
凸轮轴数控磨削轮廓误差补偿方法.pdf

靖烟****魔王


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

凸轮轴数控磨削轮廓误差补偿方法.pdf
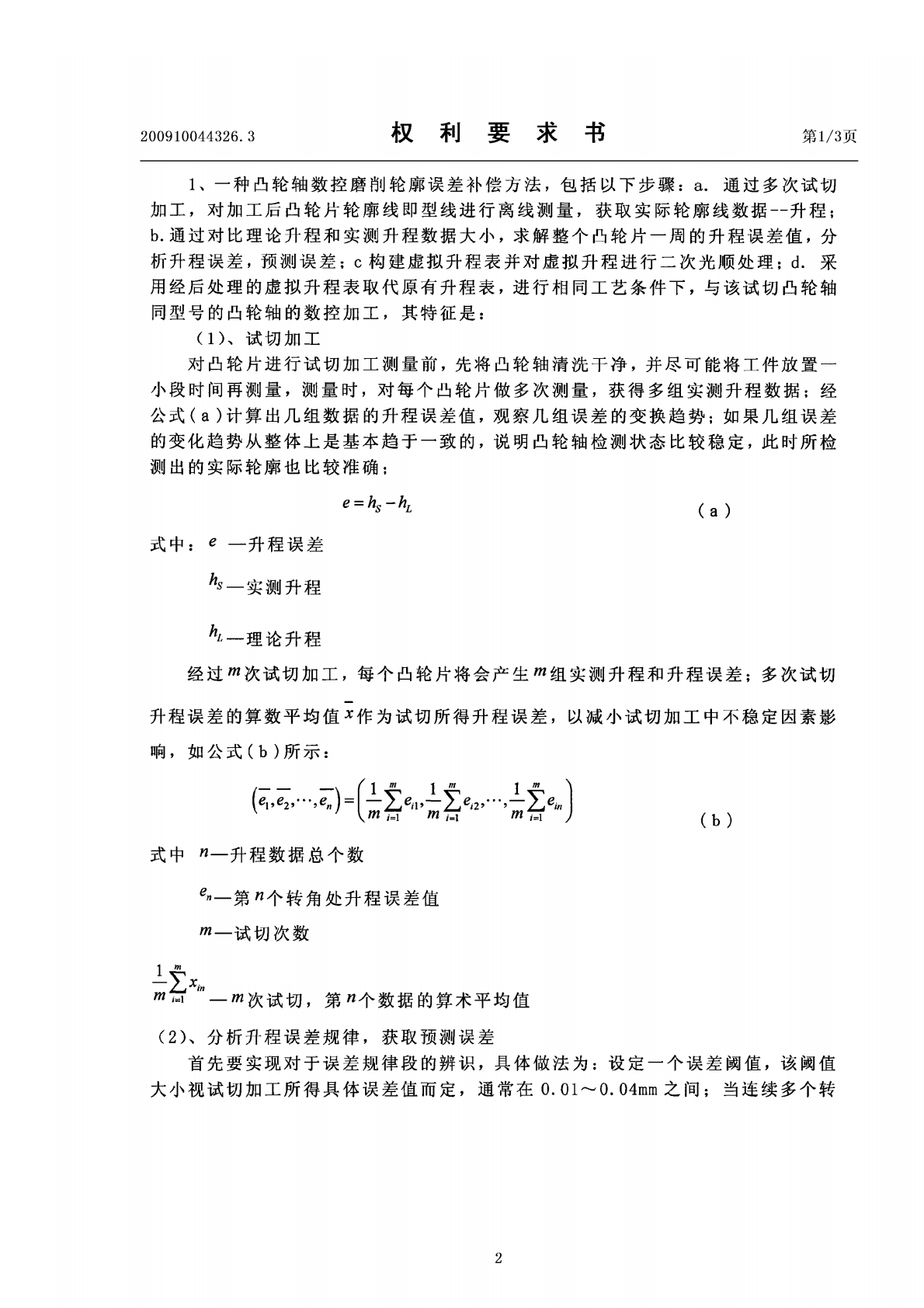
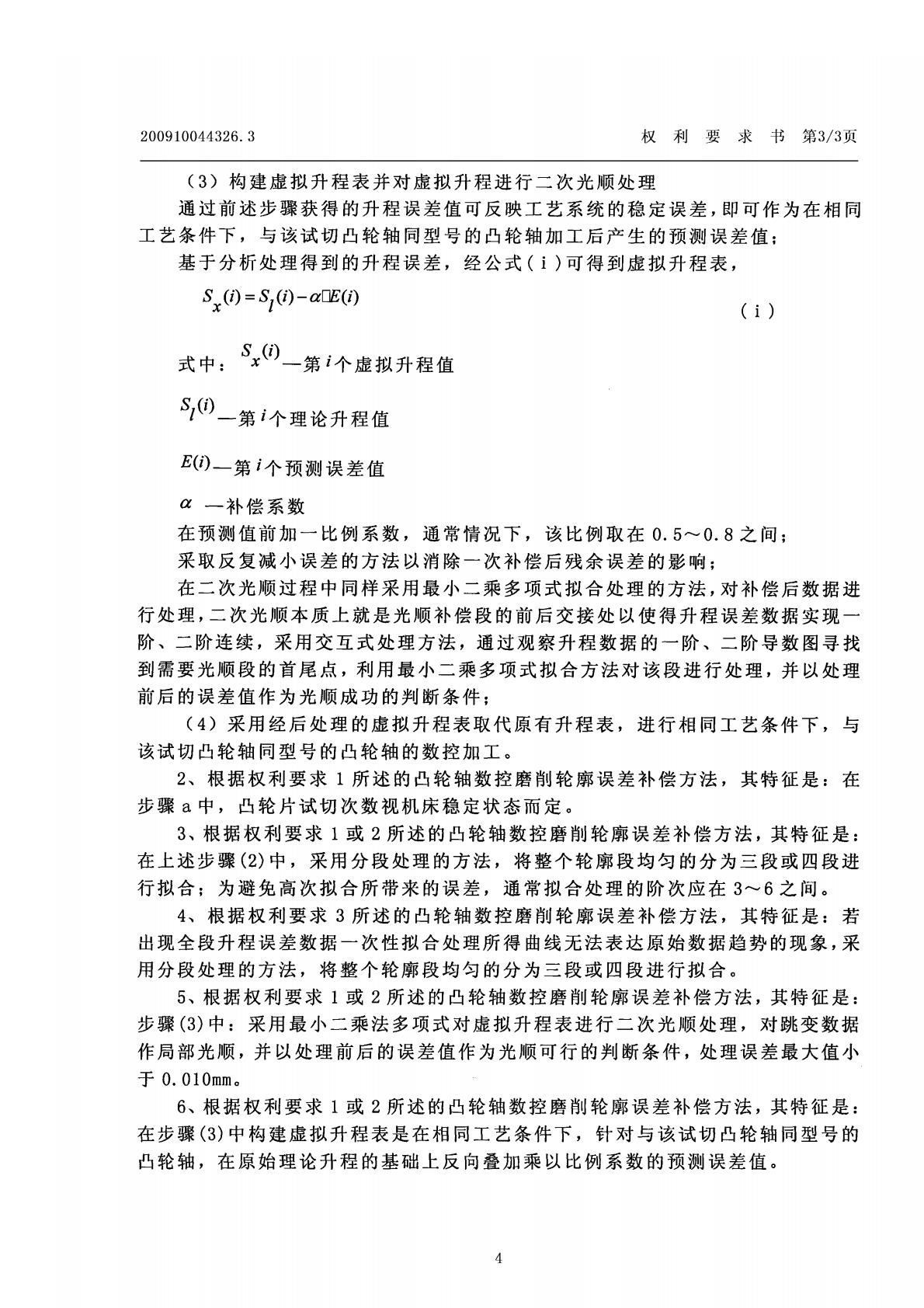
本发明公开了一种凸轮轴数控磨削轮廓误差补偿方法,a.通过多次试切加工,对加工后凸轮片轮廓线进行离线测量,获取实际轮廓线数据——升程;b.通过对比理论升程和实测升程数据大小,求解整个凸轮片一周的升程误差值,分析升程误差,预测误差;c.构建虚拟升程表并对虚拟升程进行二次光顺处理;d.采用经后处理的虚拟升程表取代原有升程表,进行相同工艺条件下,与该试切凸轮轴同型号的凸轮轴的数控加工。基于以上步骤,编程开发了凸轮轴数控磨削误差分析与补偿处理软件,实现了技术方法的智能化、自动化应用,加工出的凸轮片整个轮廓

基于Cycle to Cycle反馈控制的数控凸轮磨削轮廓误差补偿控制方法.pdf
本发明涉及一种针对具有重复运动特性的被控系统跟踪误差的CycletoCycle反馈控制补偿方法,具体涉及基于CycletoCycle反馈控制的数控凸轮磨削轮廓误差补偿控制方法。以解决数控凸轮磨削传统控制方法存在的仅利用当前磨削周期的信息而忽略之前磨削周期信息的问题,提高数控凸轮磨削的轮廓精度。CtC反馈控制是在逐次循环过程控制之间利用上一个周期的磨削信息即轮廓误差来指导本周期的磨削过程。通过系统动态与稳态特性分析,优化CtC反馈控制器参数,使得磨削轮廓误差控制在允许的范围之内,得到满意的磨削精度。
一种数控加工中轮廓误差的补偿方法.pdf
本发明属于数控相关技术领域,其公开了一种数控加工中轮廓误差的补偿方法,该补偿方法包括以下步骤:(1)获取加工工件的轮廓误差值,并基于得到的所述轮廓误差值计算得到各轴的误差补偿量,继而生成工件误差补偿表;其中,所述工件误差补偿表包括机床加工过程中各进给轴方向上的补偿点位置及对应的补偿量;(2)数控系统基于加工工件补偿前的加工G代码及所述工件误差补偿表计算得到补偿后的控制指令序列,进而在加工控制的插补过程中实现加工工件轮廓误差的动态补偿。本发明在非加工状态下生成对应加工工件轮廓的工件误差补偿表,并基于工件误差

凸轮轴数控高速磨削加工误差在位测量及补偿关键技术研究综述报告.docx
凸轮轴数控高速磨削加工误差在位测量及补偿关键技术研究综述报告凸轮轴是现代机械设备中常见的一种曲轴状的轮轴,具有较高的运动精度要求和凸度形状要求。为了满足凸轮轴的数控高速磨削加工的要求,需要对加工误差进行位测量和补偿。本文将对凸轮轴数控高速磨削加工误差位测量及补偿的关键技术进行综述。首先,凸轮轴数控高速磨削加工误差的位测量是保证加工精度和凸轮轴质量的关键步骤。位测量技术主要包括测量点的选取、测量系统的建立和测量方法的选择等。测量点的选取是指在凸轮轴的加工表面上选择合适的测量点,这需要考虑到凸轮轴的形状和加工

轮廓位置误差补偿方法研究.pptx
汇报人:目录PARTONE轮廓位置误差产生的原因误差补偿的必要性补偿方法分类PARTTWO算法原理实施步骤优缺点分析PARTTHREE算法原理训练过程预测精度评估PARTFOUR算法原理神经网络模型训练与优化PARTFIVE不同方法的比较选择依据应用场景分析PARTSIX技术发展趋势研究热点与难点对工业制造的影响与价值THANKYOU