
QC7种工具.ppt

kp****93


1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共49页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

QC7种工具.ppt
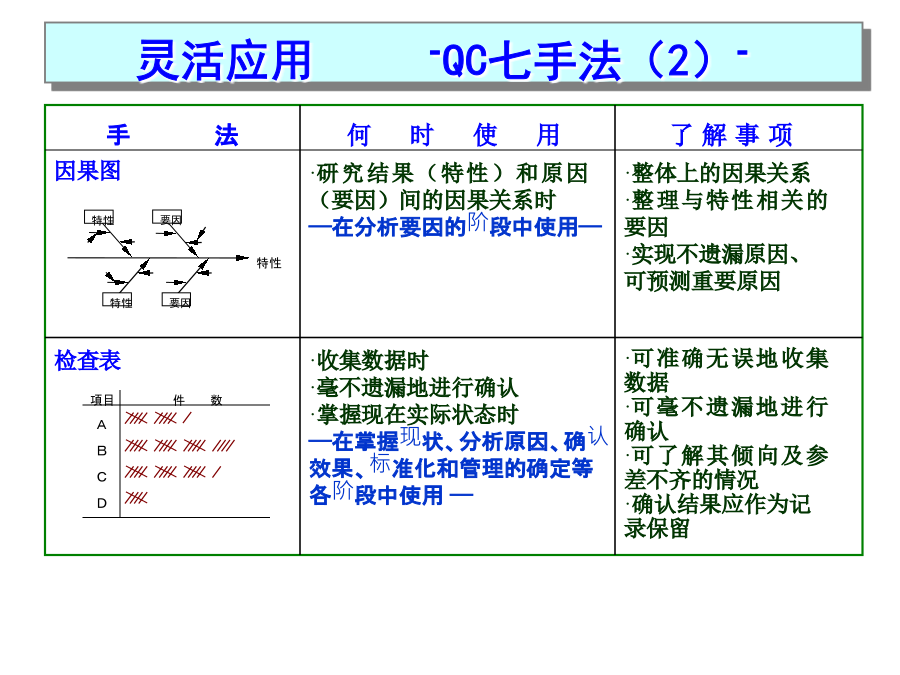
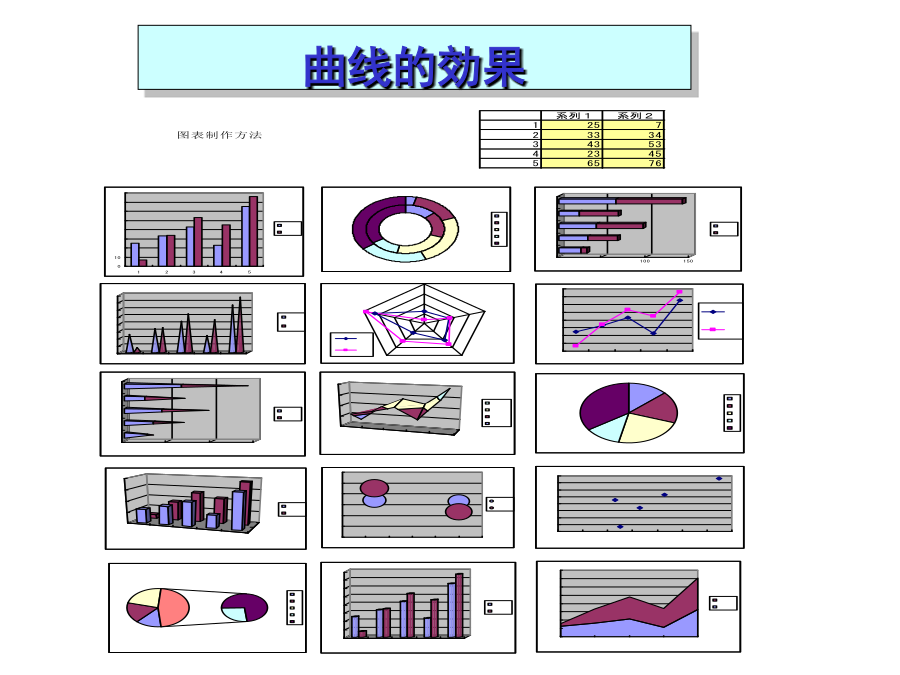
质量管理的方法可以分为两大类:一是建立在全面质量管理思想之上的组织性的质量管理;组织性的质量管理方法是指从组织结构,业务流程和人员工作方式的角度进行质量管理的方法,它建立在全面质量管理的思想之上,主要内容有制定质量方针,建立质量保证体系,开展QC小组活动,各部门质量责任的分担,进行质量诊断等。二是以数理统计方法为基础的质量控制。常用的统计管理方法。它主要包括控制图、因果图、相关图、排列图、统计分析表、数据分层法、散布图等所谓的QC七工具(或叫品管七大手法)持续改善的质量意识曲线的効果检查表直方图的制作步骤

QC7种工具.ppt
质量管理的方法可以分为两大类:一是建立在全面质量管理思想之上的组织性的质量管理;组织性的质量管理方法是指从组织结构业务流程和人员工作方式的角度进行质量管理的方法它建立在全面质量管理的思想之上主要内容有制定质量方针建立质量保证体系开展QC小组活动各部门质量责任的分担进行质量诊断等。二是以数理统计方法为基础的质量控制。常用的统计管理方法。它主要包括控制图、因果图、相关图、排列图、统计分析表、数据分层法、散布图等所谓的QC七工具(或叫品管七大手法)持续改善的质量意识曲线的効果

QC7种工具及QC活动表格.doc
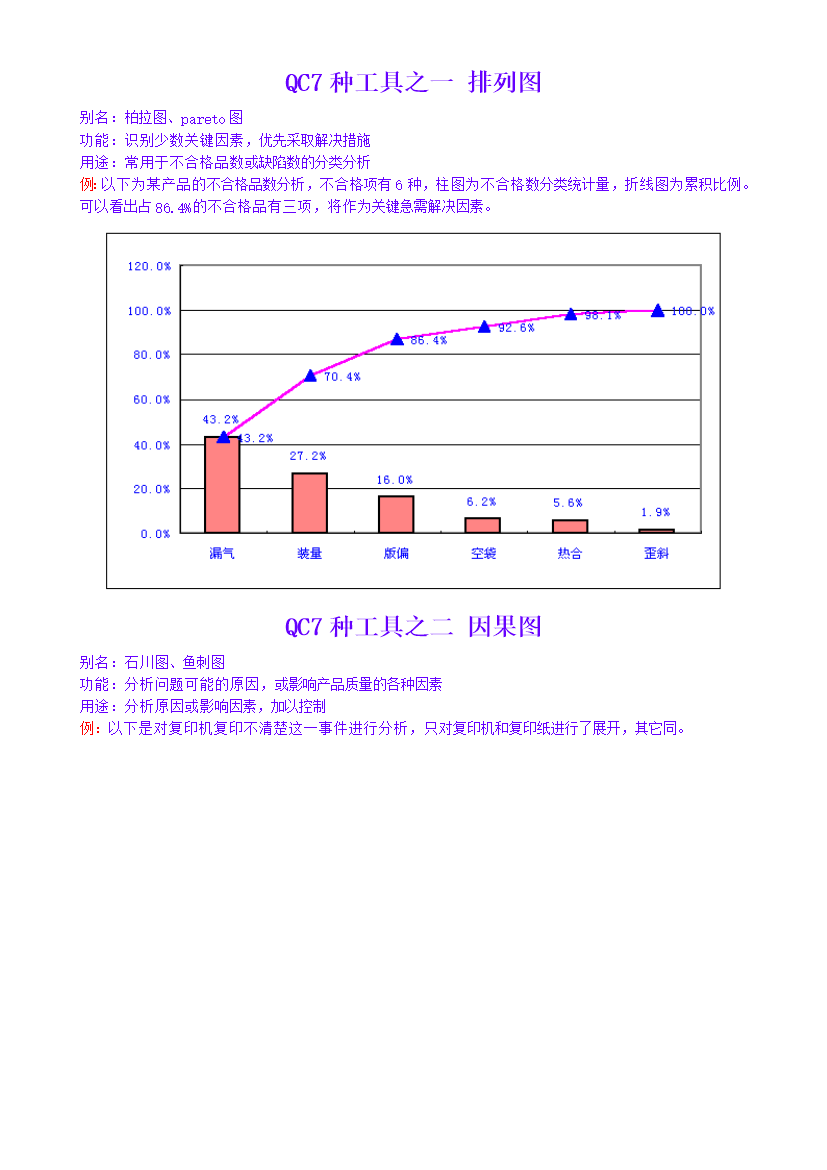
QC7种工具之一排列图别名:柏拉图、pareto图功能:识别少数关键因素,优先采取解决措施用途:常用于不合格品数或缺陷数的分类分析例:以下为某产品的不合格品数分析,不合格项有6种,柱图为不合格数分类统计量,折线图为累积比例。可以看出占86.4%的不合格品有三项,将作为关键急需解决因素。QC7种工具之二因果图别名:石川图、鱼刺图功能:分析问题可能的原因,或影响产品质量的各种因素用途:分析原因或影响因素,加以控制例:以下是对复印机复印不清楚这一事件进行分析,只对复印机和复印纸进行了展开,其它同。QC7种工具之
QC7种工具及QC活动表格.doc
QC7种工具之一排列图别名:柏拉图、pareto图功能:识别少数关键因素,优先采取解决措施用途:常用于不合格品数或缺陷数的分类分析例:以下为某产品的不合格品数分析,不合格项有6种,柱图为不合格数分类统计量,折线图为累积比例。可以看出占86.4%的不合格品有三项,将作为关键急需解决因素。QC7种工具之二因果图别名:石川图、鱼刺图功能:分析问题可能的原因,或影响产品质量的各种因素用途:分析原因或影响因素,加以控制例:以下是对复印机复印不清楚这一事件进行分析,只对复印机和复印纸进行了展开,其它同。QC7种工具之

新QC7种工具的灵活运用.ppt
新QC7种工具的灵活运用目次Ⅰ.新QC7种道具的特征问题解决(课题解决)各步骤地活用手法Ⅱ.新QC7中工具的各种手法的目的5.矩阵数据解析法以矩阵图中被整理的数据为基础将相似的因子进行汇集,明确其特征。6.PDPC(PROCESSDECISIONPROGRAMCHART)在推进某课题时,事先设想出问题进行研讨找出对策,或者是问题出现后可以迅速的对应。7.矢量图在某课题建立日程计划时,整理业务流程、发现瓶颈工序,保证应交货周期。Ⅲ.手法的有效运用方法・做成顺序・实施事例1.2灵活的运用和有效事例语言数据a1