
一种冷扎铝合金板材超轻量化轮毂的全自动生产方法.pdf

一只****呀盟


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冷扎铝合金板材超轻量化轮毂的全自动生产方法.pdf
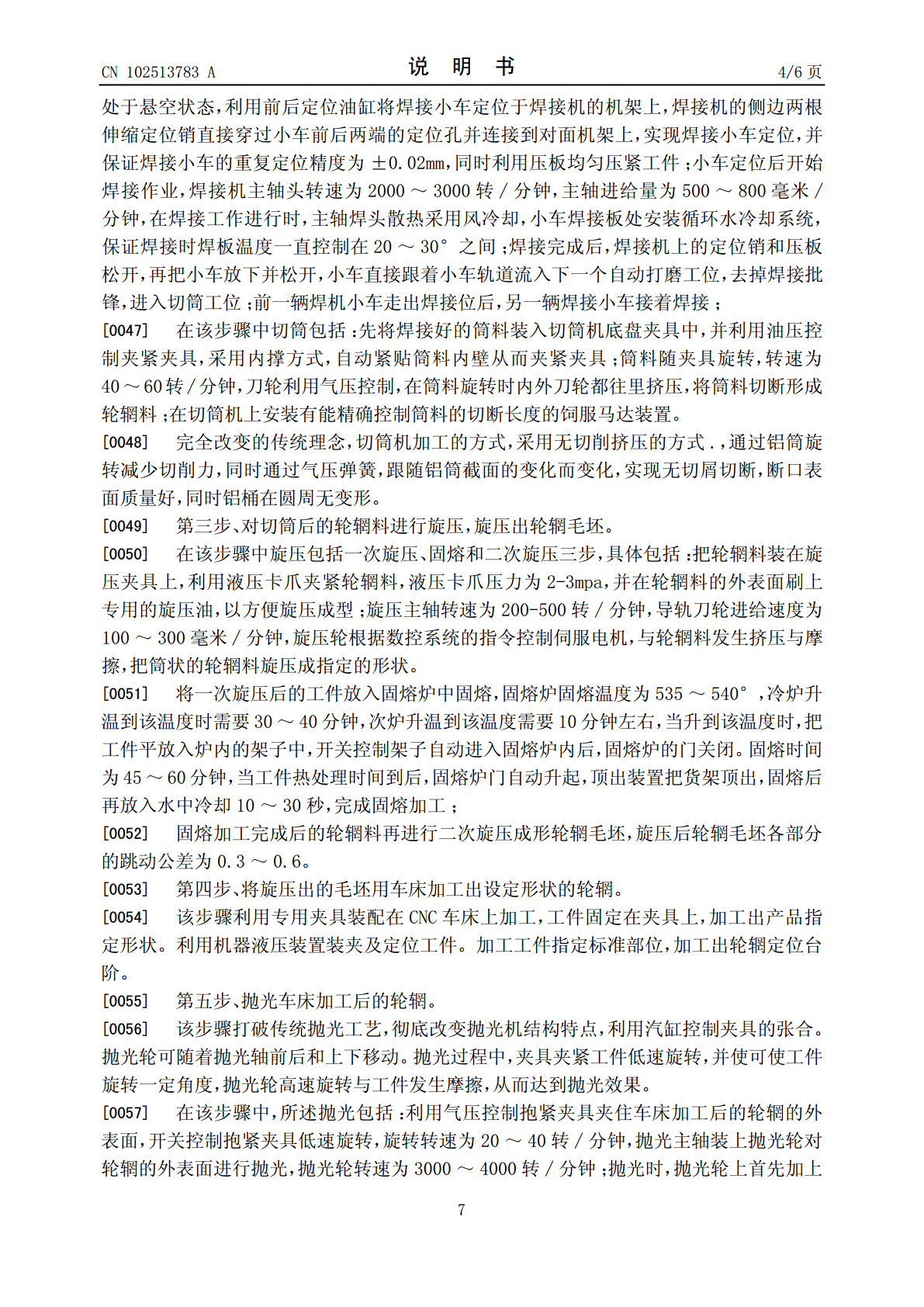
本发明公开了一种冷扎铝合金板材超轻量化轮毂的全自动生产方法,包括:轮辋加工步骤:A、将卷料开卷后校平,再锯断校平后的板料,然后卷成圆筒状的筒料;B、焊接筒料后切筒,将筒料切成适当长度的轮辋料;C、对切筒后的轮辋料进行旋压,旋压出轮辋毛坯;D、将旋压出的毛坯加工出轮辋;E、抛光;轮辐加工步骤:F、开料成圆饼状的圆饼料;G、将圆饼料旋压成设定形状轮辐毛坯;H、对轮辐毛坯进行冲孔和机加工生成轮辐;轮辋与轮辐装配焊接步骤:I、加热完成加工后的轮辋,使其膨胀,并将完成加工后的轮辐装入轮辋中后冷却;J、焊接轮辋与轮辐

超轻量化卡车、客车铝合金轮毂及其制作方法.pdf
本发明公开一种卡车、客车超轻量化铝合金轮毂,包括轮辋和设于轮辋上的轮辐,所述轮辋为由铝合金板一体旋压成型而成一中心中空结构,所述轮辐为由铝合金板一体旋压成型连接于轮辋中空内且分隔轮辋的中空部分。本发明还公开了一种卡车、客车超轻量化铝合金轮毂的制作方法。本发明可用于超轻量化卡车、客车。

一种轻量化铝合金轮毂.pdf
本发明公开了一种轻量化铝合金轮毂,包括采用铝合金材料一体铸造成型的轮辐和轮辋,其中所述轮辐包括多根呈辐射状布置的辐条,中心设有中心孔,所述中心孔周围均匀分布有多个安装孔;所述轮辋包括轮辋主体以及设置在所述轮辋主体两侧的凸起的轮缘,所述辐条和轮辋的连接处与轮辋主体等壁厚设置。本发明所实现了汽车轮毂的轻量化设计,不仅提高了汽车的性能,节省汽车的能源消耗,符合低碳环保的潮流,而且消除了铸造过程中因厚度不同而造成的铸造缺陷。
一种轻量化铝合金轮毂.pdf
本发明公开的一种轻量化铝合金轮毂,包括轮毂环、轮毂中心机构,轮毂环为圆环结构,轮毂中心机构位于轮毂环的内环中,且与轮毂环的内侧固定连接,轮毂环顶面设有多个螺栓,多个所述螺栓均匀分布在所述轮毂环的环面上,轮毂环的底面设有浪形环、齿环、油封圈,轮毂中心机构包括支撑柱和内柱,内圆柱设有滚子轴承,该发明结构简单,重量轻,极大降低轮毂及整车重量,散热好,并且增加了油封,进一步防止轴承内润滑油的甩出,使整个轮毂轴承润滑条件得到了很好的改善,也延长了轴承的使用寿命,尺寸精度高成为汽车轻量化节能发展要求的最佳选择。
一种轻量化铝合金轮毂及其制造方法.pdf
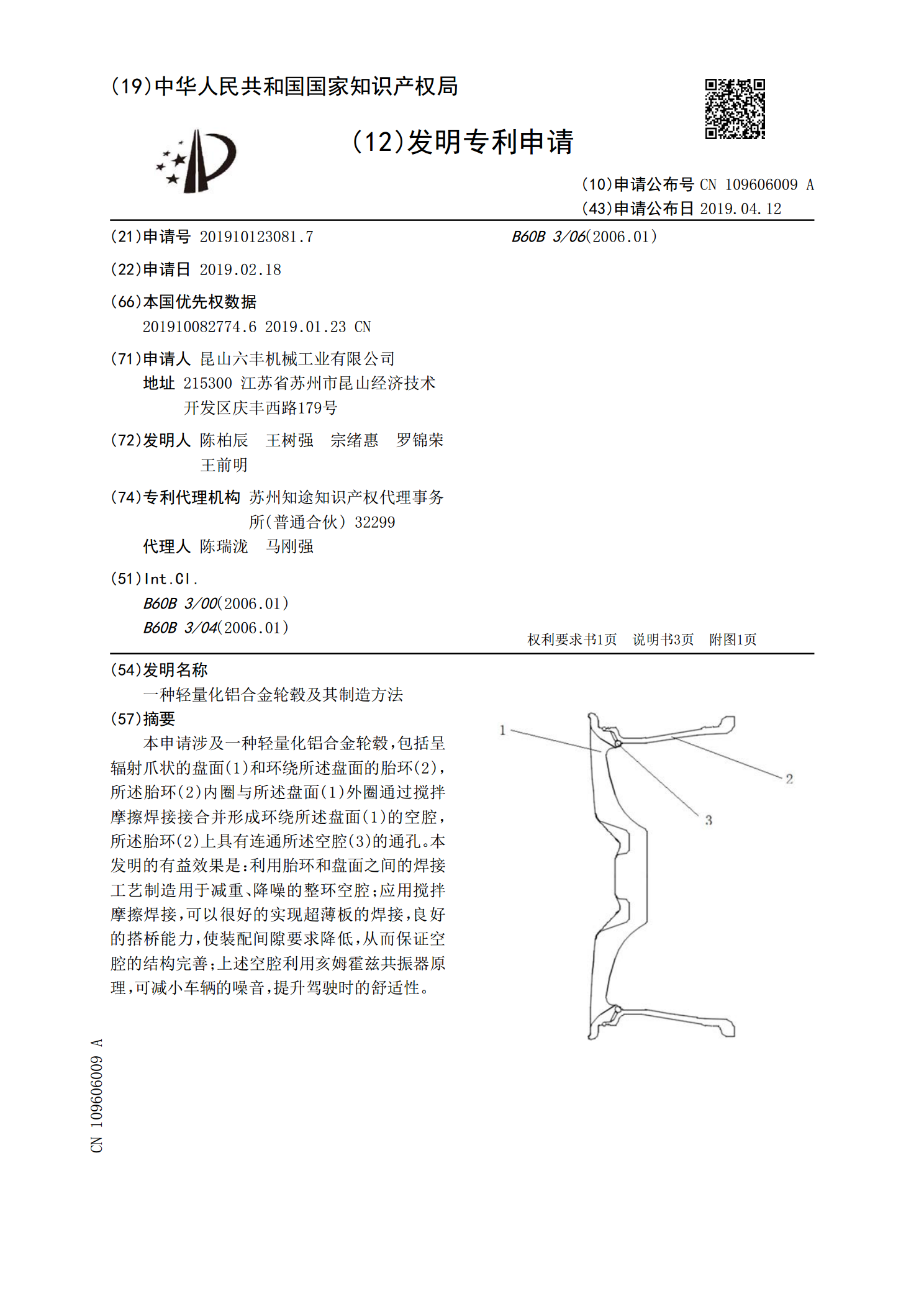
本申请涉及一种轻量化铝合金轮毂,包括呈辐射爪状的盘面(1)和环绕所述盘面的胎环(2),所述胎环(2)内圈与所述盘面(1)外圈通过搅拌摩擦焊接接合并形成环绕所述盘面(1)的空腔,所述胎环(2)上具有连通所述空腔(3)的通孔。本发明的有益效果是:利用胎环和盘面之间的焊接工艺制造用于减重、降噪的整环空腔;应用搅拌摩擦焊接,可以很好的实现超薄板的焊接,良好的搭桥能力,使装配间隙要求降低,从而保证空腔的结构完善;上述空腔利用亥姆霍兹共振器原理,可减小车辆的噪音,提升驾驶时的舒适性。