
一种变速箱齿轮结合齿锁止面挤压加工方法.pdf

悠柔****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种变速箱齿轮结合齿锁止面挤压加工方法.pdf
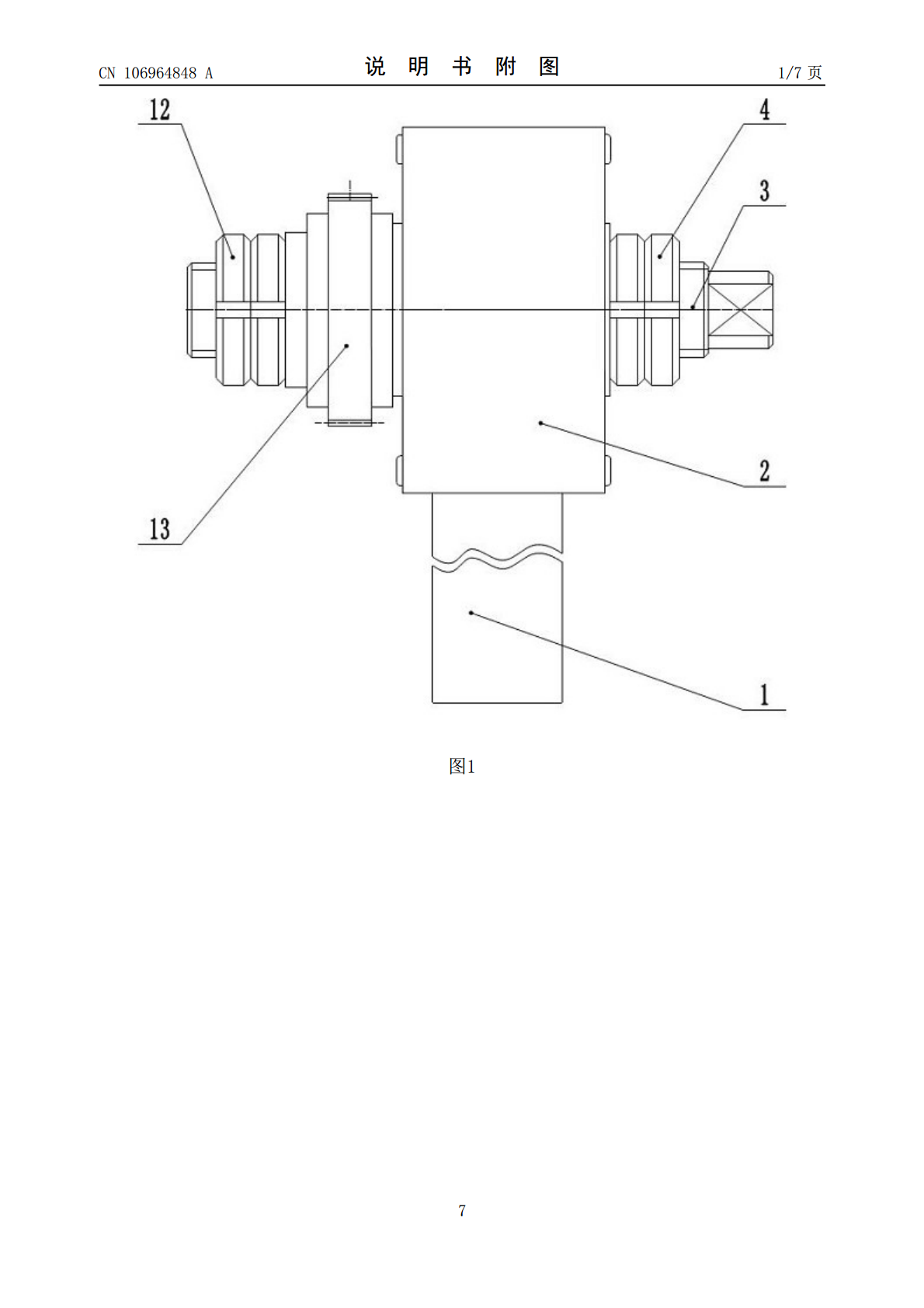
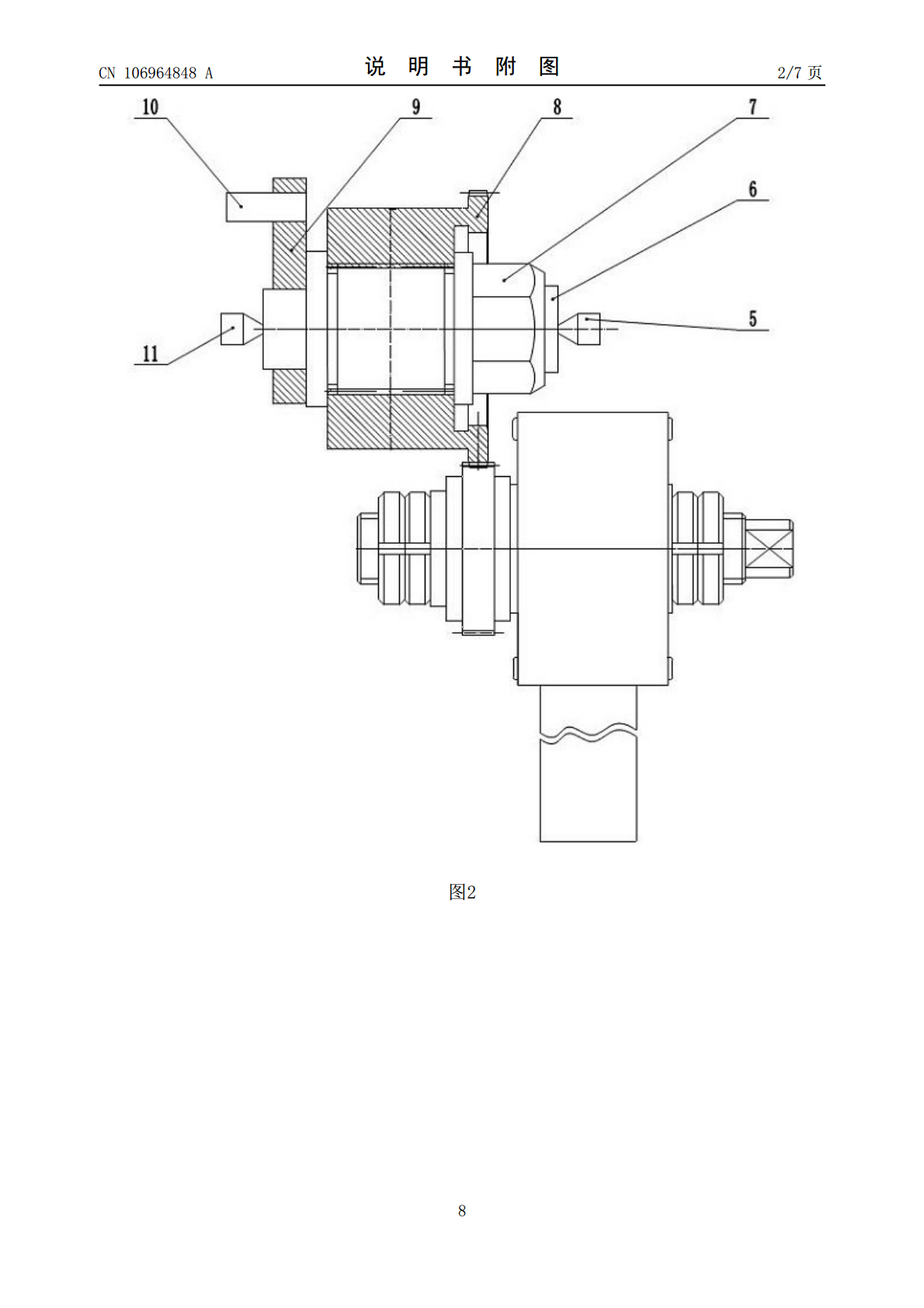
本专利涉及汽车变速箱齿轮制造技术领域,公开了一种变速箱结合齿锁止面挤压加工方法,第一步:根据被挤压结合齿的齿形,加工出圆盘形的刀具和夹具;第二步:将刀具安装到可调节刀具轴伸出长度的挤压刀具头上;第三步:将夹持部夹紧到车床的刀架上,并使用车床的卡盘夹住夹紧机构;第四步:将被加工的结合齿夹紧到夹紧机构上;第五步:移动刀架,使挤压刀具头上的刀具与结合齿的被挤压面相抵;第六步:启动车床,使车床的卡盘转动,移动刀架,使挤压刀具头逐渐向结合齿的转动中心移动,对结合齿进行挤压加工,直到使结合齿锁止面成型。本专利车床作为

变速箱齿轮结合齿锁止面挤压加工装置.pdf
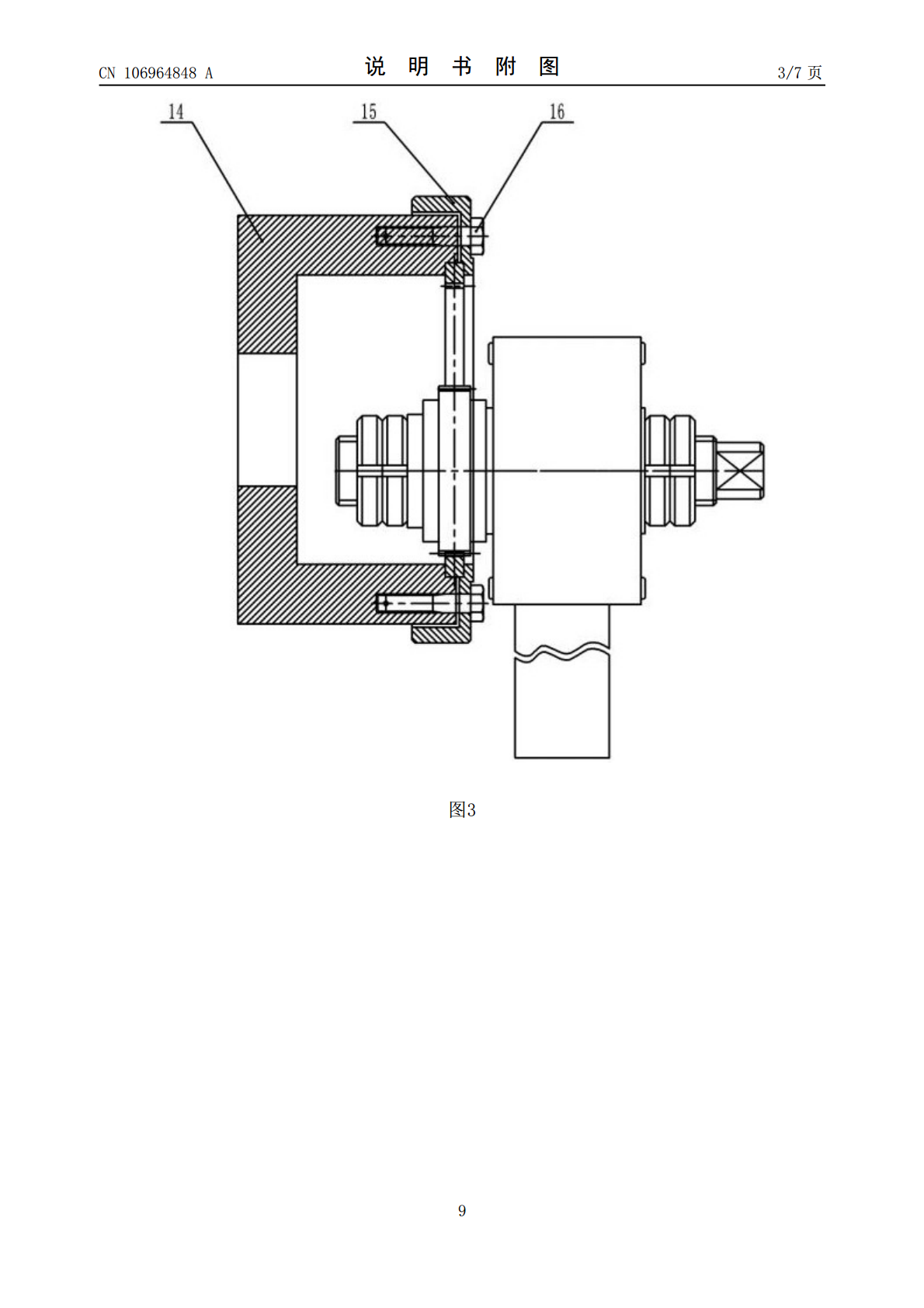
本专利涉及汽车变速箱齿轮制造技术领域,公开了一种变速箱齿轮结合齿锁止面挤压加工装置,包括转动机构、夹紧机构和挤压刀具头,挤压刀具头用于夹持刀具;夹紧机构包括用于安装待加工结合齿锁止面的工件的夹紧座和用于将工件压紧在夹紧座上的压紧装置,压紧装置可拆卸连接在夹紧座上;转动机构可利用常用机床上的卡盘、尾座等结构来驱动夹紧机构和工件转动。本专利意在提供一种变速箱齿轮结合齿锁止面挤压加工装置,以降低小批量加工结合齿锁止面的加工成本。

一种面齿轮磨齿方法.pdf
本发明公开了一种面齿轮磨齿方法,所述面齿轮固定安装在机床C轴旋转轴上,所述机床C轴旋转轴安装在机床X轴上,所述机床X轴安装在机床水平床身上;对面齿轮进行磨齿的砂轮安装在机床A轴摆动轴上,所述机床A轴摆动轴安装在机床Z轴上,所述机床Z轴安装在机床Y轴上,所述机床Y轴安装在机床竖直床身上;工作时,机床X轴、Y轴、Z轴在三个方向同时做平移运动,面齿轮随机床C轴旋转轴绕自身轴线旋转,所述砂轮随机床A轴摆动轴而摆动,同时,砂轮绕自身轴线旋转。

结合齿轮锁止角轴向位置检具.pdf
本发明公开了一种结合齿轮锁止角轴向位置检具,它包括测量结构组件和消除间隙结构组件。所述测量结构组件包括旋转臂及其配装的千分表、衬套和螺钉。所述消除间隙结构组件包括定位圈、钢球保持圈、垫圈、芯轴座、滑块和限位板。测量结构组件先用标准模调零位,接着将待检测工件置于芯轴座底端定位,逆时针旋转定位圈,在偏心圆弧作用下使三处的滑块同步径向内移压紧齿顶圆,再将测量结构组件与芯轴座上安装的钢球保持圈配合,千分表的表头置于芯轴座镂空处,钢球与工件两只齿接触,此时千分表的读数即为被测锁止角至基准面轴向距离实际值与理论值的差

一种斜齿面齿轮插齿加工方法.pdf
本发明涉及一种斜齿面齿轮插齿加工方法包括以下步骤:1)制作斜齿面齿轮坯料;2)通过对应的工装将制作的坯料夹持至圆柱齿轮插齿机工作台上:工装包括两支座、水平转轴及立轴,两支座设于圆柱齿轮插齿机的回转台上,斜齿面齿轮坯料同轴固定夹持于水平转轴的一端,水平转轴和立轴通过一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ,使插齿刀的中心线与水平转轴的轴线之间的距离E与待加工斜齿面齿轮的中点半径Rm、螺旋角β三者之间的关系为E=Rmsinβ,待加工斜齿面齿轮的节平面与立轴轴线之