
超轻量化卡车、客车铝合金轮毂及其制作方法.pdf

邻家****ng


1/8

2/8
3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超轻量化卡车、客车铝合金轮毂及其制作方法.pdf
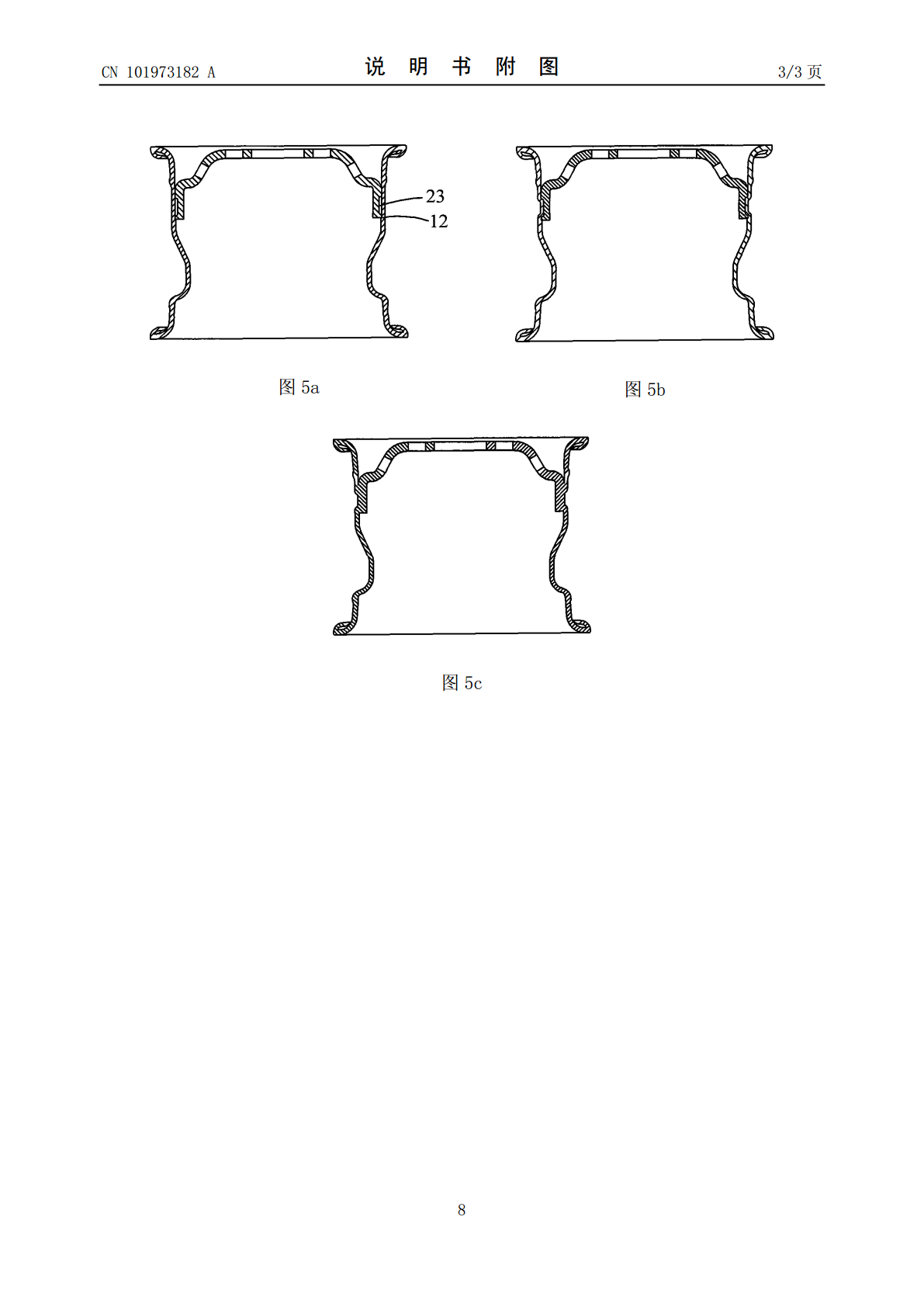
本发明公开一种卡车、客车超轻量化铝合金轮毂,包括轮辋和设于轮辋上的轮辐,所述轮辋为由铝合金板一体旋压成型而成一中心中空结构,所述轮辐为由铝合金板一体旋压成型连接于轮辋中空内且分隔轮辋的中空部分。本发明还公开了一种卡车、客车超轻量化铝合金轮毂的制作方法。本发明可用于超轻量化卡车、客车。
一种用于卡车和客车铝合金轮毂的低压边浇铸旋装置.pdf
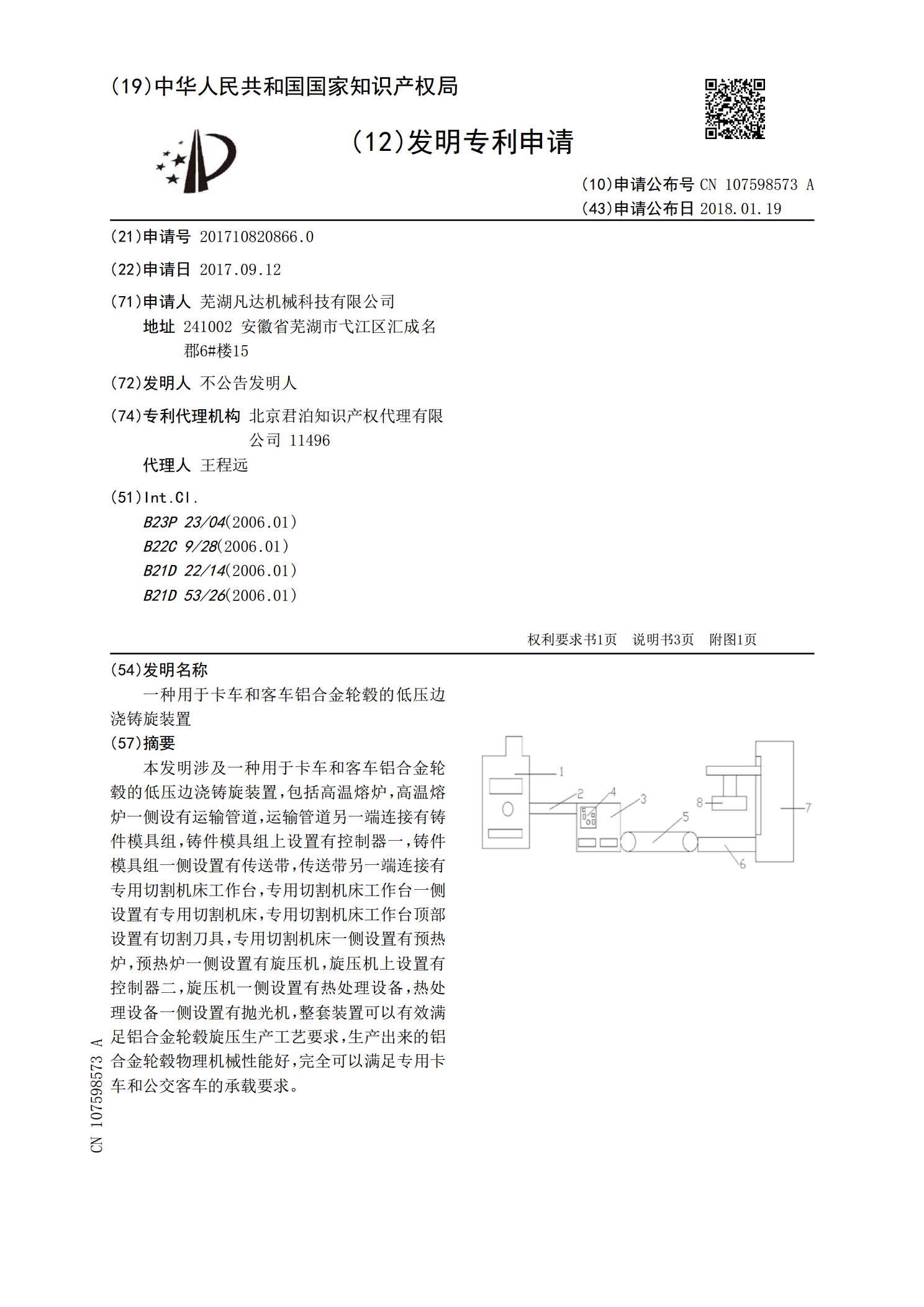
本发明涉及一种用于卡车和客车铝合金轮毂的低压边浇铸旋装置,包括高温熔炉,高温熔炉一侧设有运输管道,运输管道另一端连接有铸件模具组,铸件模具组上设置有控制器一,铸件模具组一侧设置有传送带,传送带另一端连接有专用切割机床工作台,专用切割机床工作台一侧设置有专用切割机床,专用切割机床工作台顶部设置有切割刀具,专用切割机床一侧设置有预热炉,预热炉一侧设置有旋压机,旋压机上设置有控制器二,旋压机一侧设置有热处理设备,热处理设备一侧设置有抛光机,整套装置可以有效满足铝合金轮毂旋压生产工艺要求,生产出来的铝合金轮毂物理

一种冷扎铝合金板材超轻量化轮毂的全自动生产方法.pdf
本发明公开了一种冷扎铝合金板材超轻量化轮毂的全自动生产方法,包括:轮辋加工步骤:A、将卷料开卷后校平,再锯断校平后的板料,然后卷成圆筒状的筒料;B、焊接筒料后切筒,将筒料切成适当长度的轮辋料;C、对切筒后的轮辋料进行旋压,旋压出轮辋毛坯;D、将旋压出的毛坯加工出轮辋;E、抛光;轮辐加工步骤:F、开料成圆饼状的圆饼料;G、将圆饼料旋压成设定形状轮辐毛坯;H、对轮辐毛坯进行冲孔和机加工生成轮辐;轮辋与轮辐装配焊接步骤:I、加热完成加工后的轮辋,使其膨胀,并将完成加工后的轮辐装入轮辋中后冷却;J、焊接轮辋与轮辐

一种卡车铝合金轮毂锻造方法.pdf
本发明是一种卡车铝合金轮毂锻造方法,包括以下步骤,(1)备料;(2)下料;(3)锻造;(4)热处理;(5)加工:将经过步骤(4)后的锻坯通过数控车床和加工中心加工后,得到轮毂成品。本发明将直径为254mm的铸棒被锯床锯成棒料后,通过锻造、热处理和车床加工后得到成品轮毂,其轮毂抗拉强度、屈服强度、延伸率的机械性能提高了很多,同时,与现有轮毂重量相比,经本发明加工后的轮毂重量大幅度的降低,从而减少了卡车整车质量,整车的油耗也随之降低,实现了节能减排的目的。
一种轻量化铝合金轮毂及其制造方法.pdf
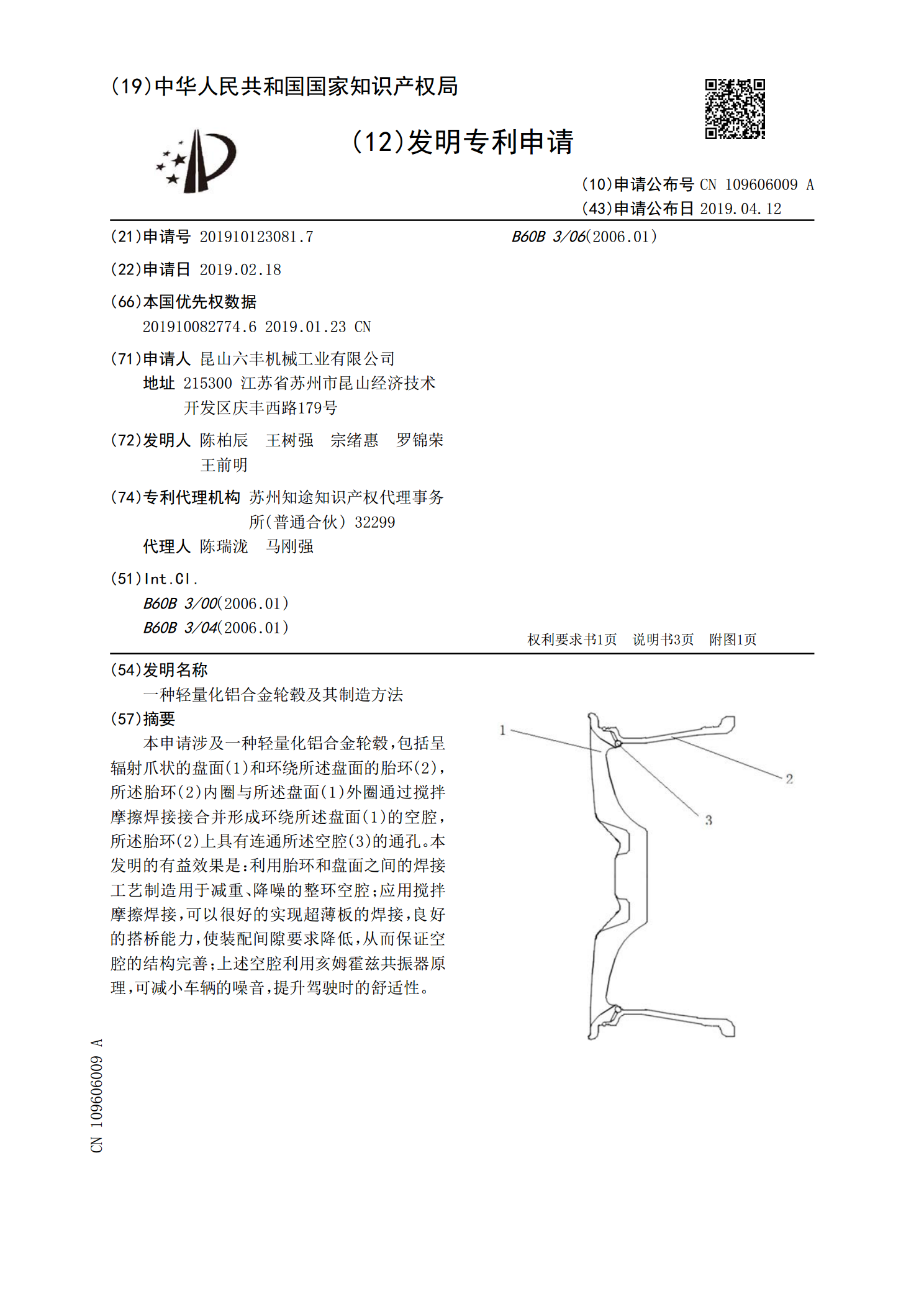
本申请涉及一种轻量化铝合金轮毂,包括呈辐射爪状的盘面(1)和环绕所述盘面的胎环(2),所述胎环(2)内圈与所述盘面(1)外圈通过搅拌摩擦焊接接合并形成环绕所述盘面(1)的空腔,所述胎环(2)上具有连通所述空腔(3)的通孔。本发明的有益效果是:利用胎环和盘面之间的焊接工艺制造用于减重、降噪的整环空腔;应用搅拌摩擦焊接,可以很好的实现超薄板的焊接,良好的搭桥能力,使装配间隙要求降低,从而保证空腔的结构完善;上述空腔利用亥姆霍兹共振器原理,可减小车辆的噪音,提升驾驶时的舒适性。