
用热锻加工驱动桥半轴齿轮的方法.pdf

光誉****君哥


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用热锻加工驱动桥半轴齿轮的方法.pdf
用热锻加工驱动桥半轴齿轮的方法,其加工出的驱动桥半轴齿轮具有高精度、高品质和良好的刚性及韧性;本发明的工艺主要包括以下步骤:加热坯料并进行引形、粗锻、冲孔及精锻等工序;本发明工艺在加工产品过程中,只需将最初毛坯加热一次就可以完成整个工艺流程,省时、省电且加工出的驱动桥半轴齿轮的精度高、机械强度好等特点。

驱动桥用半轴.pdf
本发明公开了一种驱动桥用半轴,包括有半轴轴体,半轴轴体的花键端设置有凸台,凸台上设置有磁铁。本发明在保证半轴传递扭矩功能不变的情况下,增加装配磁铁的凸台,磁铁吸附差速器里的磨损铁屑,只需定期抽出半轴清除铁屑,从而降低了轮间差速器里零件的异常磨损,降低差速器的故障,提高了桥总成的性能。

用冷挤压工艺加工半轴齿轮的方法.pdf
用冷挤压工艺加工半轴齿轮的方法,其加工步骤为下料、装料、合模及开模等工序;使用本发明工艺加工产品整个生产过程中不需采用铣齿、刨齿,且剪料重量几乎等于成型后产品重量,少废料,大大节约原材料,降低生产成本,提高产品质量;并且冷挤压使金属材料产生塑性变形,使金属内部组织发生变化,拉力增加,提高了产品的机械强度,确保了产品质量,使产品在使用功能上更具有优势。
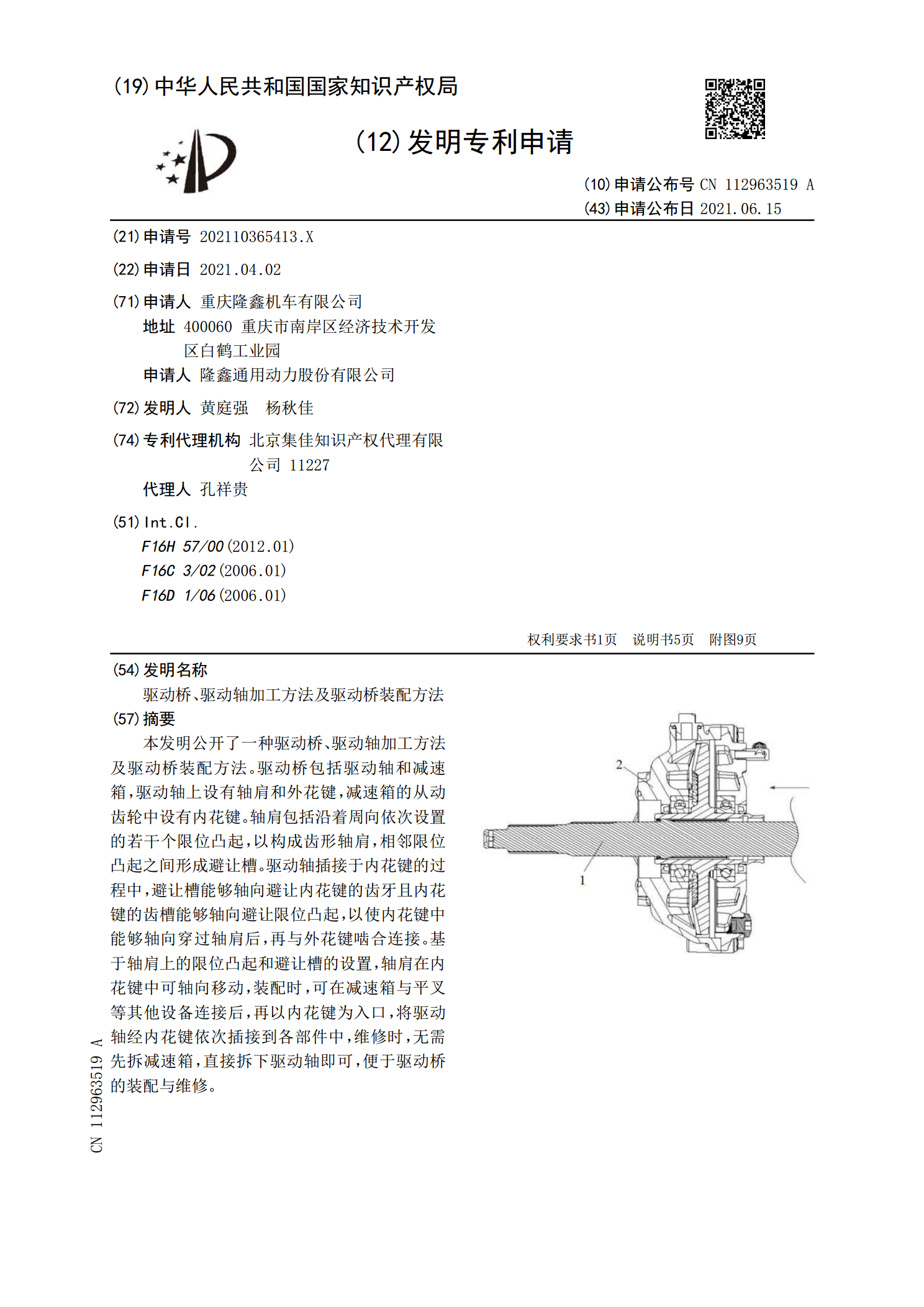
驱动桥、驱动轴加工方法及驱动桥装配方法.pdf
本发明公开了一种驱动桥、驱动轴加工方法及驱动桥装配方法。驱动桥包括驱动轴和减速箱,驱动轴上设有轴肩和外花键,减速箱的从动齿轮中设有内花键。轴肩包括沿着周向依次设置的若干个限位凸起,以构成齿形轴肩,相邻限位凸起之间形成避让槽。驱动轴插接于内花键的过程中,避让槽能够轴向避让内花键的齿牙且内花键的齿槽能够轴向避让限位凸起,以使内花键中能够轴向穿过轴肩后,再与外花键啮合连接。基于轴肩上的限位凸起和避让槽的设置,轴肩在内花键中可轴向移动,装配时,可在减速箱与平叉等其他设备连接后,再以内花键为入口,将驱动轴经内花键依
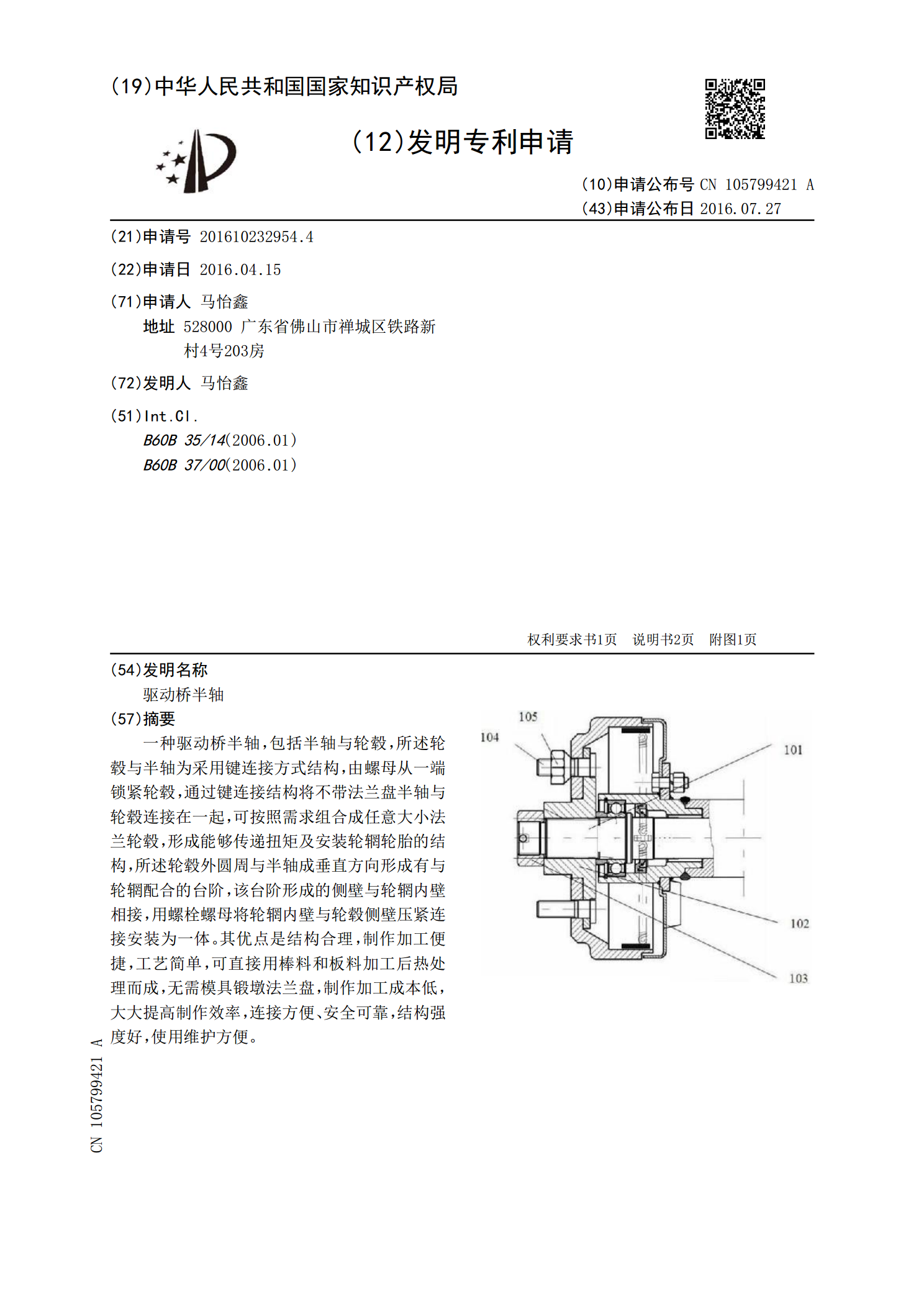
驱动桥半轴.pdf
一种驱动桥半轴,包括半轴与轮毂,所述轮毂与半轴为采用键连接方式结构,由螺母从一端锁紧轮毂,通过键连接结构将不带法兰盘半轴与轮毂连接在一起,可按照需求组合成任意大小法兰轮毂,形成能够传递扭矩及安装轮辋轮胎的结构,所述轮毂外圆周与半轴成垂直方向形成有与轮辋配合的台阶,该台阶形成的侧壁与轮辋内壁相接,用螺栓螺母将轮辋内壁与轮毂侧壁压紧连接安装为一体。其优点是结构合理,制作加工便捷,工艺简单,可直接用棒料和板料加工后热处理而成,无需模具锻墩法兰盘,制作加工成本低,大大提高制作效率,连接方便、安全可靠,结构强度好,