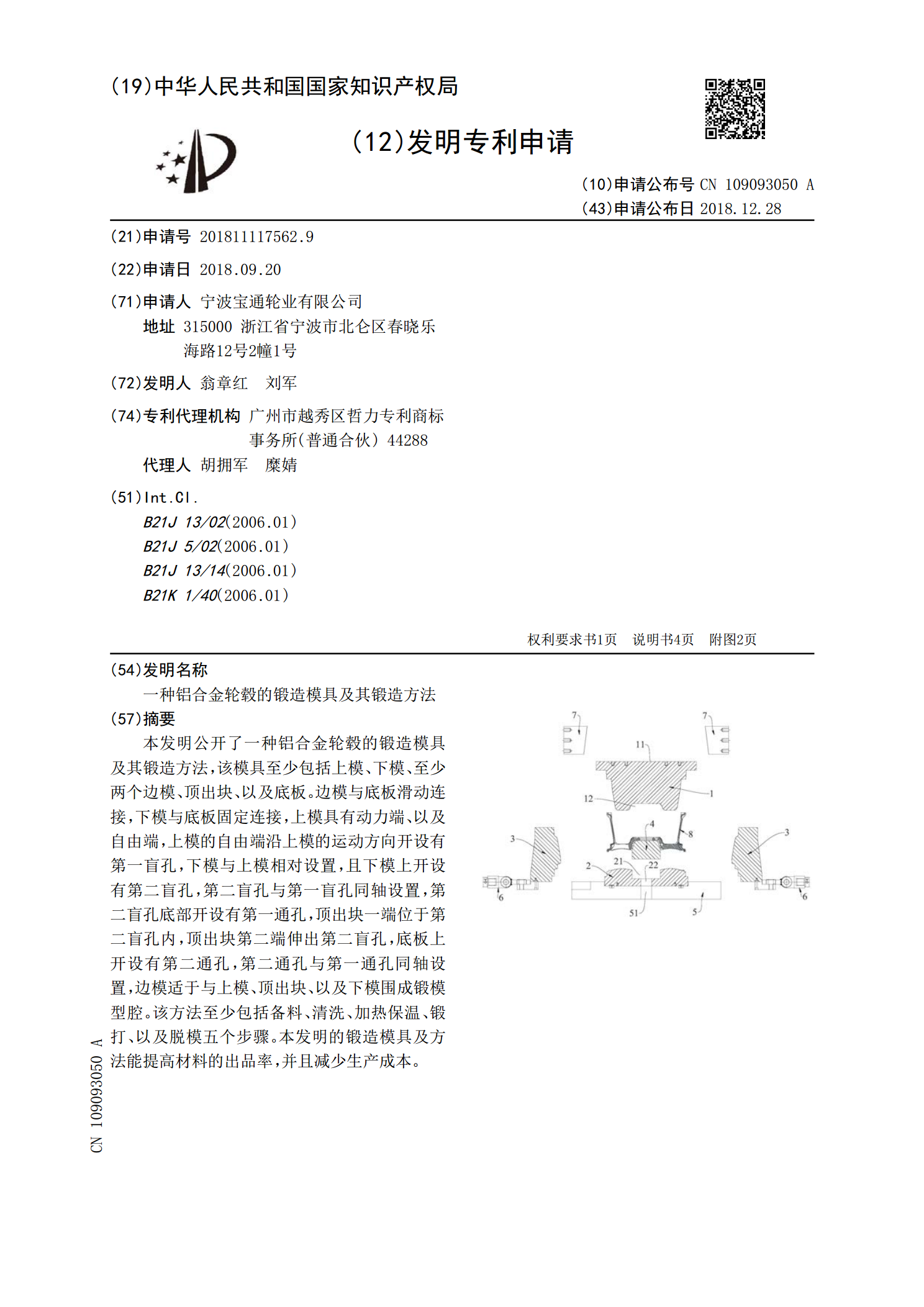
本发明公开了一种铝合金轮毂的锻造模具及其锻造方法,该模具至少包括上模、下模、至少两个边模、顶出块、以及底板。边模与底板滑动连接,下模与底板固定连接,上模具有动力端、以及自由端,上模的自由端沿上模的运动方向开设有第一盲孔,下模与上模相对设置,且下模上开设有第二盲孔,第二盲孔与第一盲孔同轴设置,第二盲孔底部开设有第一通孔,顶出块一端位于第二盲孔内,顶出块第二端伸出第二盲孔,底板上开设有第二通孔,第二通孔与第一通孔同轴设置,边模适于与上模、顶出块、以及下模围成锻模型腔。该方法至少包括备料、清洗、加热保温、锻打、

一种锻造轮毂模具.pdf
本发明涉及一种锻造轮毂模具,属于轮毂技术领域。设置有上模和下模,所述上模设置有上模框,所述上模框里设置有上模芯,所述下模设置有下模框,所述下模框里设置有下模芯,所述下模芯的中心设置有顶出杆通孔,所述顶出杆通孔里设置有顶出杆,所述上模框和下模框的外侧分别设置有多个温度感应装置,所述下模框里设置有下模芯安装孔,所述下模芯上设置有凹槽,所述凹槽里设置有顶出块。本发明的有益之处是:设置有上下模,在上下模里设置分别设置有上下模芯,在上模框和下模框的外侧设置有多个温度感应装置,从而有效的监控模具的温度,从而为轮毂的制