
一种机器人RV减速器摆线装置的摆线轮的制造方法.pdf

婀娜****aj


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种机器人RV减速器摆线装置的摆线轮的制造方法.pdf
本发明公开了一种机器人RV减速器摆线装置的摆线轮的制造方法,包括以下步骤:分别锻造出两个摆线轮毛胚;对摆线轮毛胚进行冷挤压处理;将两个摆线轮同时装夹并分别标记,以摆线轮的圆心为基准,在每个摆线轮的表面加工出六个环形阵列分布的圆孔;同时在两个摆线轮的外周面逐个磨制出齿面,使滚针在齿槽内为线接触;根据标记,将一个摆线轮的第一、第三、第五个圆孔加工成异形孔,另一个摆线轮的第二、第四、第六个圆孔加工成异形孔。本发明的制造方法,噪音小,减少了摩擦力消耗,发热量减小,提高了输出效率,延长了产品的使用寿命。
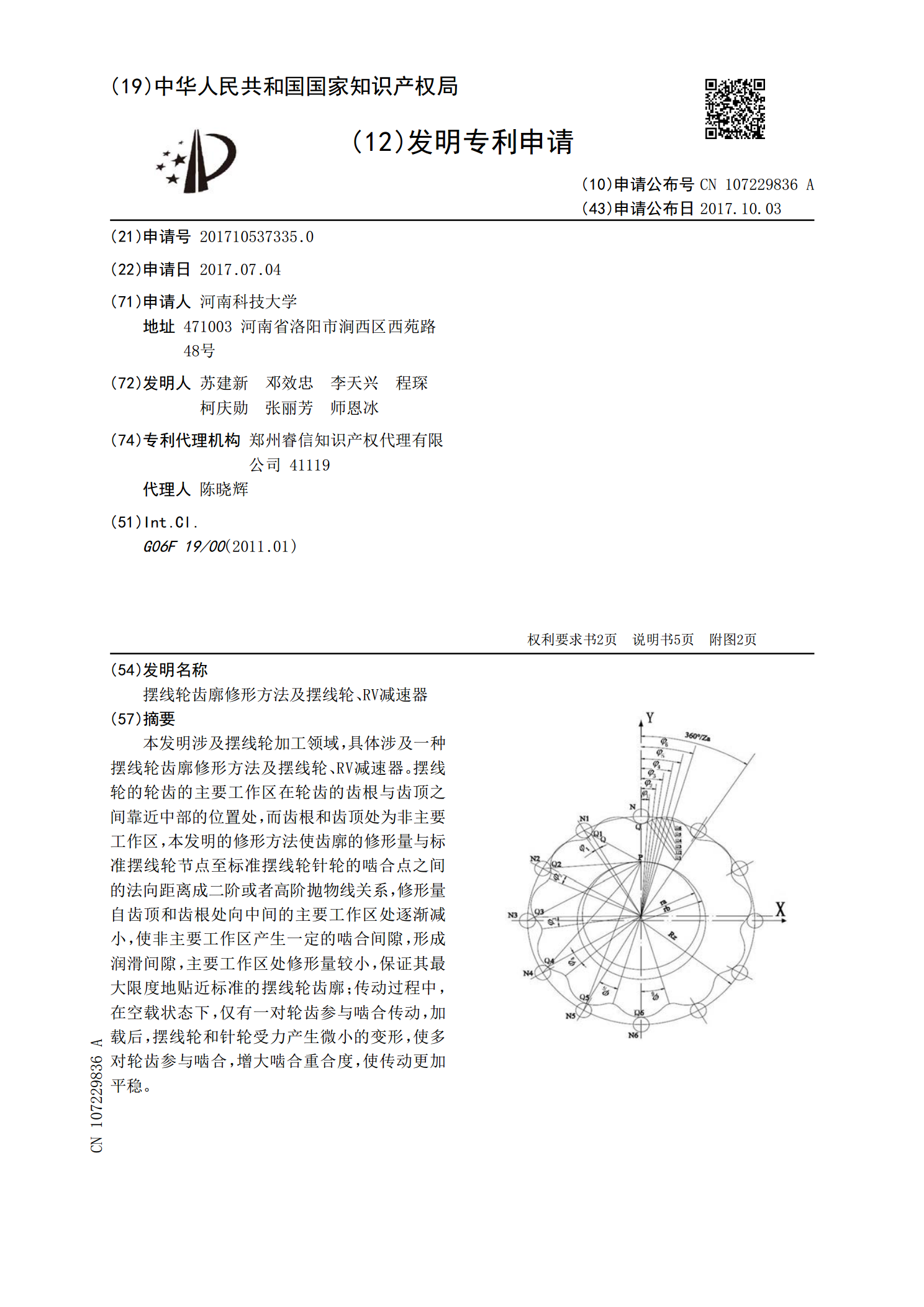
摆线轮齿廓修形方法及摆线轮、RV减速器.pdf
本发明涉及摆线轮加工领域,具体涉及一种摆线轮齿廓修形方法及摆线轮、RV减速器。摆线轮的轮齿的主要工作区在轮齿的齿根与齿顶之间靠近中部的位置处,而齿根和齿顶处为非主要工作区,本发明的修形方法使齿廓的修形量与标准摆线轮节点至标准摆线轮针轮的啮合点之间的法向距离成二阶或者高阶抛物线关系,修形量自齿顶和齿根处向中间的主要工作区处逐渐减小,使非主要工作区产生一定的啮合间隙,形成润滑间隙,主要工作区处修形量较小,保证其最大限度地贴近标准的摆线轮齿廓;传动过程中,在空载状态下,仅有一对轮齿参与啮合传动,加载后,摆线轮和
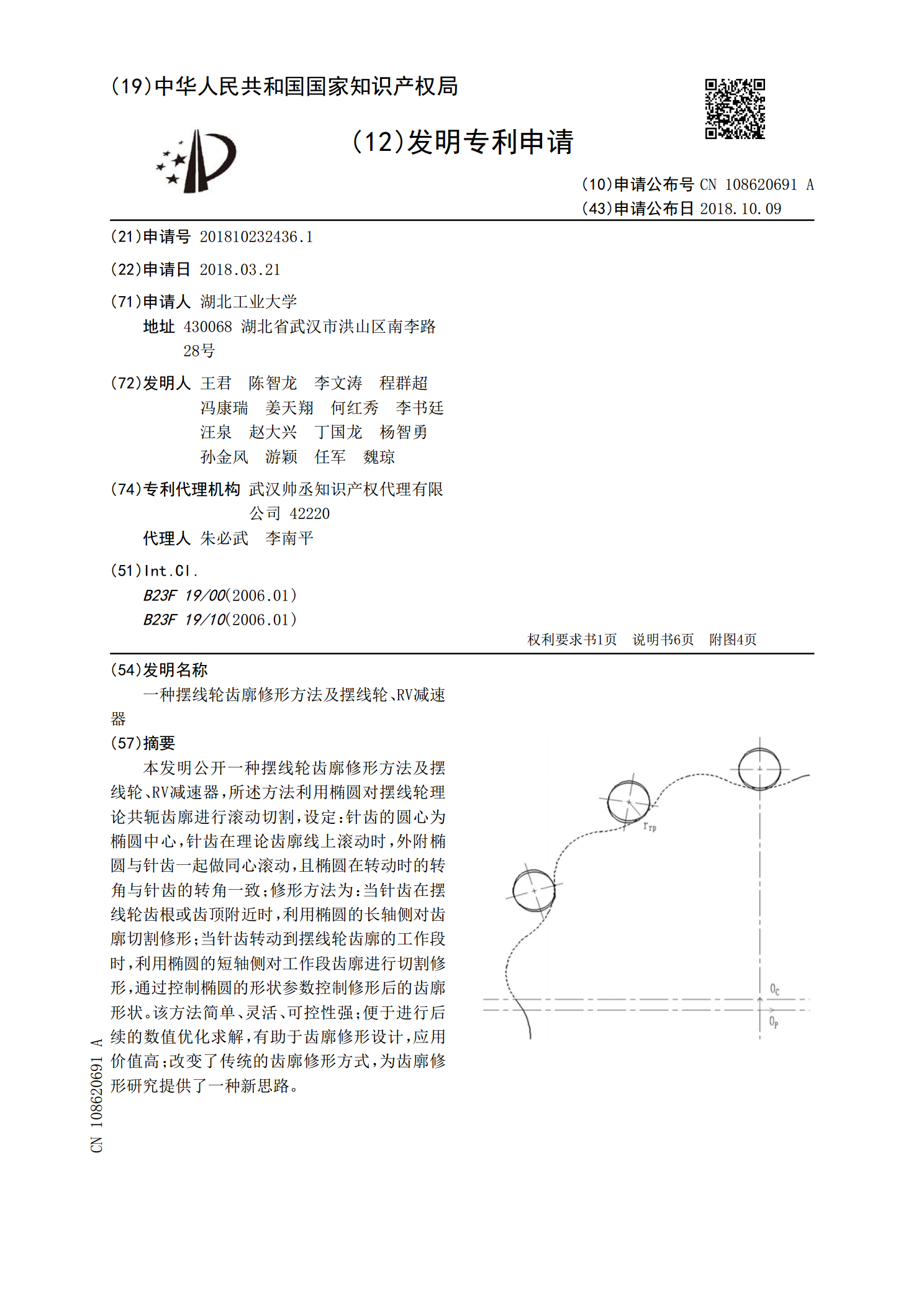
一种摆线轮齿廓修形方法及摆线轮、RV减速器.pdf
本发明公开一种摆线轮齿廓修形方法及摆线轮、RV减速器,所述方法利用椭圆对摆线轮理论共轭齿廓进行滚动切割,设定:针齿的圆心为椭圆中心,针齿在理论齿廓线上滚动时,外附椭圆与针齿一起做同心滚动,且椭圆在转动时的转角与针齿的转角一致;修形方法为:当针齿在摆线轮齿根或齿顶附近时,利用椭圆的长轴侧对齿廓切割修形;当针齿转动到摆线轮齿廓的工作段时,利用椭圆的短轴侧对工作段齿廓进行切割修形,通过控制椭圆的形状参数控制修形后的齿廓形状。该方法简单、灵活、可控性强;便于进行后续的数值优化求解,有助于齿廓修形设计,应用价值高;
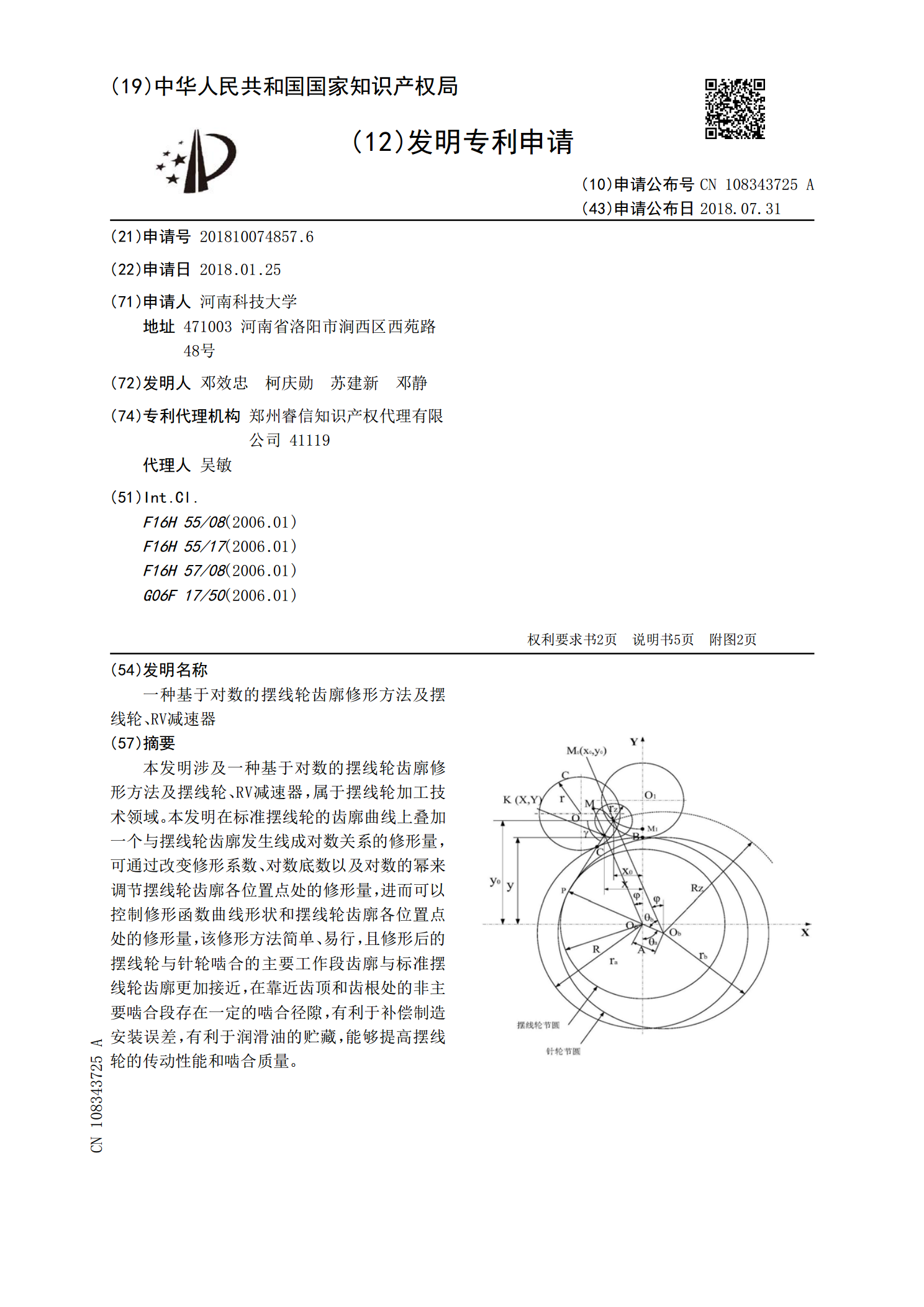
一种基于对数的摆线轮齿廓修形方法及摆线轮、RV减速器.pdf
本发明涉及一种基于对数的摆线轮齿廓修形方法及摆线轮、RV减速器,属于摆线轮加工技术领域。本发明在标准摆线轮的齿廓曲线上叠加一个与摆线轮齿廓发生线成对数关系的修形量,可通过改变修形系数、对数底数以及对数的幂来调节摆线轮齿廓各位置点处的修形量,进而可以控制修形函数曲线形状和摆线轮齿廓各位置点处的修形量,该修形方法简单、易行,且修形后的摆线轮与针轮啮合的主要工作段齿廓与标准摆线轮齿廓更加接近,在靠近齿顶和齿根处的非主要啮合段存在一定的啮合径隙,有利于补偿制造安装误差,有利于润滑油的贮藏,能够提高摆线轮的传动性能
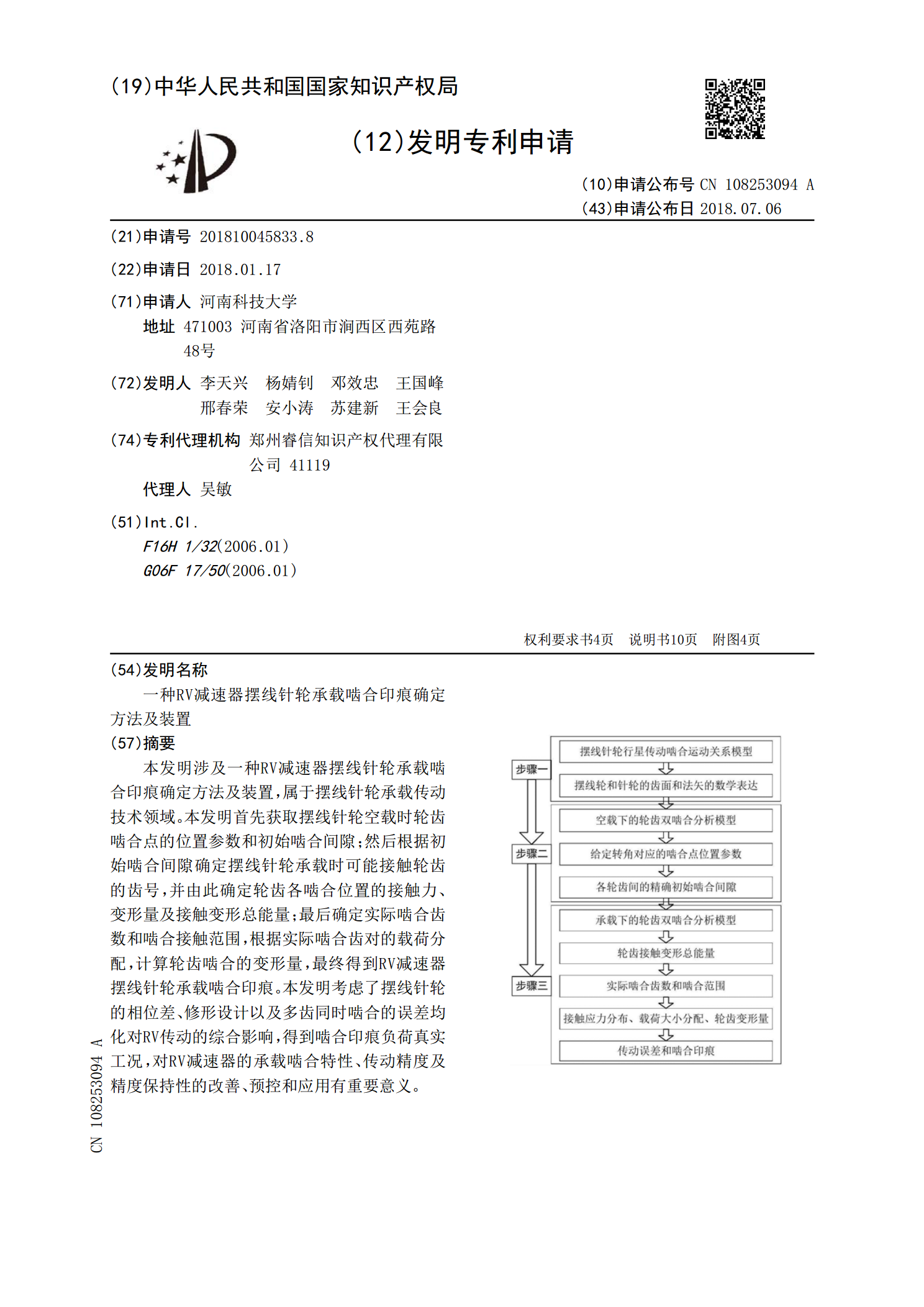
一种RV减速器摆线针轮承载啮合印痕确定方法及装置.pdf
本发明涉及一种RV减速器摆线针轮承载啮合印痕确定方法及装置,属于摆线针轮承载传动技术领域。本发明首先获取摆线针轮空载时轮齿啮合点的位置参数和初始啮合间隙;然后根据初始啮合间隙确定摆线针轮承载时可能接触轮齿的齿号,并由此确定轮齿各啮合位置的接触力、变形量及接触变形总能量;最后确定实际啮合齿数和啮合接触范围,根据实际啮合齿对的载荷分配,计算轮齿啮合的变形量,最终得到RV减速器摆线针轮承载啮合印痕。本发明考虑了摆线针轮的相位差、修形设计以及多齿同时啮合的误差均化对RV传动的综合影响,得到啮合印痕负荷真实工况,对