
一种降低三轴联动轮廓误差的方法.pdf

一只****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种降低三轴联动轮廓误差的方法.pdf
本发明一种降低三轴联动轮廓误差的方法属于复杂曲面零件精密高效加工领域,涉及一种加工进给速度再规划和轮廓误差预补偿相结合,用来降低数控机床三轴联动轮廓误差的方法。该方法首先提取数控代码中加工进给速度和理想刀位点信息,以各加工进给轴加加速度极限、加速度极限为约束条件,对数控程序中各程序段加工进给速度进行再规划;并利用累加弦长参数空间三次样条近似期望轮廓的方法,估计轮廓误差值;利用泰勒级数展开的方法计算各进给轴轮廓误差补偿量,得到预补偿后的刀位点;上述过程迭代循环,得到预补偿后的加工代码,实现复杂曲面零件的高质
一种多轴联动轮廓误差的实时检测方法.pdf
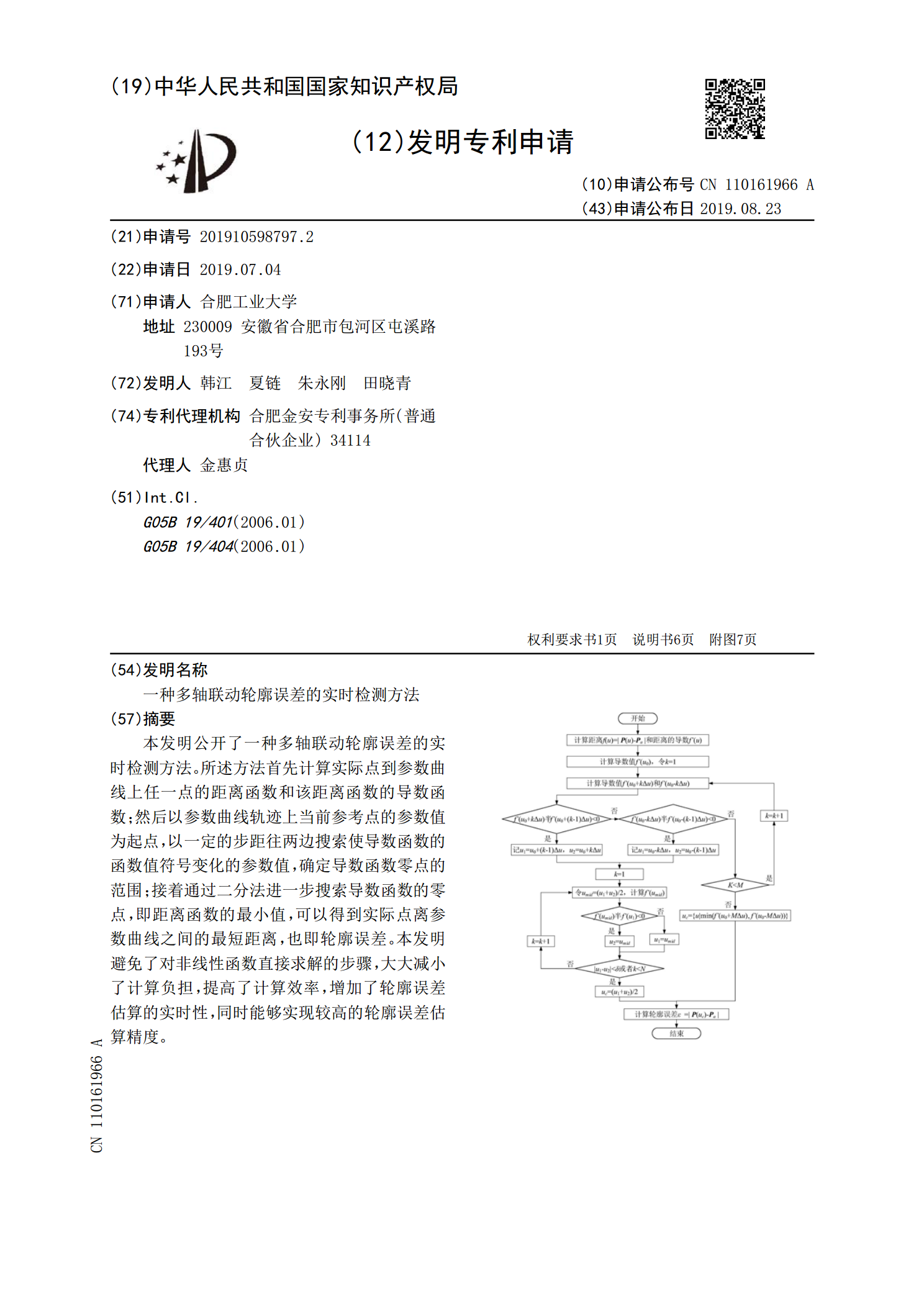
本发明公开了一种多轴联动轮廓误差的实时检测方法。所述方法首先计算实际点到参数曲线上任一点的距离函数和该距离函数的导数函数;然后以参数曲线轨迹上当前参考点的参数值为起点,以一定的步距往两边搜索使导数函数的函数值符号变化的参数值,确定导数函数零点的范围;接着通过二分法进一步搜索导数函数的零点,即距离函数的最小值,可以得到实际点离参数曲线之间的最短距离,也即轮廓误差。本发明避免了对非线性函数直接求解的步骤,大大减小了计算负担,提高了计算效率,增加了轮廓误差估算的实时性,同时能够实现较高的轮廓误差估算精度。
面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法.pdf
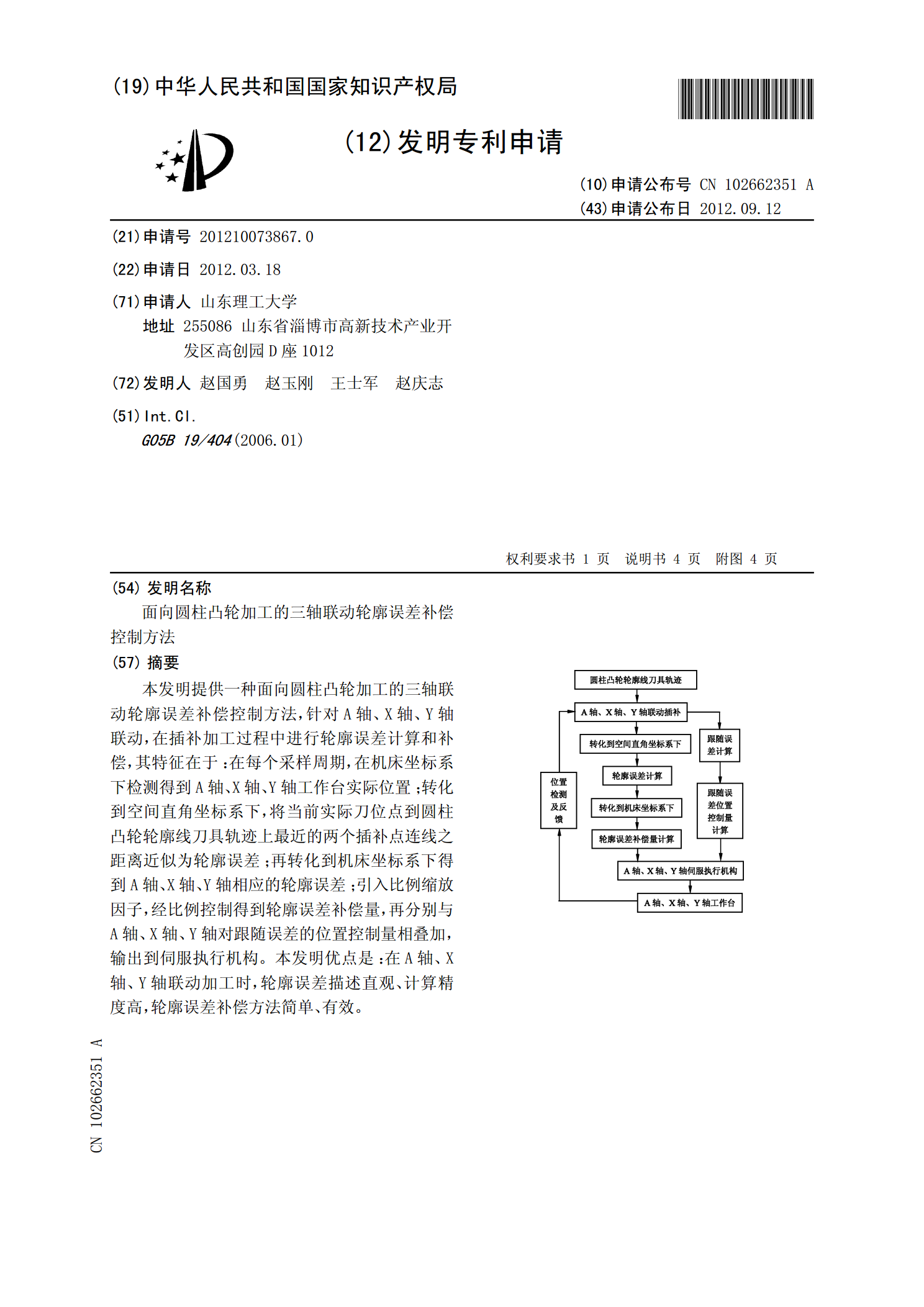
本发明提供一种面向圆柱凸轮加工的三轴联动轮廓误差补偿控制方法,针对A轴、X轴、Y轴联动,在插补加工过程中进行轮廓误差计算和补偿,其特征在于:在每个采样周期,在机床坐标系下检测得到A轴、X轴、Y轴工作台实际位置;转化到空间直角坐标系下,将当前实际刀位点到圆柱凸轮轮廓线刀具轨迹上最近的两个插补点连线之距离近似为轮廓误差;再转化到机床坐标系下得到A轴、X轴、Y轴相应的轮廓误差;引入比例缩放因子,经比例控制得到轮廓误差补偿量,再分别与A轴、X轴、Y轴对跟随误差的位置控制量相叠加,输出到伺服执行机构。本发明优点是:
一种三轴数控机床的轮廓误差估算方法.pdf
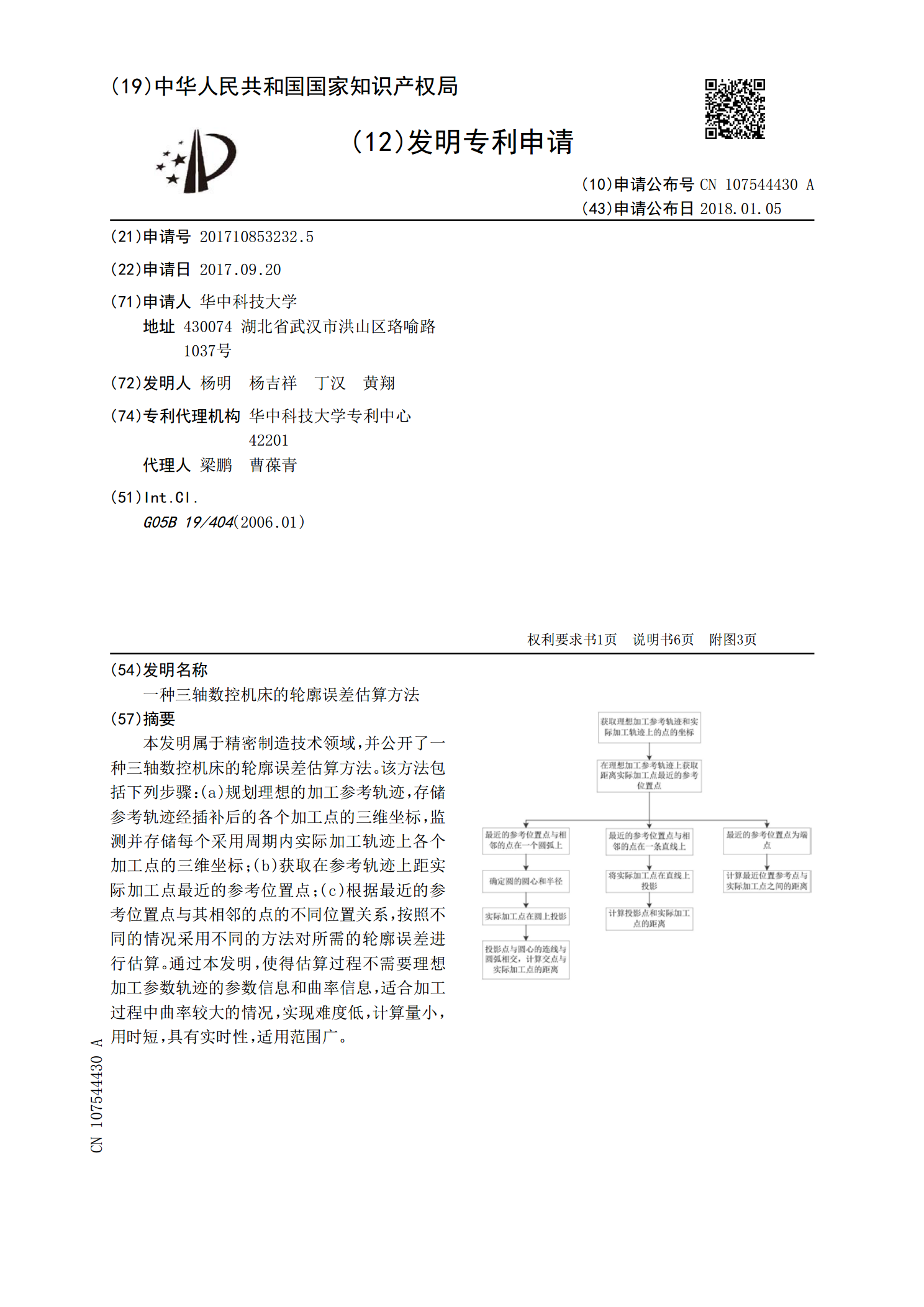
本发明属于精密制造技术领域,并公开了一种三轴数控机床的轮廓误差估算方法。该方法包括下列步骤:(a)规划理想的加工参考轨迹,存储参考轨迹经插补后的各个加工点的三维坐标,监测并存储每个采用周期内实际加工轨迹上各个加工点的三维坐标;(b)获取在参考轨迹上距实际加工点最近的参考位置点;(c)根据最近的参考位置点与其相邻的点的不同位置关系,按照不同的情况采用不同的方法对所需的轮廓误差进行估算。通过本发明,使得估算过程不需要理想加工参数轨迹的参数信息和曲率信息,适合加工过程中曲率较大的情况,实现难度低,计算量小,用时

复杂曲面五轴联动数控加工与轮廓误差检测.docx
复杂曲面五轴联动数控加工与轮廓误差检测Title:StudyonFive-AxisSimultaneousCNCMachiningofComplexSurfacesandContourErrorDetectionAbstract:Withthedevelopmentofmanufacturingtechnology,thedemandforprecisionmachiningofcomplexsurfaceshasincreased.Five-axissimultaneousCNCmachininghas