
用冷挤压工艺加工半轴齿轮的方法.pdf

大渊****公主


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用冷挤压工艺加工半轴齿轮的方法.pdf
用冷挤压工艺加工半轴齿轮的方法,其加工步骤为下料、装料、合模及开模等工序;使用本发明工艺加工产品整个生产过程中不需采用铣齿、刨齿,且剪料重量几乎等于成型后产品重量,少废料,大大节约原材料,降低生产成本,提高产品质量;并且冷挤压使金属材料产生塑性变形,使金属内部组织发生变化,拉力增加,提高了产品的机械强度,确保了产品质量,使产品在使用功能上更具有优势。

用热锻加工驱动桥半轴齿轮的方法.pdf
用热锻加工驱动桥半轴齿轮的方法,其加工出的驱动桥半轴齿轮具有高精度、高品质和良好的刚性及韧性;本发明的工艺主要包括以下步骤:加热坯料并进行引形、粗锻、冲孔及精锻等工序;本发明工艺在加工产品过程中,只需将最初毛坯加热一次就可以完成整个工艺流程,省时、省电且加工出的驱动桥半轴齿轮的精度高、机械强度好等特点。

一种长轴型半轴齿轮的锻造加工工艺.pdf
本发明涉及机械制造业的精密锻造技术领域,目的是提供一种长轴型半轴齿轮的锻造加工工艺,该工艺有效提高材料利用率,增加经济效益,提高锻造加工质量。一种长轴型半轴齿轮的锻造加工工艺,包括以下步骤:(1)预热;(2)加热;(3)预锻:采用的模具为组合模具;所述组合下模包括凹模,凹模型腔的拔模斜度为2~3度;所述组合上模包括齿形模;所述凹模上设置一个或多个定位凹部;(4)去除氧化皮;(5)终锻:与预锻工序使用同一模具。所用模具的凹模型腔拔模斜度为2~3度,减少用料,提高材料利用率,增加经济效益。在凹模上设置定位凹部
三轮车后桥盆轴齿轮冷挤压加工工艺.pdf
本发明公开了一种三轮车后桥盆轴齿轮冷挤压加工工艺,将毛坯在退火炉中将温度升高至830℃~850℃,随炉冷却到560℃‑580℃,产品出炉在常温冷却;将退火后的毛坯,放入滚动抛丸机中抛丸;将退火后的毛坯,放入滚动抛丸机中抛丸;将抛丸后的产品,放入高分子润滑剂中,保温后取出产品并凉干水份;准备挤压模具和模芯;在压力机上事先将指定产品的模具调试好,将经过高分子处理的产品放入模具中,开动液压机进行挤压,即完成一个工作循环。本发明加工工艺,采用先进的工艺和设备通过对齿轮毛坯的退火、抛丸、高分子处理、挤压成型,达到节
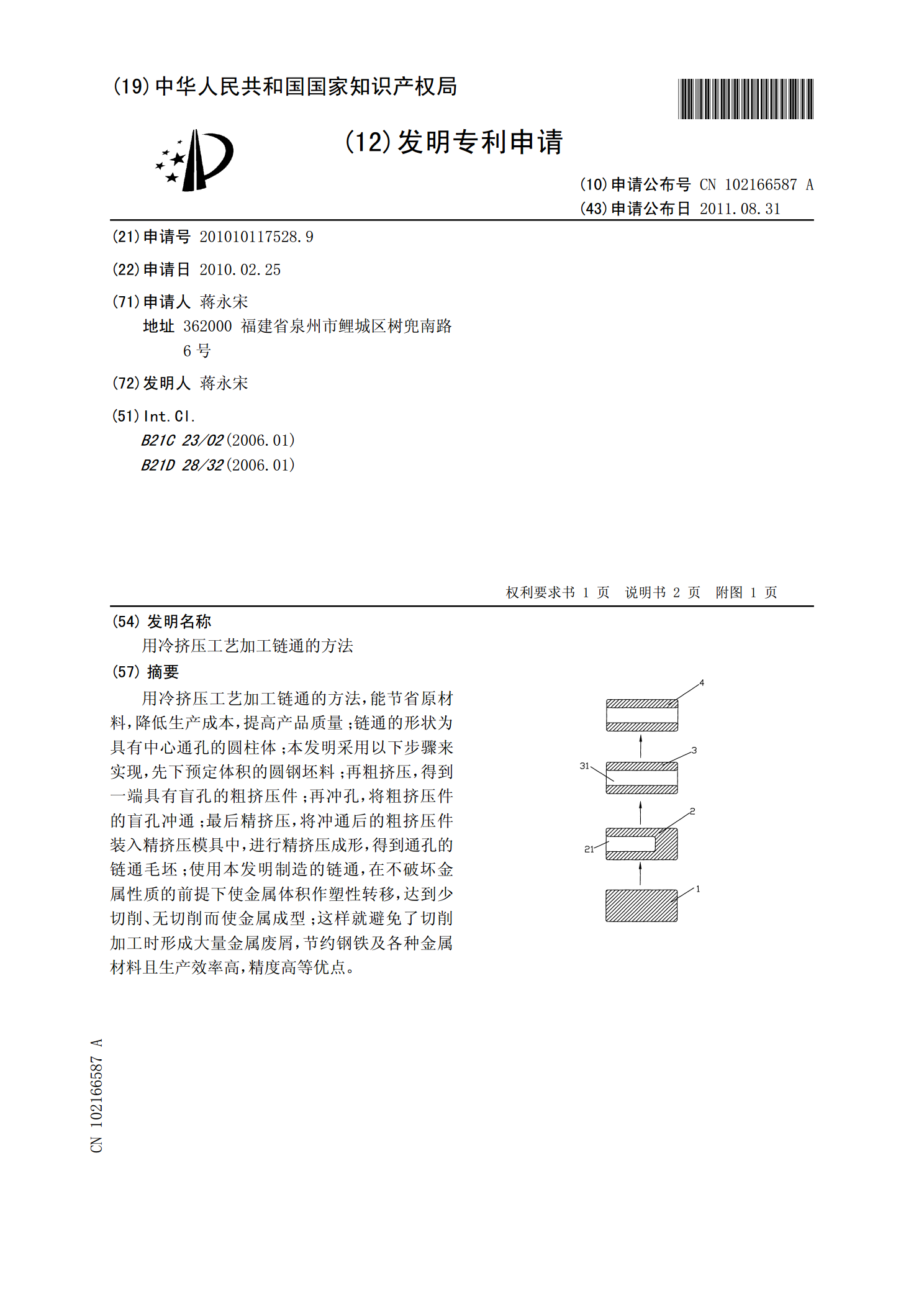
用冷挤压工艺加工链通的方法.pdf
用冷挤压工艺加工链通的方法,能节省原材料,降低生产成本,提高产品质量;链通的形状为具有中心通孔的圆柱体;本发明采用以下步骤来实现,先下预定体积的圆钢坯料;再粗挤压,得到一端具有盲孔的粗挤压件;再冲孔,将粗挤压件的盲孔冲通;最后精挤压,将冲通后的粗挤压件装入精挤压模具中,进行精挤压成形,得到通孔的链通毛坯;使用本发明制造的链通,在不破坏金属性质的前提下使金属体积作塑性转移,达到少切削、无切削而使金属成型;这样就避免了切削加工时形成大量金属废屑,节约钢铁及各种金属材料且生产效率高,精度高等优点。