
由粉冶材料齿环与钢材料齿轮本体结合的汽车变速箱齿轮的加工方法.pdf

猫巷****晓容


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
由粉冶材料齿环与钢材料齿轮本体结合的汽车变速箱齿轮的加工方法.pdf
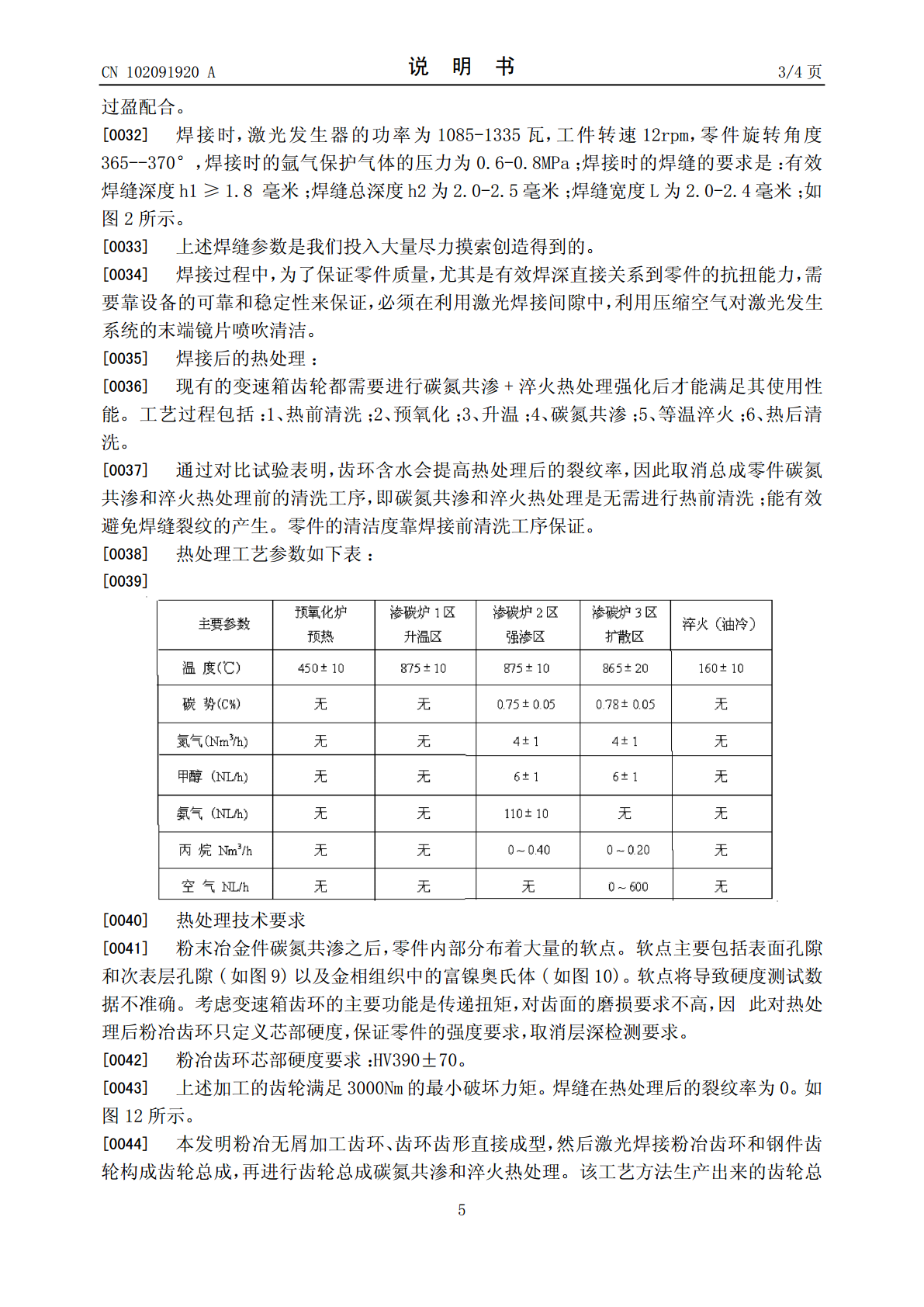
本发明公开了一种由粉冶材料齿环与钢材料齿轮本体结合的汽车变速箱齿轮的加工方法,它是将粉末冶金材料齿环与钢材料齿轮本体压装后,利用激光焊接成整体后进行碳氮共渗和淬火热处理;所述利用激光焊接时,粉冶材料齿环与钢材料齿轮本体之间的有效焊缝深度h1≥1.8毫米;焊缝总深度h2为2.0-2.5毫米;焊缝宽度L为2.0-2.4;所述碳氮共渗和淬火热处理是无需进行热前清洗。本发明突破了粉末冶金材料的应用领域,为生产企业提供了一条降低生产成本的途径,而且填补了我国汽车行业粉末冶金零件与钢件激光焊接的空白。

一种变速箱齿轮结合齿锁止面挤压加工方法.pdf
本专利涉及汽车变速箱齿轮制造技术领域,公开了一种变速箱结合齿锁止面挤压加工方法,第一步:根据被挤压结合齿的齿形,加工出圆盘形的刀具和夹具;第二步:将刀具安装到可调节刀具轴伸出长度的挤压刀具头上;第三步:将夹持部夹紧到车床的刀架上,并使用车床的卡盘夹住夹紧机构;第四步:将被加工的结合齿夹紧到夹紧机构上;第五步:移动刀架,使挤压刀具头上的刀具与结合齿的被挤压面相抵;第六步:启动车床,使车床的卡盘转动,移动刀架,使挤压刀具头逐渐向结合齿的转动中心移动,对结合齿进行挤压加工,直到使结合齿锁止面成型。本专利车床作为

变速箱齿轮结合齿锁止面挤压加工装置.pdf
本专利涉及汽车变速箱齿轮制造技术领域,公开了一种变速箱齿轮结合齿锁止面挤压加工装置,包括转动机构、夹紧机构和挤压刀具头,挤压刀具头用于夹持刀具;夹紧机构包括用于安装待加工结合齿锁止面的工件的夹紧座和用于将工件压紧在夹紧座上的压紧装置,压紧装置可拆卸连接在夹紧座上;转动机构可利用常用机床上的卡盘、尾座等结构来驱动夹紧机构和工件转动。本专利意在提供一种变速箱齿轮结合齿锁止面挤压加工装置,以降低小批量加工结合齿锁止面的加工成本。

斜齿双副轴变速箱副轴与副轴齿轮加工式对齿装置及对齿方法.pdf
本发明涉及一种斜齿双副轴变速箱副轴与副轴齿轮加工式对齿装置及对齿方法,对齿装置包括副轴齿轮对齿加工机构和副轴对齿加工机构,其中副轴齿轮对齿加工机构包括L形底座、定位板、定位芯轴、夹紧单元、和定位销,其中定位芯轴轴线与定位销轴线相互垂直;副轴对齿加工机构包括底板、V形定位块、副轴定位销、和副轴夹紧单元。对齿方法包括以下步骤:加工副轴齿轮定位销孔;分别加工各定位销孔;向副轴齿轮销孔及定位销孔压入定位销,通过销孔为中介实现各副轴总成的副轴齿轮一致的相对位置关系。本发明对齿装置结构简单,操作方便,制造成本低,容易
齿轮的齿部加工方法.pdf
齿轮的齿部加工方法,坯料齿轮的轴孔使用镗床加工,加工以后进行打磨到粗糙度为2‑6星。加工齿部的底部,底部采用拉刀拉制,在拉值过程中配合电磁波,电磁波的强度为0.1‑0.3特斯拉,持续时间1‑4分钟,改变金属内部结构。对齿轮进行回火处理,处理温度198‑276摄氏度,时后间1‑2小时,投入冰水混合物当中,冷却2‑7分钟。放入冰柜当中进行冷冻,对齿部的顶部进行渗碳处理,渗碳厚度2‑4纳米,在渗碳层的底部再次进行渗铜处理,本加工方法可以使得齿轮的强度和脆性大大增加,减少齿轮齿部的断裂,提高机械性能。