
面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法.pdf

元容****少女


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法.pdf
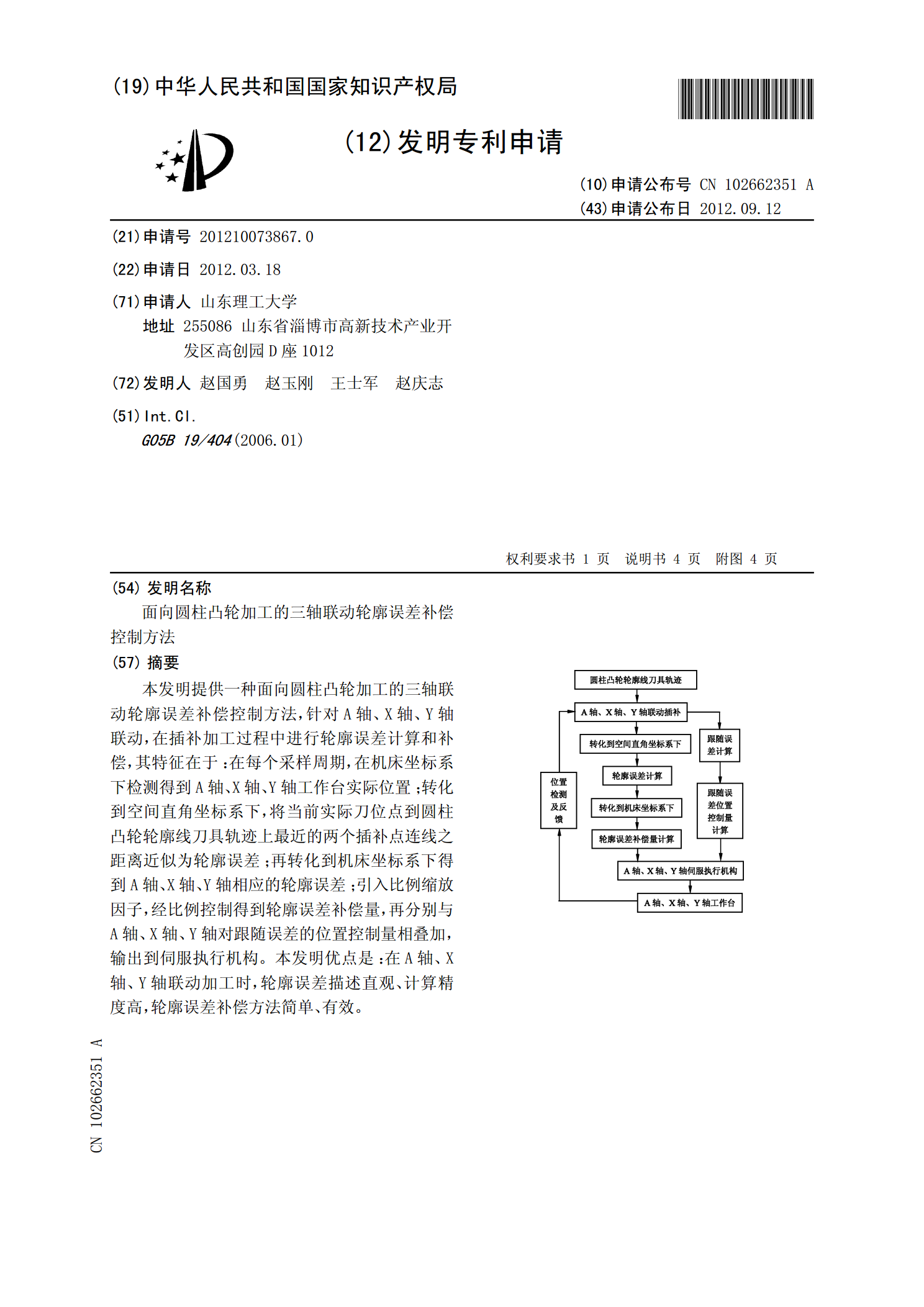
本发明提供一种面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法,针对A轴、X轴、Y轴联动,在插补加工过程中进行轮廓误差计算和补偿,其特征在于:在每个采样周期,在机床坐标系下检测得到A轴、X轴、Y轴工作台实际位置;转化到空间直角坐标系下,将当前实际刀位点到圆柱凸轮轮廓线刀具轨迹上最近的两个插补点连线之距离近似为轮廓误差;再转化到机床坐标系下得到A轴、X轴、Y轴相应的轮廓误差;引入比例缩放因子,经比例控制得到轮廓误差补偿量,再分别与A轴、X轴、Y轴对跟随误差的位置控制量相叠加,输出到伺服执行机构。本发明优点是:

凸轮轴数控磨削轮廓误差补偿方法.pdf
本发明公开了一种凸轮轴数控磨削轮廓误差补偿方法,a.通过多次试切加工,对加工后凸轮片轮廓线进行离线测量,获取实际轮廓线数据——升程;b.通过对比理论升程和实测升程数据大小,求解整个凸轮片一周的升程误差值,分析升程误差,预测误差;c.构建虚拟升程表并对虚拟升程进行二次光顺处理;d.采用经后处理的虚拟升程表取代原有升程表,进行相同工艺条件下,与该试切凸轮轴同型号的凸轮轴的数控加工。基于以上步骤,编程开发了凸轮轴数控磨削误差分析与补偿处理软件,实现了技术方法的智能化、自动化应用,加工出的凸轮片整个轮廓

基于Cycle to Cycle反馈控制的数控凸轮磨削轮廓误差补偿控制方法.pdf
本发明涉及一种针对具有重复运动特性的被控系统跟踪误差的CycletoCycle反馈控制补偿方法,具体涉及基于CycletoCycle反馈控制的数控凸轮磨削轮廓误差补偿控制方法。以解决数控凸轮磨削传统控制方法存在的仅利用当前磨削周期的信息而忽略之前磨削周期信息的问题,提高数控凸轮磨削的轮廓精度。CtC反馈控制是在逐次循环过程控制之间利用上一个周期的磨削信息即轮廓误差来指导本周期的磨削过程。通过系统动态与稳态特性分析,优化CtC反馈控制器参数,使得磨削轮廓误差控制在允许的范围之内,得到满意的磨削精度。
一种四轴车床加工轨迹轮廓误差离线补偿方法.pdf
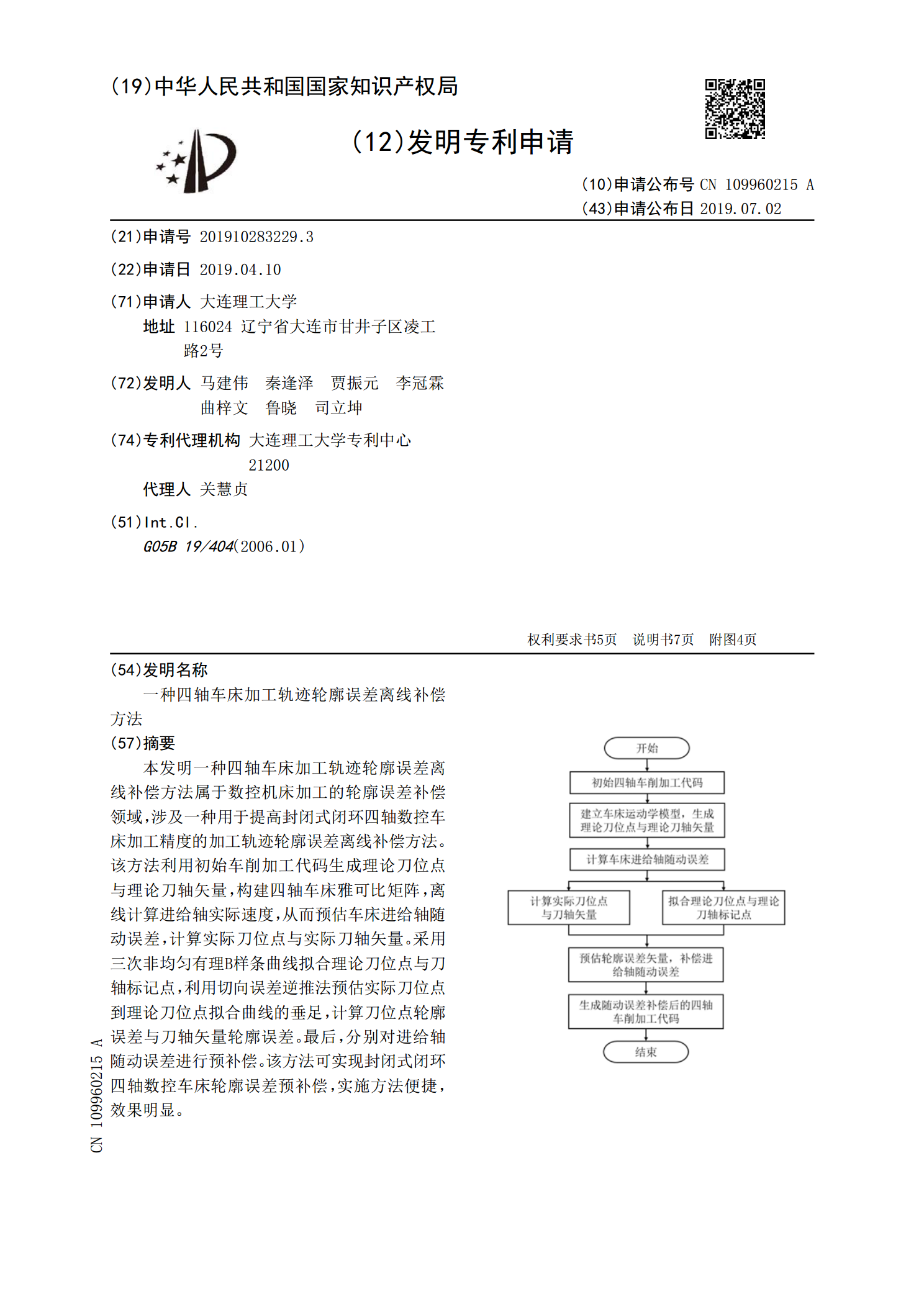
本发明一种四轴车床加工轨迹轮廓误差离线补偿方法属于数控机床加工的轮廓误差补偿领域,涉及一种用于提高封闭式闭环四轴数控车床加工精度的加工轨迹轮廓误差离线补偿方法。该方法利用初始车削加工代码生成理论刀位点与理论刀轴矢量,构建四轴车床雅可比矩阵,离线计算进给轴实际速度,从而预估车床进给轴随动误差,计算实际刀位点与实际刀轴矢量。采用三次非均匀有理B样条曲线拟合理论刀位点与刀轴标记点,利用切向误差逆推法预估实际刀位点到理论刀位点拟合曲线的垂足,计算刀位点轮廓误差与刀轴矢量轮廓误差。最后,分别对进给轴随动误差进行预补

一种降低三轴联动轮廓误差的方法.pdf
本发明一种降低三轴联动轮廓误差的方法属于复杂曲面零件精密高效加工领域,涉及一种加工进给速度再规划和轮廓误差预补偿相结合,用来降低数控机床三轴联动轮廓误差的方法。该方法首先提取数控代码中加工进给速度和理想刀位点信息,以各加工进给轴加加速度极限、加速度极限为约束条件,对数控程序中各程序段加工进给速度进行再规划;并利用累加弦长参数空间三次样条近似期望轮廓的方法,估计轮廓误差值;利用泰勒级数展开的方法计算各进给轴轮廓误差补偿量,得到预补偿后的刀位点;上述过程迭代循环,得到预补偿后的加工代码,实现复杂曲面零件的高质