
一种低压铸造轮毂排气系统及其铸造方法.pdf

是你****盟主


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低压铸造轮毂排气系统及其铸造方法.pdf
本发明涉及一种低压铸造轮毂排气系统,包括轮毂模具、中心排气塞以及边缘排气塞,在轮毂模具内的中心孔外周法兰盘位置径向均布设置多个中心排气塞,在轮毂模具内的外缘位置径向间隔均布设置多个边缘排气塞。本发明在气体容易聚集产生气孔报废缺陷的中心及边缘位置均布设置有相应的排气塞,有效辅助浇注液中的气体快速排出,提升排气效果,有效避免铸造轮毂成型中气体无法排出而导致轮毂毛坯报废的问题,轮毂毛坯因气孔原因造成的报废率由改进前的7.2%降到改进后的0.4%,有效提升产品合格率,提高产品质量。

一种铸造轮毂上模排气系统.pdf
本发明涉及一种铸造轮毂上模排气系统,包括铸造轮毂及多个排气塞,所述多个排气塞径向均布安装在铸造轮毂的轮辋折弯处形成的通孔内。而且,所述铸造轮毂的轮盘上均布制出的多个径向轴向通孔内均固装有一同轴向的排气塞。本排气系统均布安装在铸造轮毂上模内的折角位置,具体为轮辋的45°面位置,使排气性有效增加,避免铸造轮毂成型中气体无法排出而导致轮毂毛坯报废的问题,以及降温造成的缩松报废率有效降低,有效提升产品合格率,提高产品质量。

低压铸造模具及铸造轮毂的方法.pdf
本发明提供一种低压铸造模具及铸造轮毂的方法,低压铸造模具包括:下模、多个边模、上模和控制装置;多个边模与下模配合形成与待铸轮毂的轮辋相对应的轮辋腔和流道腔,上模与下模和边摸配合形成与待铸轮毂的轮辐相对应的轮辐腔和安装盘相对应的安装腔,与待铸轮毂的上轮唇相对应的上轮缘腔,底板上设有两个浇口腔,流道腔、上轮缘腔、轮辐腔、轮辋腔和安装腔相互连通组成待铸轮毂腔,待铸轮毂腔分别与两个浇口腔相连通。本发明提供的低压铸造模具,从两个浇口腔进料进行往上浇铸,缩短充型时间,稳定性好,采用低压铸造代替锻压得到旋压毛坯,相对锻
一种轮毂铸造模具及其铸造方法.pdf
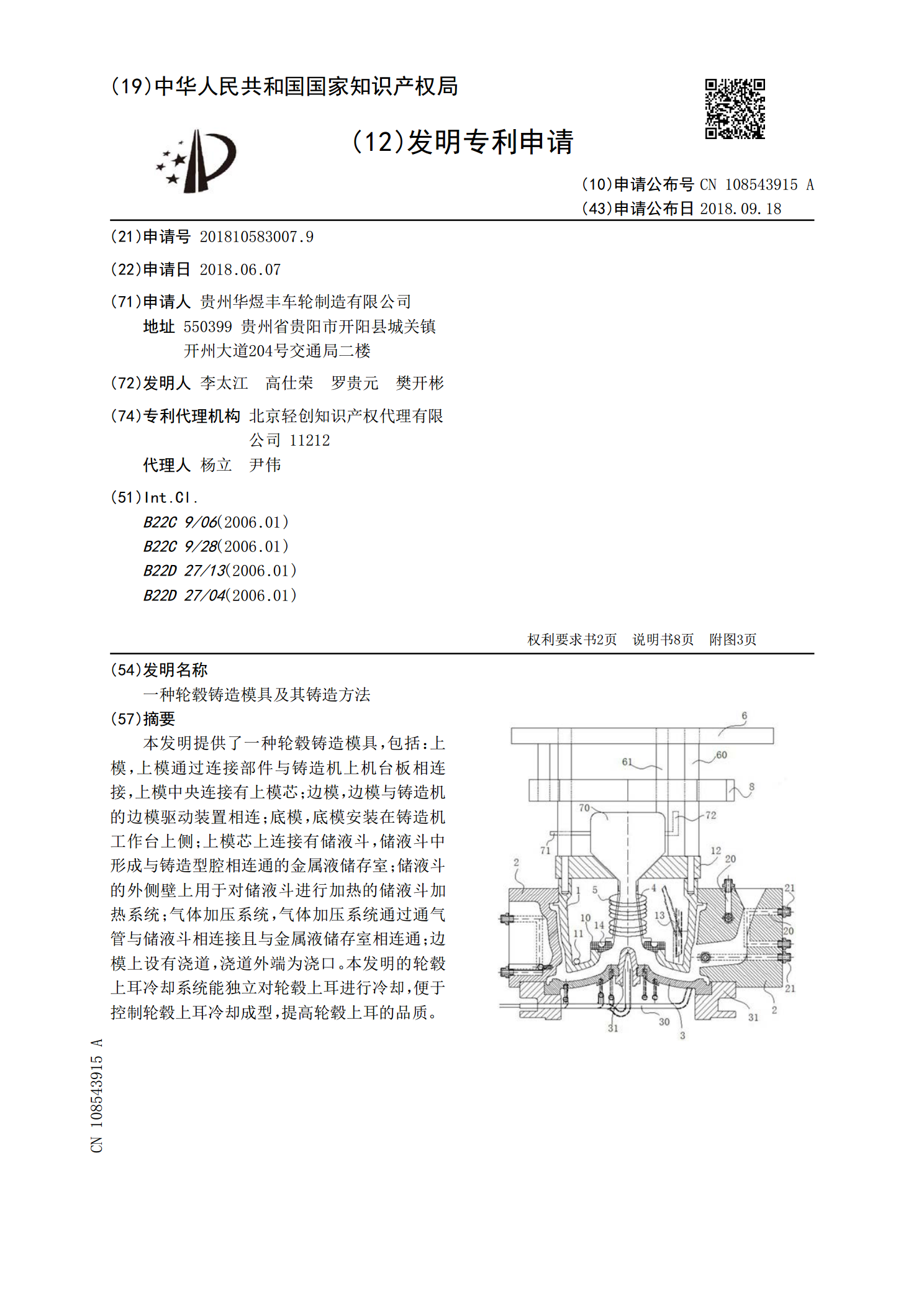
本发明提供了一种轮毂铸造模具,包括:上模,上模通过连接部件与铸造机上机台板相连接,上模中央连接有上模芯;边模,边模与铸造机的边模驱动装置相连;底模,底模安装在铸造机工作台上侧;上模芯上连接有储液斗,储液斗中形成与铸造型腔相连通的金属液储存室;储液斗的外侧壁上用于对储液斗进行加热的储液斗加热系统;气体加压系统,气体加压系统通过通气管与储液斗相连接且与金属液储存室相连通;边模上设有浇道,浇道外端为浇口。本发明的轮毂上耳冷却系统能独立对轮毂上耳进行冷却,便于控制轮毂上耳冷却成型,提高轮毂上耳的品质。
一种轮毂低压铸造模具及其浇注方法.pdf
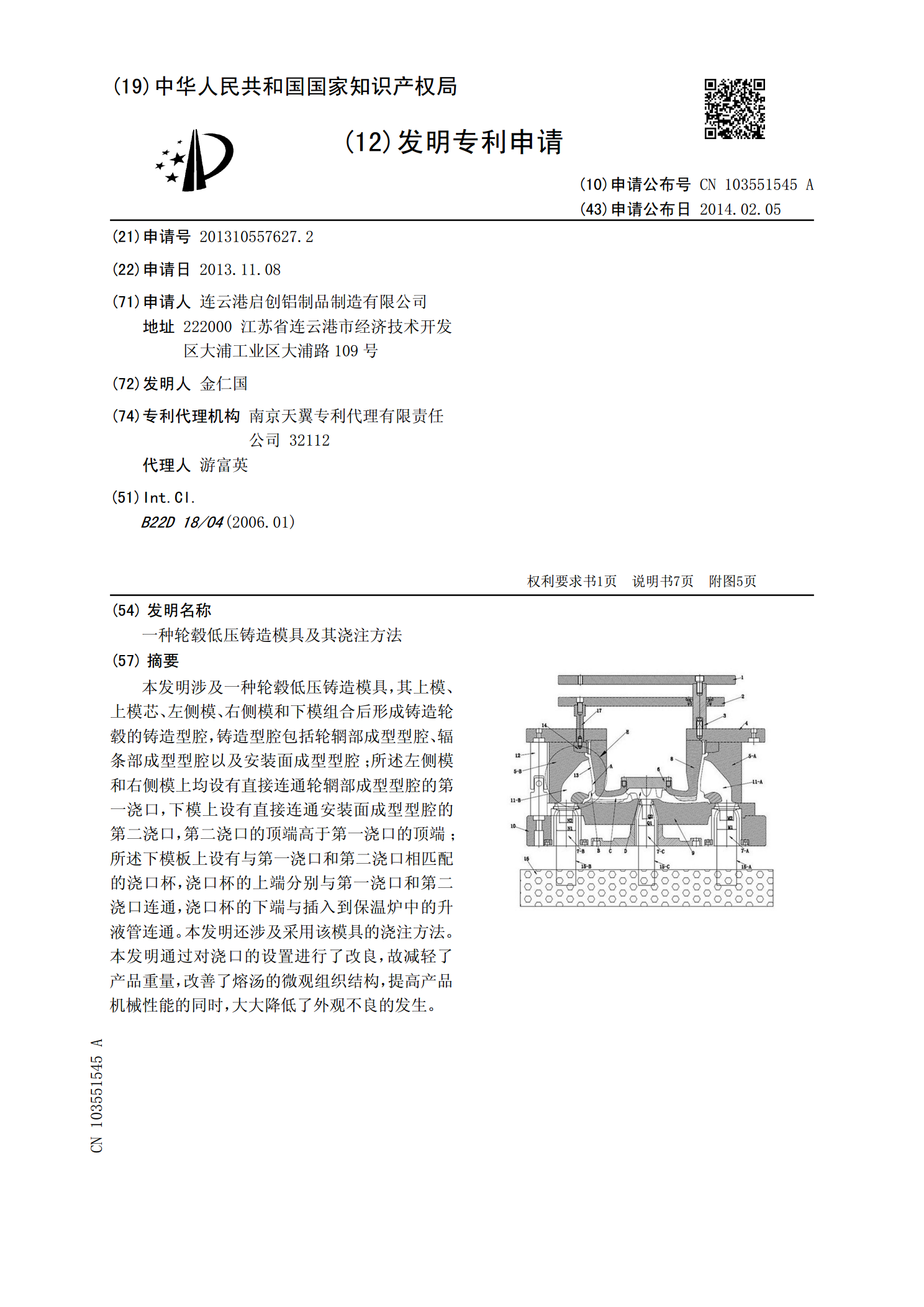
本发明涉及一种轮毂低压铸造模具,其上模、上模芯、左侧模、右侧模和下模组合后形成铸造轮毂的铸造型腔,铸造型腔包括轮辋部成型型腔、辐条部成型型腔以及安装面成型型腔;所述左侧模和右侧模上均设有直接连通轮辋部成型型腔的第一浇口,下模上设有直接连通安装面成型型腔的第二浇口,第二浇口的顶端高于第一浇口的顶端;所述下模板上设有与第一浇口和第二浇口相匹配的浇口杯,浇口杯的上端分别与第一浇口和第二浇口连通,浇口杯的下端与插入到保温炉中的升液管连通。本发明还涉及采用该模具的浇注方法。本发明通过对浇口的设置进行了改良,故减轻了