
品质改善工具之QC7种技法概述.ppt

lj****88

1/10
2/10
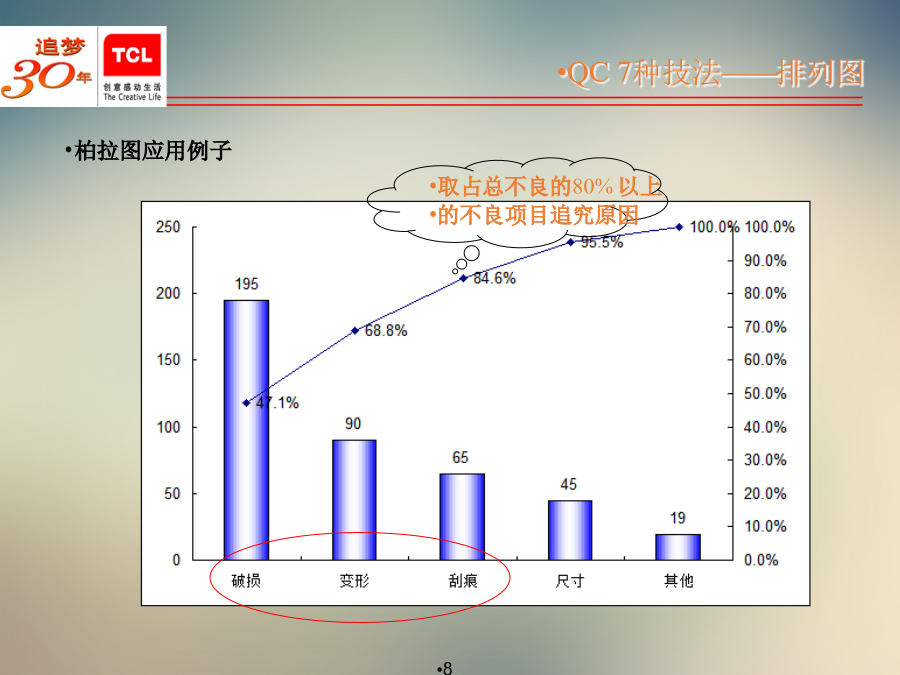
3/10
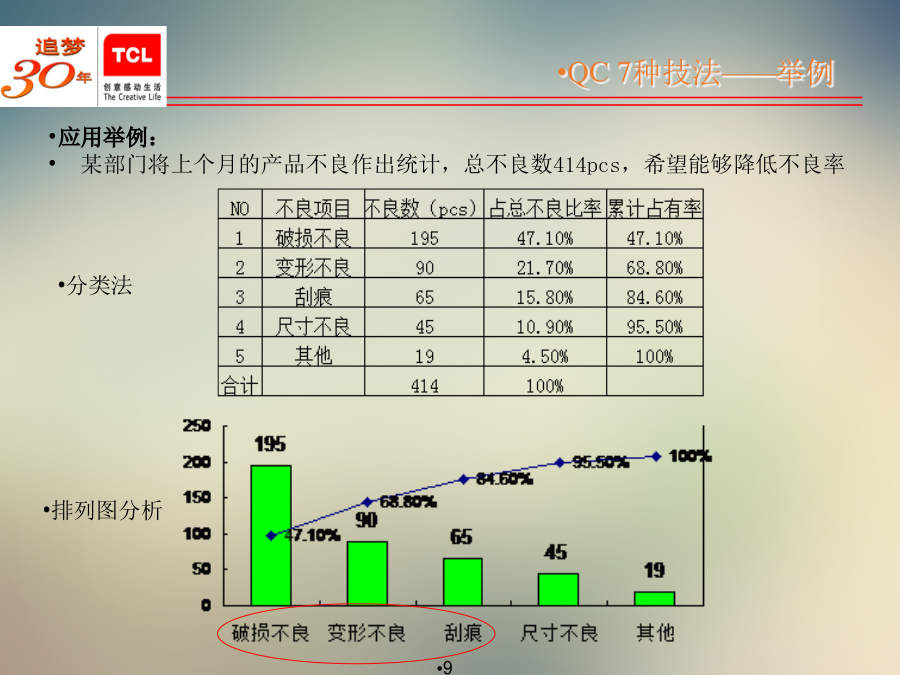
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共35页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
品质改善工具之QC7种技法概述.ppt
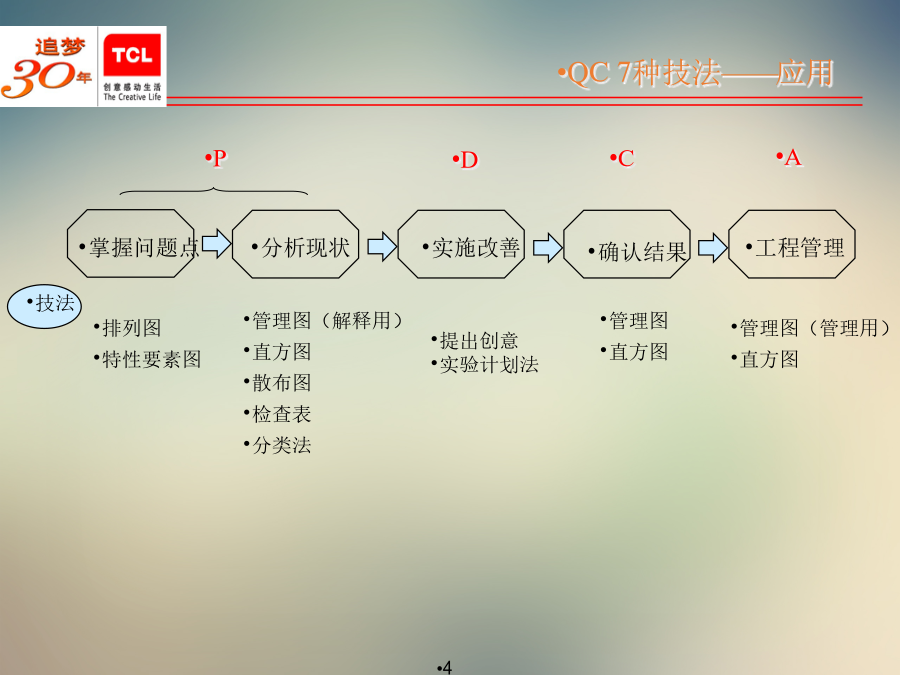
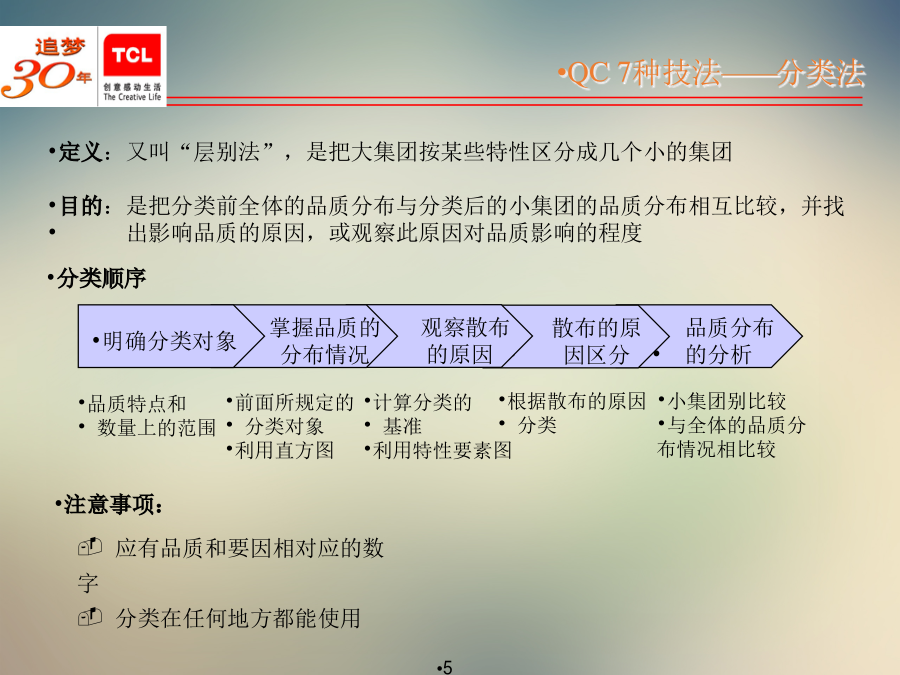
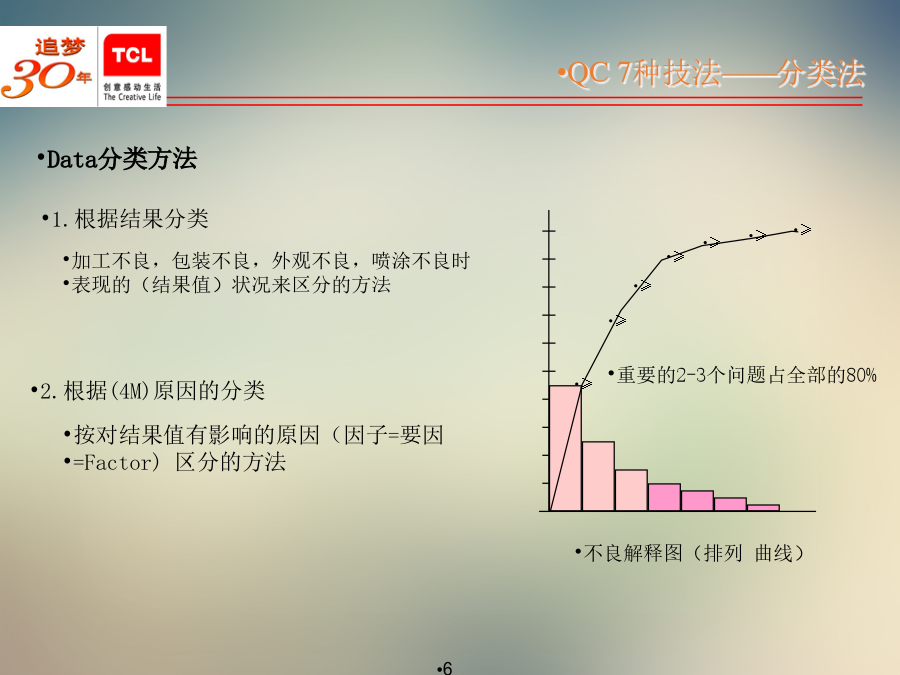
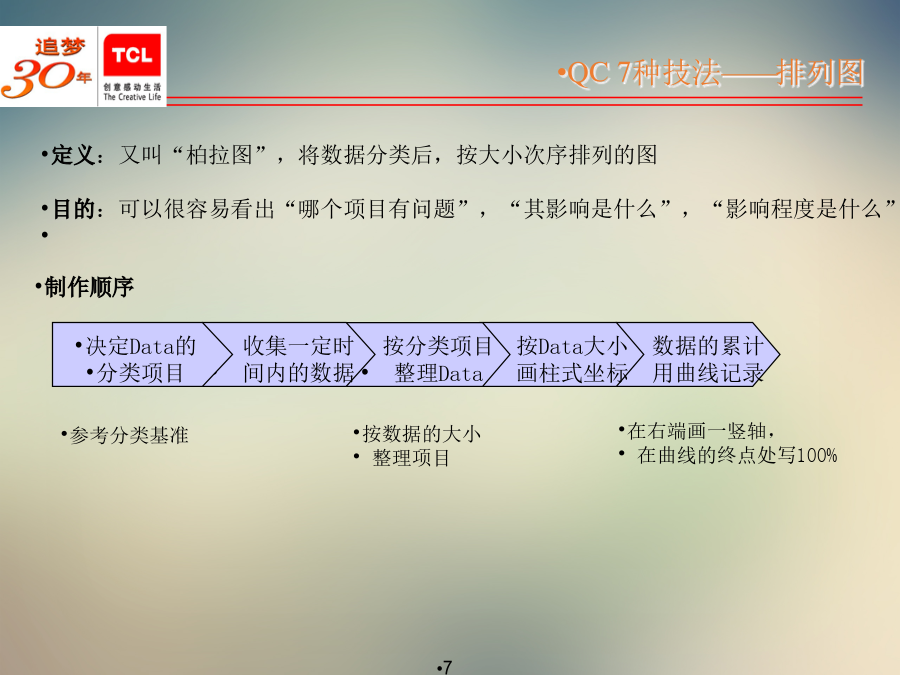
04十一月2024QC7种技法——分类法QC7种技法——分类法QC7种技法——排列图QC7种技法——举例QC7种技法——举例QC7种技法——特性要素图QC7种技法——特性要素图QC7种技法——特性要素图实验计划法15决定顺序(制表)QC7种技法——练习QC7种技法——直方图QC7种技法——直方图QC7种技法——直方图QC7种技法——直方图QC7种技法——直方图QC7种技法——直方图QC7种技法——直方图QC7种技法——直方图QC7种技法——散布图QC7种技法——散布图QC7种技法——管理图QC7种技法——

QC7种工具.ppt
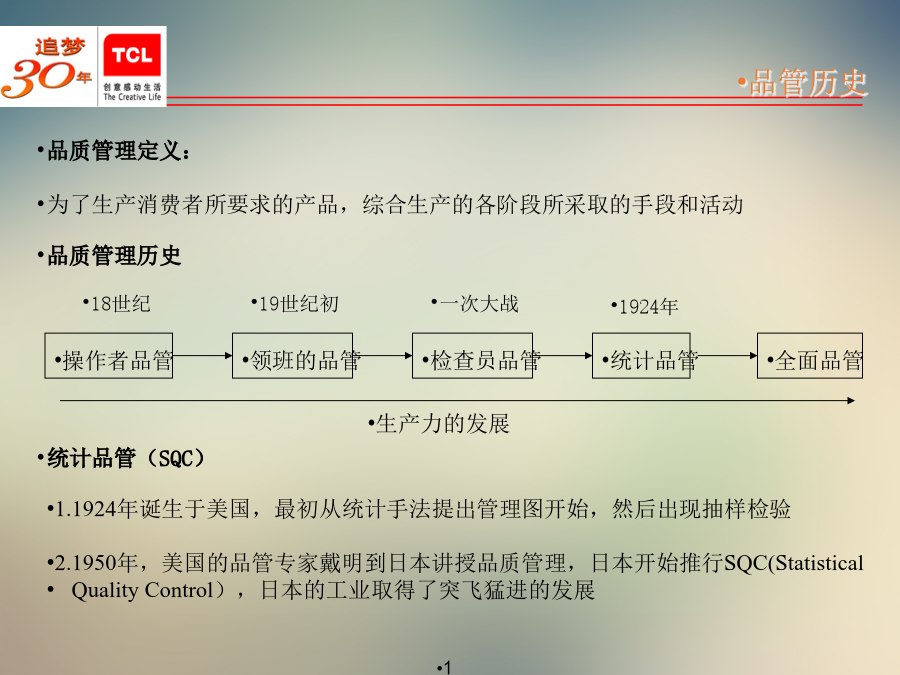
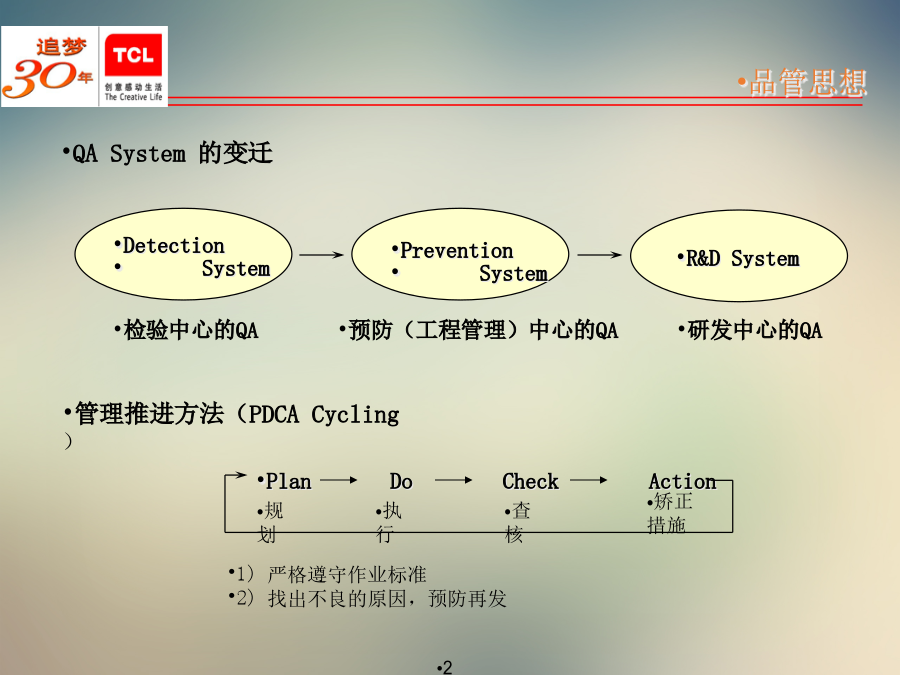
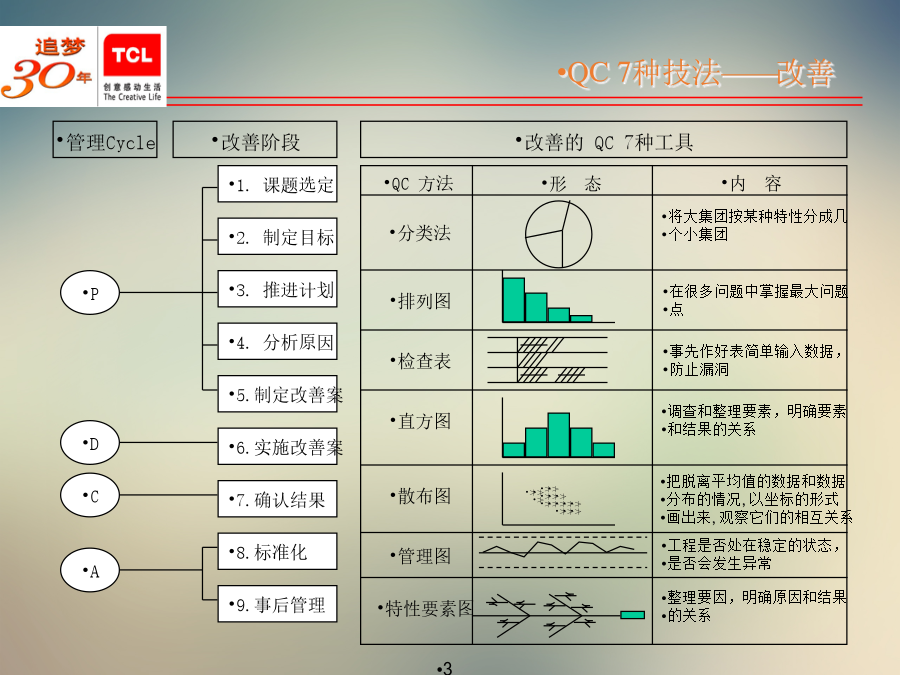
质量管理的方法可以分为两大类:一是建立在全面质量管理思想之上的组织性的质量管理;组织性的质量管理方法是指从组织结构,业务流程和人员工作方式的角度进行质量管理的方法,它建立在全面质量管理的思想之上,主要内容有制定质量方针,建立质量保证体系,开展QC小组活动,各部门质量责任的分担,进行质量诊断等。二是以数理统计方法为基础的质量控制。常用的统计管理方法。它主要包括控制图、因果图、相关图、排列图、统计分析表、数据分层法、散布图等所谓的QC七工具(或叫品管七大手法)持续改善的质量意识曲线的効果检查表直方图的制作步骤

QC7种工具.ppt
质量管理的方法可以分为两大类:一是建立在全面质量管理思想之上的组织性的质量管理;组织性的质量管理方法是指从组织结构业务流程和人员工作方式的角度进行质量管理的方法它建立在全面质量管理的思想之上主要内容有制定质量方针建立质量保证体系开展QC小组活动各部门质量责任的分担进行质量诊断等。二是以数理统计方法为基础的质量控制。常用的统计管理方法。它主要包括控制图、因果图、相关图、排列图、统计分析表、数据分层法、散布图等所谓的QC七工具(或叫品管七大手法)持续改善的质量意识曲线的効果

新QC7种技法(1).ppt
Ⅲ.新QC7种技法有问题的项目中成双的因素排到行和列中在交叉点上表示各因素有无关联的程度而得到“构想要点’有效的促进解决问题的方法.●亲合图法(AffinityDiagram)●PDPC法(ProcessDecisionProgramChart)

品质改善的工具.ppt
品質改善全面品質經營TotalQualityManagement美國國家品質獎國家品質獎適用範圍標竿管理與國家品質獎國品獎得主的特徵國品獎與品管大師品質規格與品質成本品質構面的案例品質成本持續改善持續改善的工具常用的SPC工具PDCA5W2HQCStory持續改善的標竿管理SHINGO系統ISO9000ISO9000ISO9000認證ISO與Baldrige服務品質衡量:SERVQUAL服務品質的認知結論