
齿轮的齿部加工方法.pdf

小长****6淑


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮的齿部加工方法.pdf
齿轮的齿部加工方法,坯料齿轮的轴孔使用镗床加工,加工以后进行打磨到粗糙度为2‑6星。加工齿部的底部,底部采用拉刀拉制,在拉值过程中配合电磁波,电磁波的强度为0.1‑0.3特斯拉,持续时间1‑4分钟,改变金属内部结构。对齿轮进行回火处理,处理温度198‑276摄氏度,时后间1‑2小时,投入冰水混合物当中,冷却2‑7分钟。放入冰柜当中进行冷冻,对齿部的顶部进行渗碳处理,渗碳厚度2‑4纳米,在渗碳层的底部再次进行渗铜处理,本加工方法可以使得齿轮的强度和脆性大大增加,减少齿轮齿部的断裂,提高机械性能。
弧齿线齿轮的加工方法.pdf
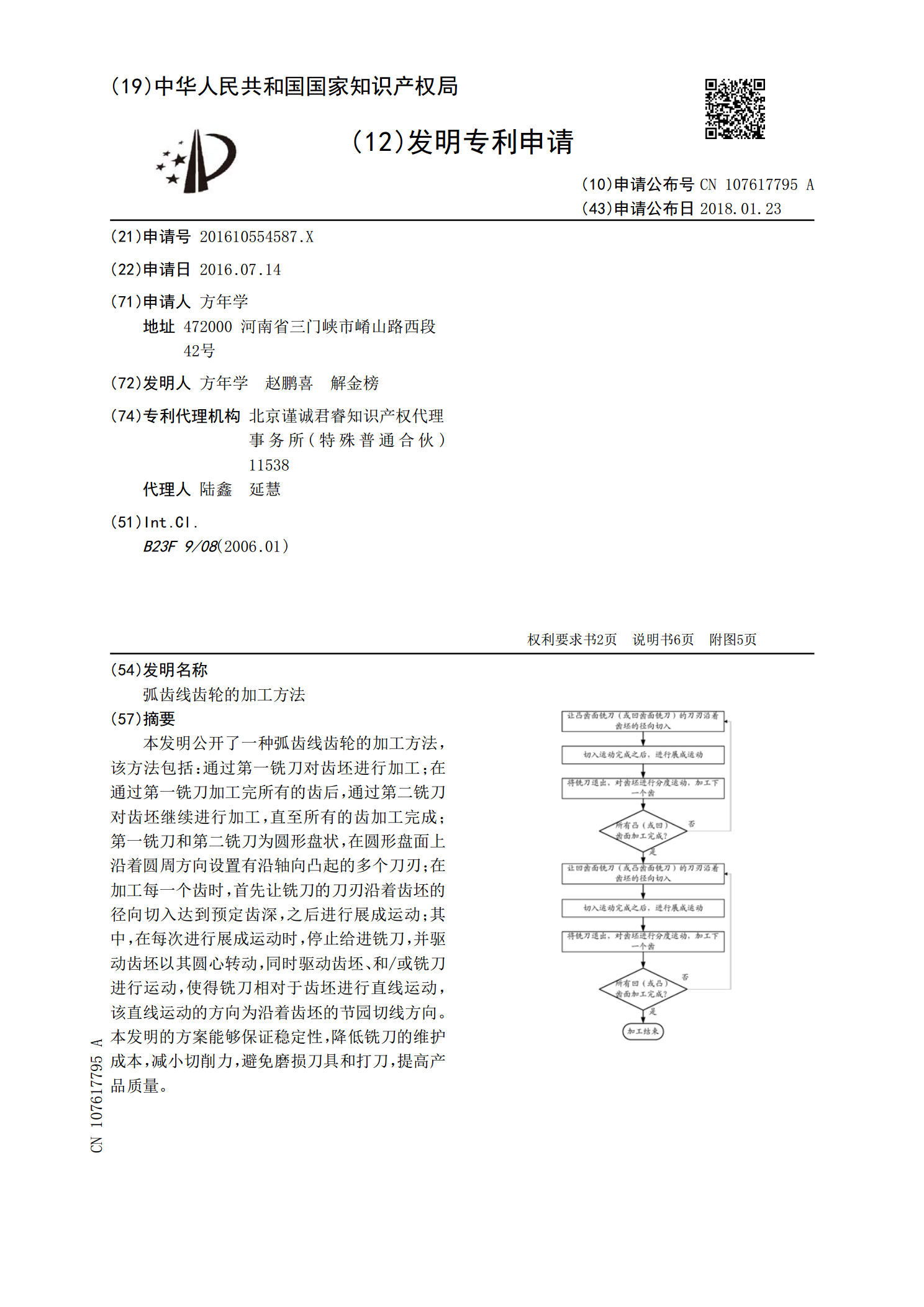
本发明公开了一种弧齿线齿轮的加工方法,该方法包括:通过第一铣刀对齿坯进行加工;在通过第一铣刀加工完所有的齿后,通过第二铣刀对齿坯继续进行加工,直至所有的齿加工完成;第一铣刀和第二铣刀为圆形盘状,在圆形盘面上沿着圆周方向设置有沿轴向凸起的多个刀刃;在加工每一个齿时,首先让铣刀的刀刃沿着齿坯的径向切入达到预定齿深,之后进行展成运动;其中,在每次进行展成运动时,停止给进铣刀,并驱动齿坯以其圆心转动,同时驱动齿坯、和/或铣刀进行运动,使得铣刀相对于齿坯进行直线运动,该直线运动的方向为沿着齿坯的节园切线方向。本发明
弧齿锥齿轮的加工方法.pdf
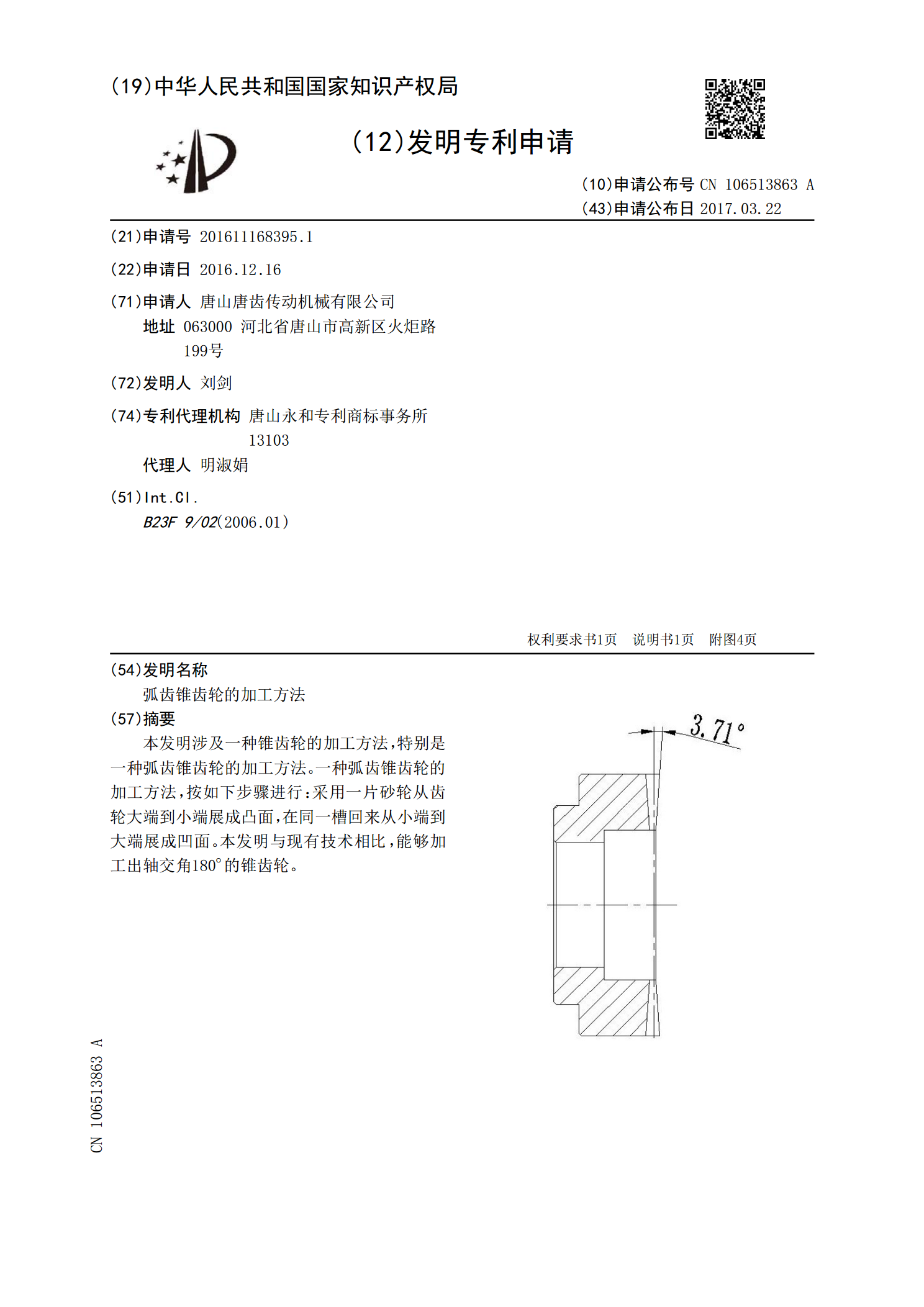
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。

弧齿非圆锥齿轮的铣齿加工方法.pdf
一种弧齿非圆锥齿轮的铣齿加工方法,采用单齿分度连续展成法:在加工过程中,虚拟摇台和齿轮作纯滚动啮合,刀盘上的切削韧渐渐切入齿轮实体,并展成齿轮的齿廓。完成一个轮齿的加工后,将刀盘在摇台上转动一个分度角,再将摇台和齿轮以纯滚动关系转动一个合适的位置,进行下一个齿的切削。可以在通用的弧齿铣齿机上加工弧齿非圆锥齿轮,加工刀具和工装夹具加工弧齿锥齿轮一样,无需特别定制。具有加工效率高,精度高,加工工艺能力成熟的特点。
用于在齿轮的齿的齿面上加工底切的方法.pdf
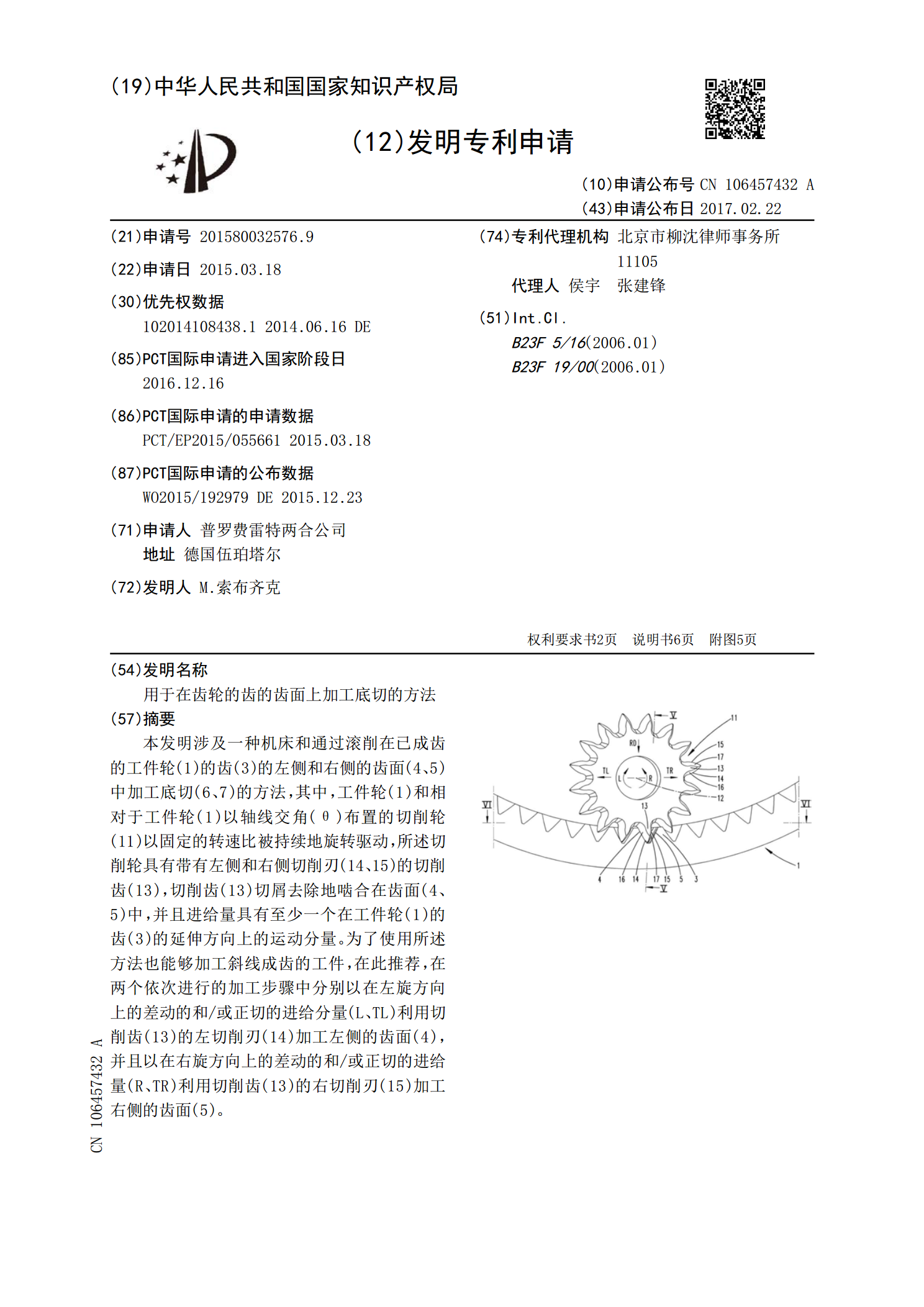
本发明涉及一种机床和通过滚削在已成齿的工件轮(1)的齿(3)的左侧和右侧的齿面(4、5)中加工底切(6、7)的方法,其中,工件轮(1)和相对于工件轮(1)以轴线交角(θ)布置的切削轮(11)以固定的转速比被持续地旋转驱动,所述切削轮具有带有左侧和右侧切削刃(14、15)的切削齿(13),切削齿(13)切屑去除地啮合在齿面(4、5)中,并且进给量具有至少一个在工件轮(1)的齿(3)的延伸方向上的运动分量。为了使用所述方法也能够加工斜线成齿的工件,在此推荐,在两个依次进行的加工步骤中分别以在左旋方向上的差动的