
三步法铝合金轮毂生产方法及其所用锻造模具和旋压模具.pdf

宜欣****外呢

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

三步法铝合金轮毂生产方法及其所用锻造模具和旋压模具.pdf
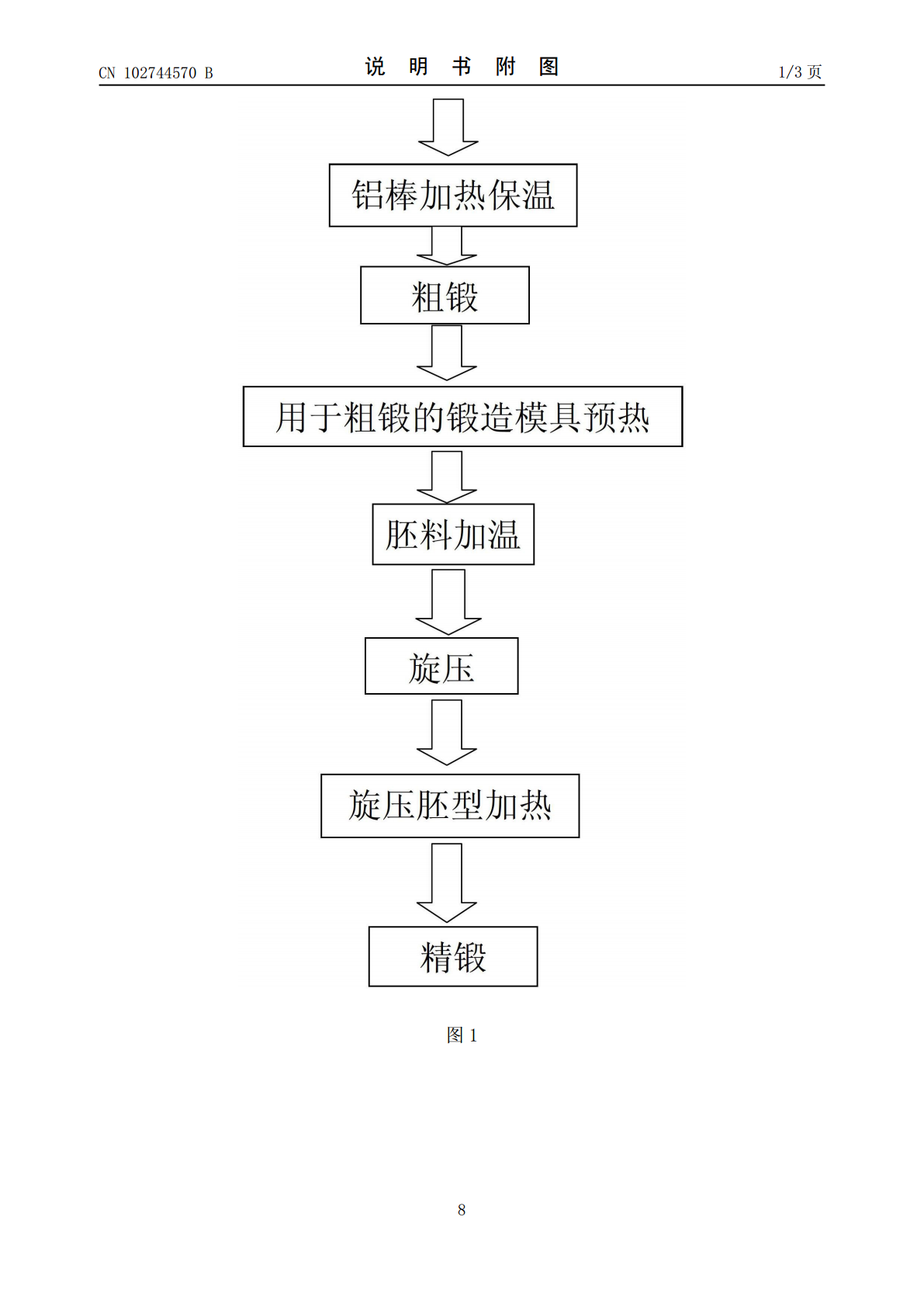
本发明公开了一种三步法铝合金轮毂生产方法,依次包括将铝合金棒料切割成胚料步骤、清洗胚料去除油污步骤、加热保温胚料步骤,所述加热保温胚料步骤之后依次包括如下步骤:粗锻胚料:把胚料放入压力机的用于粗锻的锻造模具中,将胚料镦粗为旋压胚型;旋压:把旋压胚型放入旋压机上的旋压模具中,将旋压胚型旋压为轮毂粗型;精锻:把轮毂粗型放入压力机的用于精锻的锻造模具中,将轮毂粗型精打成型为轮毂。本方法所具有的优点是:在保证产品质量和成本较低的前提下,对旋压机行程的要求较小。本发明还公开了该方法中所用锻造模具和旋压模具。

铝合金轮毂冲旋生产方法及其所用旋压模具.pdf
本发明公开了一种铝合金轮毂冲旋生产方法,依次包括如下步骤:备料:将厚度为10~16mm铝合金板材定尺为四方板材;冲压:将四方板材放入冲压机中冲压,冲压宽度不超过轮毂宽度,同时,冲压出PCD孔,从而形成轮毂胚料;旋压:将胚料通过旋压模具装在在旋压机上旋压形成出铝合金轮毂的轮唇。本发明还公开了该方法中所用的旋压模具。本发明的优点:在保证铝合金轮毂质量的前提下,其工艺简单、材料出品率高,制备成本较低。

铝合金轮毂锻旋压制备方法及其所用旋压模具.pdf
本发明公开了铝合金轮毂锻旋压制备方法,包括以下步骤:备料、清洗、加热胚料并保温、镦粗、旋压模具预热、旋压。其中,旋压前,在旋压模具外腔表面刷上水剂脱模剂。优化后,该铝合金轮毂锻旋压制备方法包括有锻胚加热保温步骤;水剂脱模剂为38号汽缸油或24号气缸油。本发明和现有技术相比所具有的优点是:产品质量好,制备成本低。本发明还公开了该铝合金轮毂锻旋压制备方法所用的旋压模具。

锻造铝合金车轮的旋压模具.pdf
本发明是锻造铝合金车轮的旋压模具,包括上模部分和下模部分,上模部分包括上模芯,上模芯中心位置向下固定有导柱,下模部分包括下模座和下模芯,下模芯由下模套和顶盘组合而成,在下模座的中心设有向上凸起的圆柱形凸台,下模套套装在上述凸台上,在顶盘的中心设有与上述导柱配合的导套Ⅰ,顶盘下方设有顶出机构;在下模套和下模座之间设置有加高垫块。本发明将传统的一体式下模改变为由下模芯、加高垫块和下模座装配而成的三段式结构,便于拆装,如需更换规格小的轮型,只需取出加高垫块,相当于节省了一个完整的下模制作成本,切换规格时节约时间
轮毂旋压模具.pdf
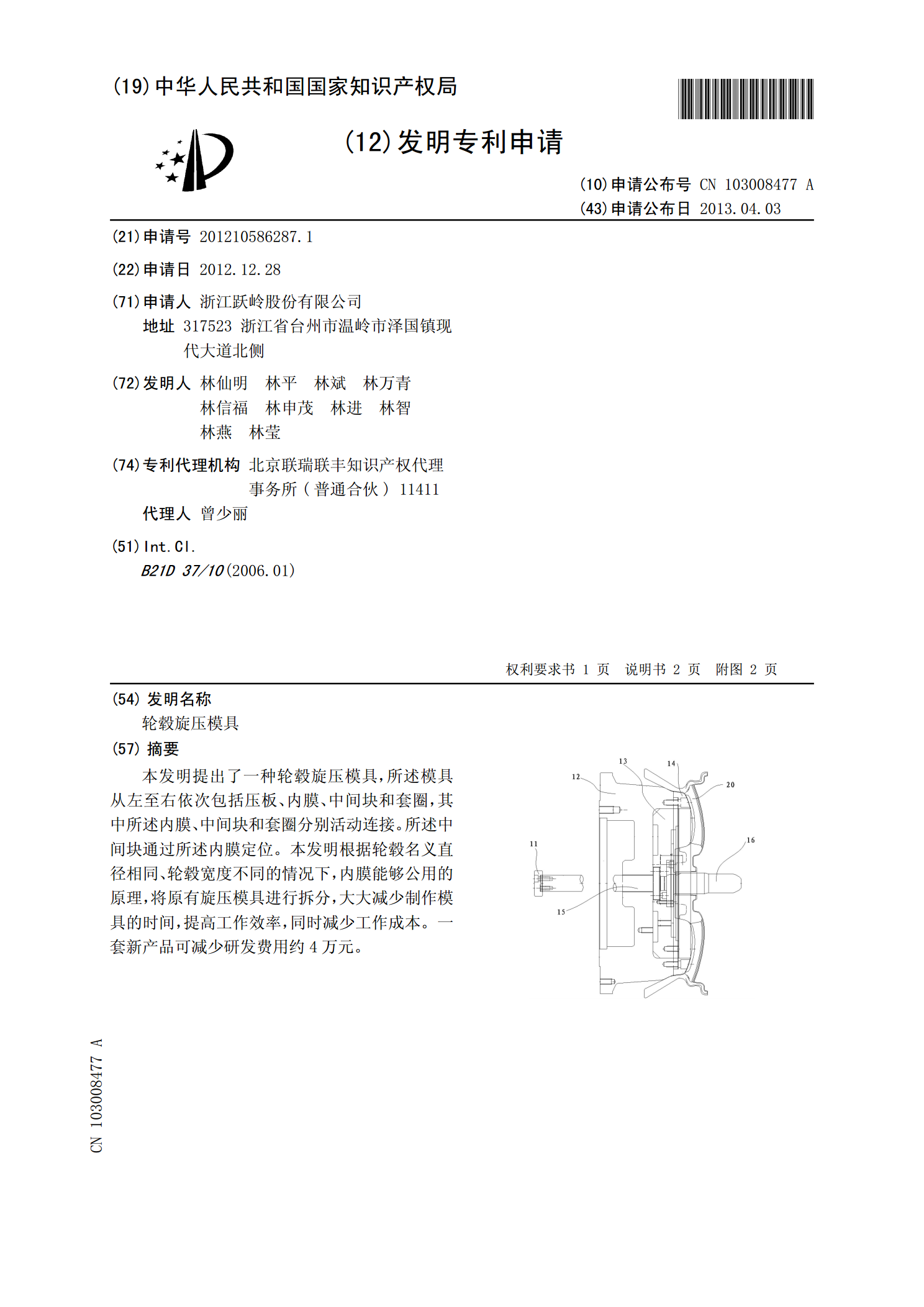
本发明提出了一种轮毂旋压模具,所述模具从左至右依次包括压板、内膜、中间块和套圈,其中所述内膜、中间块和套圈分别活动连接。所述中间块通过所述内膜定位。本发明根据轮毂名义直径相同、轮毂宽度不同的情况下,内膜能够公用的原理,将原有旋压模具进行拆分,大大减少制作模具的时间,提高工作效率,同时减少工作成本。一套新产品可减少研发费用约4万元。