
轮毂内圈锻造连续模具.pdf

是秋****写意

1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂内圈锻造连续模具.pdf
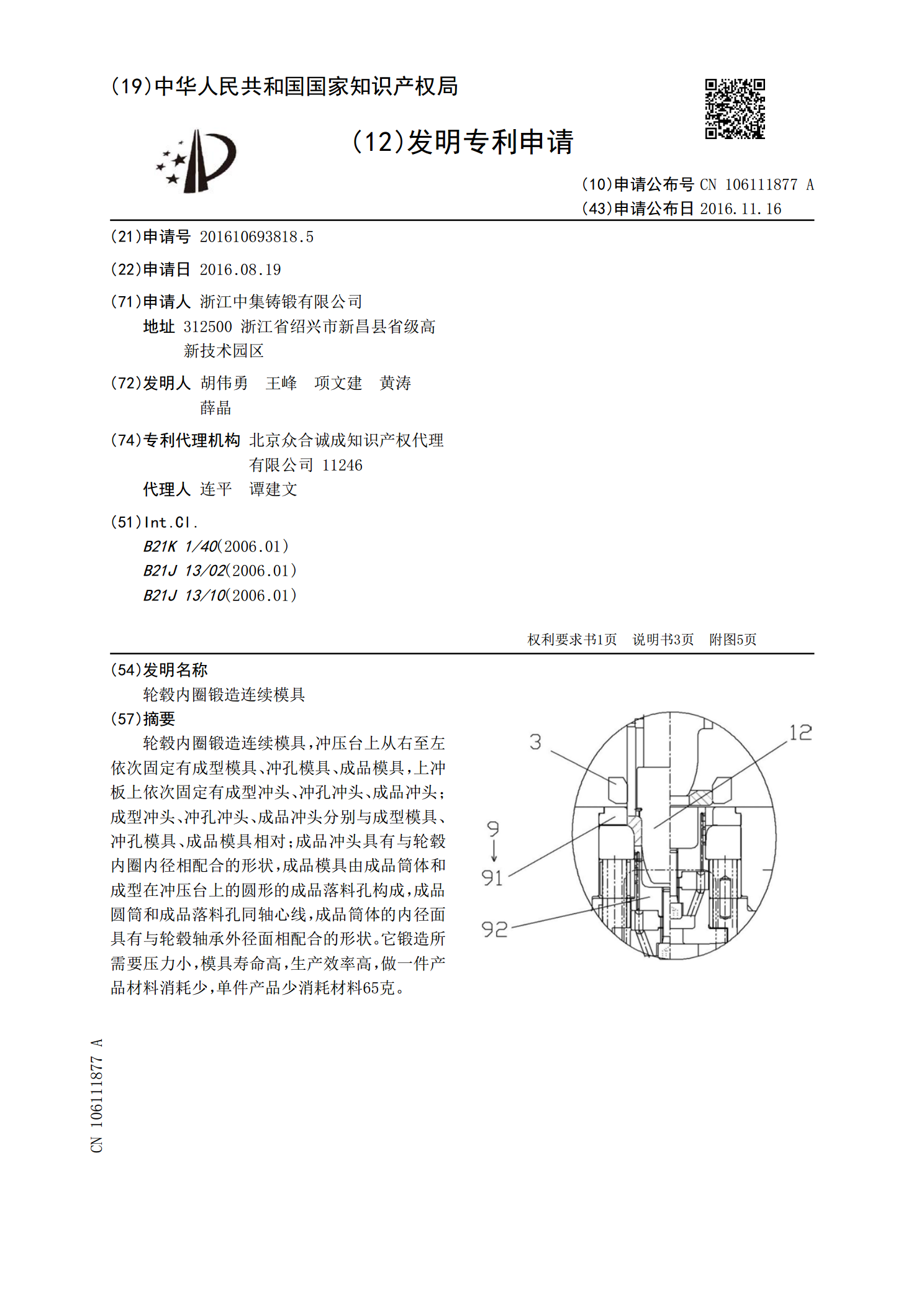
轮毂内圈锻造连续模具,冲压台上从右至左依次固定有成型模具、冲孔模具、成品模具,上冲板上依次固定有成型冲头、冲孔冲头、成品冲头;成型冲头、冲孔冲头、成品冲头分别与成型模具、冲孔模具、成品模具相对;成品冲头具有与轮毂内圈内径相配合的形状,成品模具由成品筒体和成型在冲压台上的圆形的成品落料孔构成,成品圆筒和成品落料孔同轴心线,成品筒体的内径面具有与轮毂轴承外径面相配合的形状。它锻造所需要压力小,模具寿命高,生产效率高,做一件产品材料消耗少,单件产品少消耗材料65克。
轮毂锻造模具.pdf
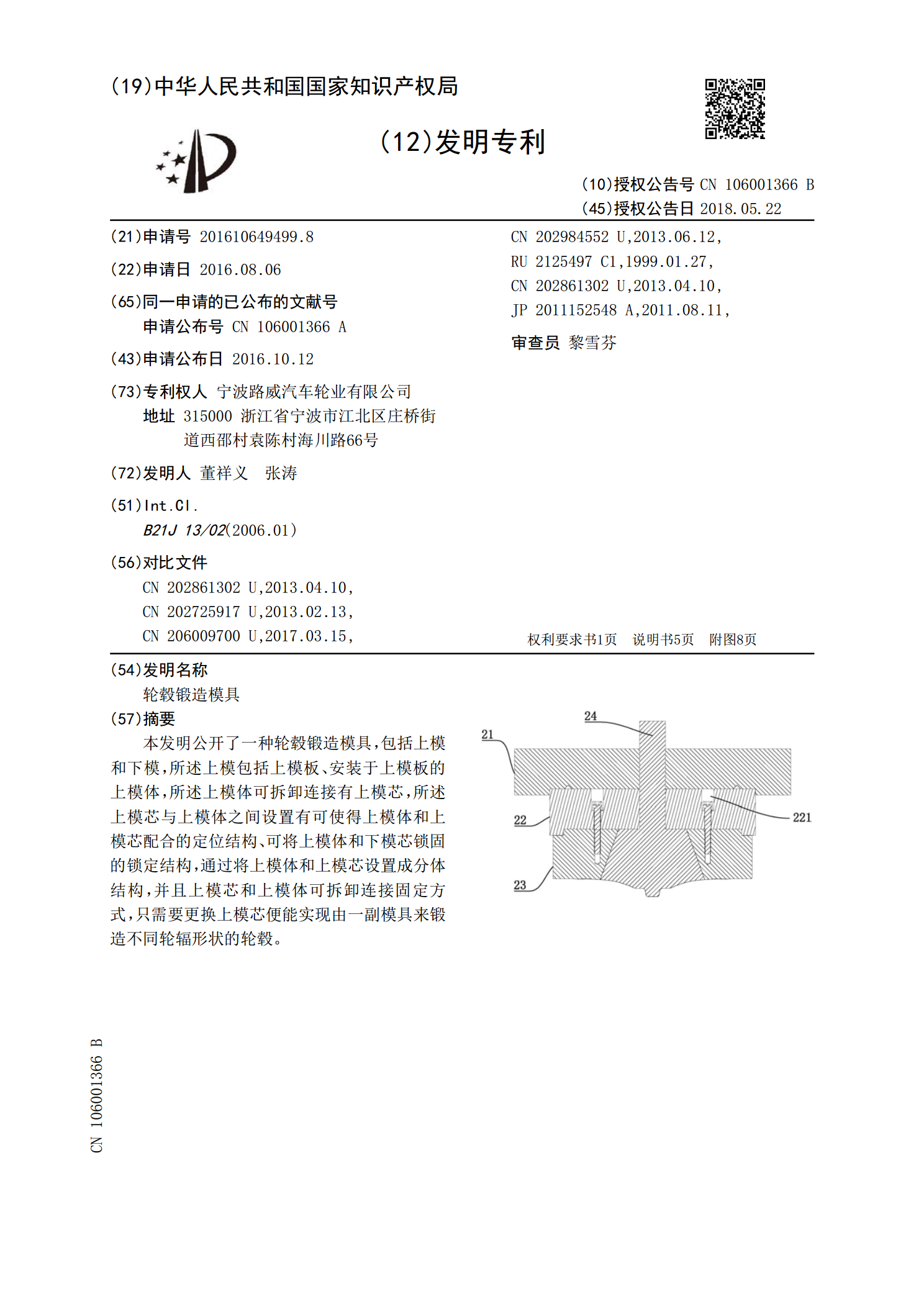
本发明公开了一种轮毂锻造模具,包括上模和下模,所述上模包括上模板、安装于上模板的上模体,所述上模体可拆卸连接有上模芯,所述上模芯与上模体之间设置有可使得上模体和上模芯配合的定位结构、可将上模体和下模芯锁固的锁定结构,通过将上模体和上模芯设置成分体结构,并且上模芯和上模体可拆卸连接固定方式,只需要更换上模芯便能实现由一副模具来锻造不同轮辐形状的轮毂。

基于ANSYS轮毂轴承内圈锻造数值模拟分析.pptx
汇报人:CONTENTSANSYS软件介绍软件功能数值模拟技术在锻造行业的应用轮毂轴承内圈锻造工艺流程锻造前准备加热过程锻造过程冷却与后处理ANSYS模拟分析过程建立模型材料属性定义边界条件设置模拟求解与结果分析模拟结果与实际生产对比模拟结果准确性验证优化锻造工艺参数提高产品质量和效率锻造工艺优化建议加热温度优化锻造速度优化冷却方式优化其他工艺参数优化结论与展望基于ANSYS轮毂轴承内圈锻造数值模拟分析的结论在锻造行业的应用前景与展望汇报人:

一种锻造轮毂模具.pdf
本发明涉及一种锻造轮毂模具,属于轮毂技术领域。设置有上模和下模,所述上模设置有上模框,所述上模框里设置有上模芯,所述下模设置有下模框,所述下模框里设置有下模芯,所述下模芯的中心设置有顶出杆通孔,所述顶出杆通孔里设置有顶出杆,所述上模框和下模框的外侧分别设置有多个温度感应装置,所述下模框里设置有下模芯安装孔,所述下模芯上设置有凹槽,所述凹槽里设置有顶出块。本发明的有益之处是:设置有上下模,在上下模里设置分别设置有上下模芯,在上模框和下模框的外侧设置有多个温度感应装置,从而有效的监控模具的温度,从而为轮毂的制

一种三代轮毂轴承内圈锻造方法.pdf
本发明公开了一种三代轮毂轴承内圈锻造方法,包括如下步骤:根据轮毂内圈的大小选取成型凹模,将成型凹模固定,根据成型凹模选取需要进行加工的毛坯,对毛坯进行预处理,将处理后的毛坯放入成型凹模中,毛坯预处理步骤为将毛坯置于酸性溶液中浸泡3‑5分钟,取出毛坯,采用磨砂纸对毛坯表面进行打磨,去除毛坯表面的绣层,对除去绣层的毛坯进行清洗,清洗后对毛坯烘干处理,将成型冲头安装在锻造机上,且成型冲头上安装成型压环,启动锻造机,带动成型冲头运动,对毛坯进行正压锻造。本发明成型冲头在上下移动的过程中始终与毛坯相垂直,在成型压环