
一种航空发动机用大型异形低压涡轮机匣壳体制造方法.pdf

是你****晨呀


1/7
2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种航空发动机用大型异形低压涡轮机匣壳体制造方法.pdf
本发明公开了一种航空发动机用大型异形低压涡轮机匣壳体制造方法,是将GH4169合金坯料倒角R20mm,采用845~855℃、975~985℃、1015~1025℃三段加热的方式对坯料进行加热,每个加热段的保温时间按照6min/10mm来计算,再经过镦粗、冲孔、胀孔、马架扩孔,最终锻件成形而制成。本发明采用大型异型轴承环件超临界轧制技术取代传统的矩形环轧制,零件金属流线完整,无需大量机械加工,性能优越;材料利用率高,节约原材料消耗;制造成本低、制造周期短;基本消除产品内部组织应力,保障产品在后续加工的性能。
一种涡轮机匣壳体组件的加工方法.pdf
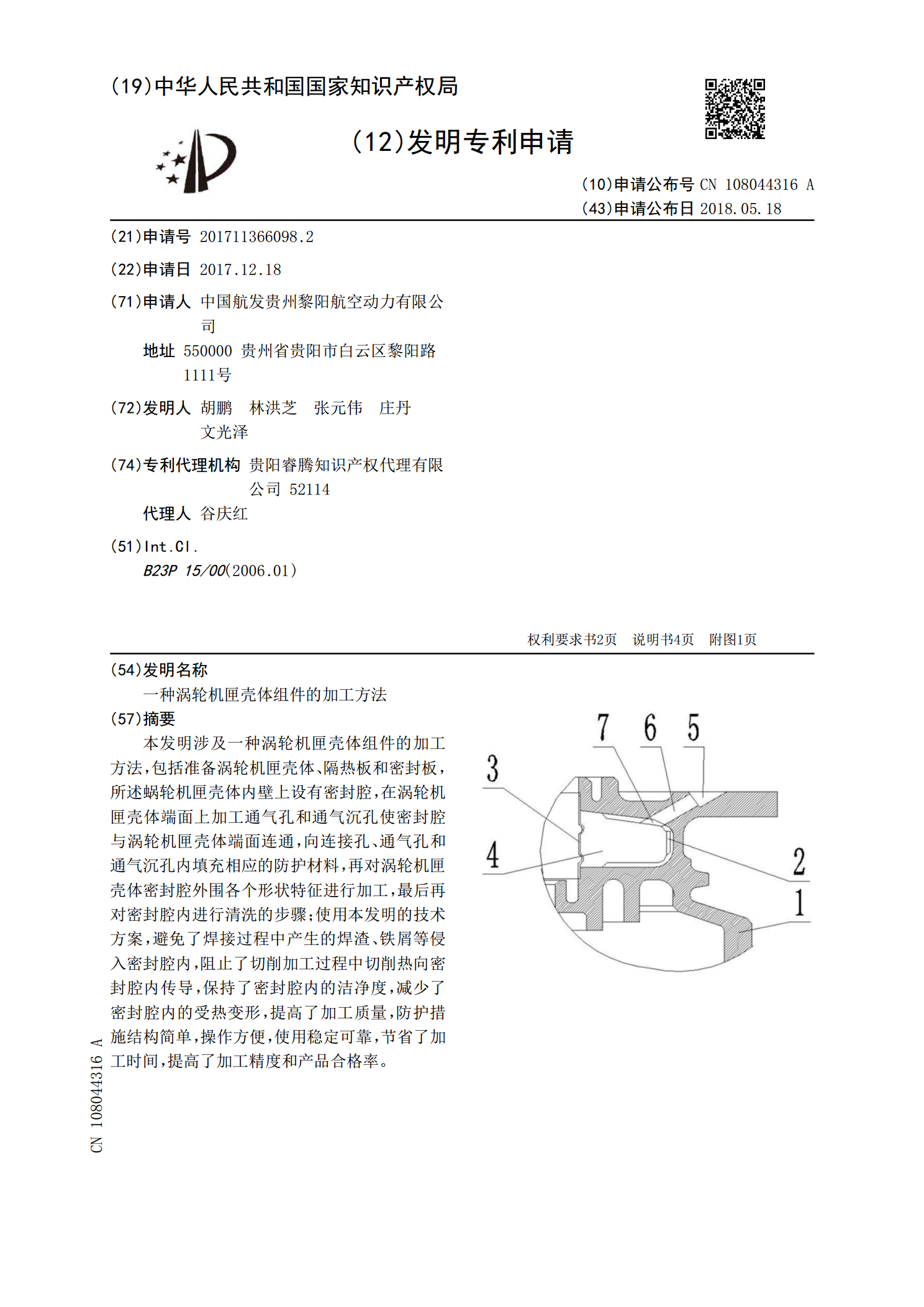
本发明涉及一种涡轮机匣壳体组件的加工方法,包括准备涡轮机匣壳体、隔热板和密封板,所述蜗轮机匣壳体内壁上设有密封腔,在涡轮机匣壳体端面上加工通气孔和通气沉孔使密封腔与涡轮机匣壳体端面连通,向连接孔、通气孔和通气沉孔内填充相应的防护材料,再对涡轮机匣壳体密封腔外围各个形状特征进行加工,最后再对密封腔内进行清洗的步骤;使用本发明的技术方案,避免了焊接过程中产生的焊渣、铁屑等侵入密封腔内,阻止了切削加工过程中切削热向密封腔内传导,保持了密封腔内的洁净度,减少了密封腔内的受热变形,提高了加工质量,防护措施结构简单,
一种带法兰GH4169低压涡轮机匣锻件的制造方法.pdf
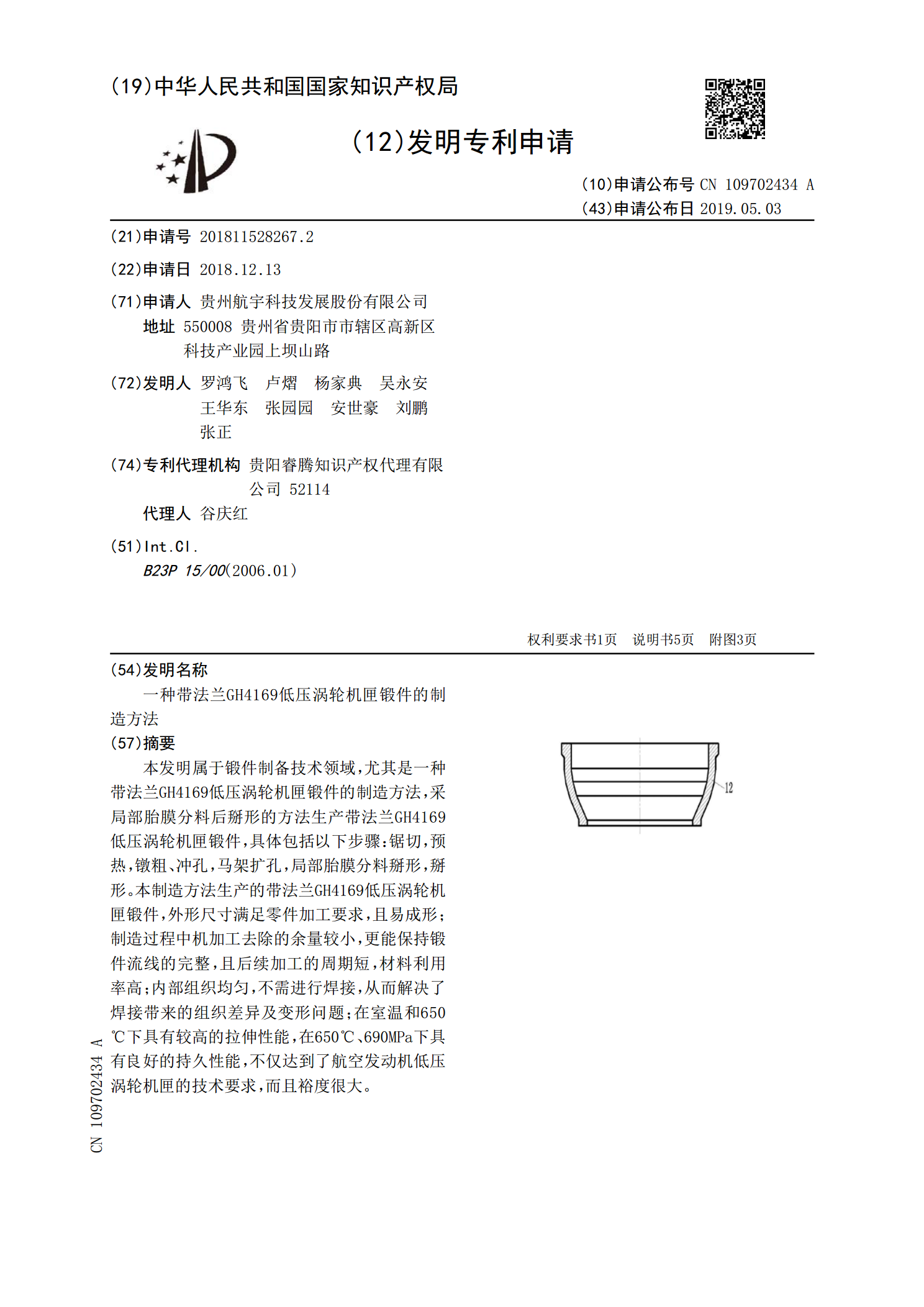
本发明属于锻件制备技术领域,尤其是一种带法兰GH4169低压涡轮机匣锻件的制造方法,采局部胎膜分料后掰形的方法生产带法兰GH4169低压涡轮机匣锻件,具体包括以下步骤:锯切,预热,镦粗、冲孔,马架扩孔,局部胎膜分料掰形,掰形。本制造方法生产的带法兰GH4169低压涡轮机匣锻件,外形尺寸满足零件加工要求,且易成形;制造过程中机加工去除的余量较小,更能保持锻件流线的完整,且后续加工的周期短,材料利用率高;内部组织均匀,不需进行焊接,从而解决了焊接带来的组织差异及变形问题;在室温和650℃下具有较高的拉伸性能,
航空发动机高温涡轮机匣部位的振动测试方法.pdf
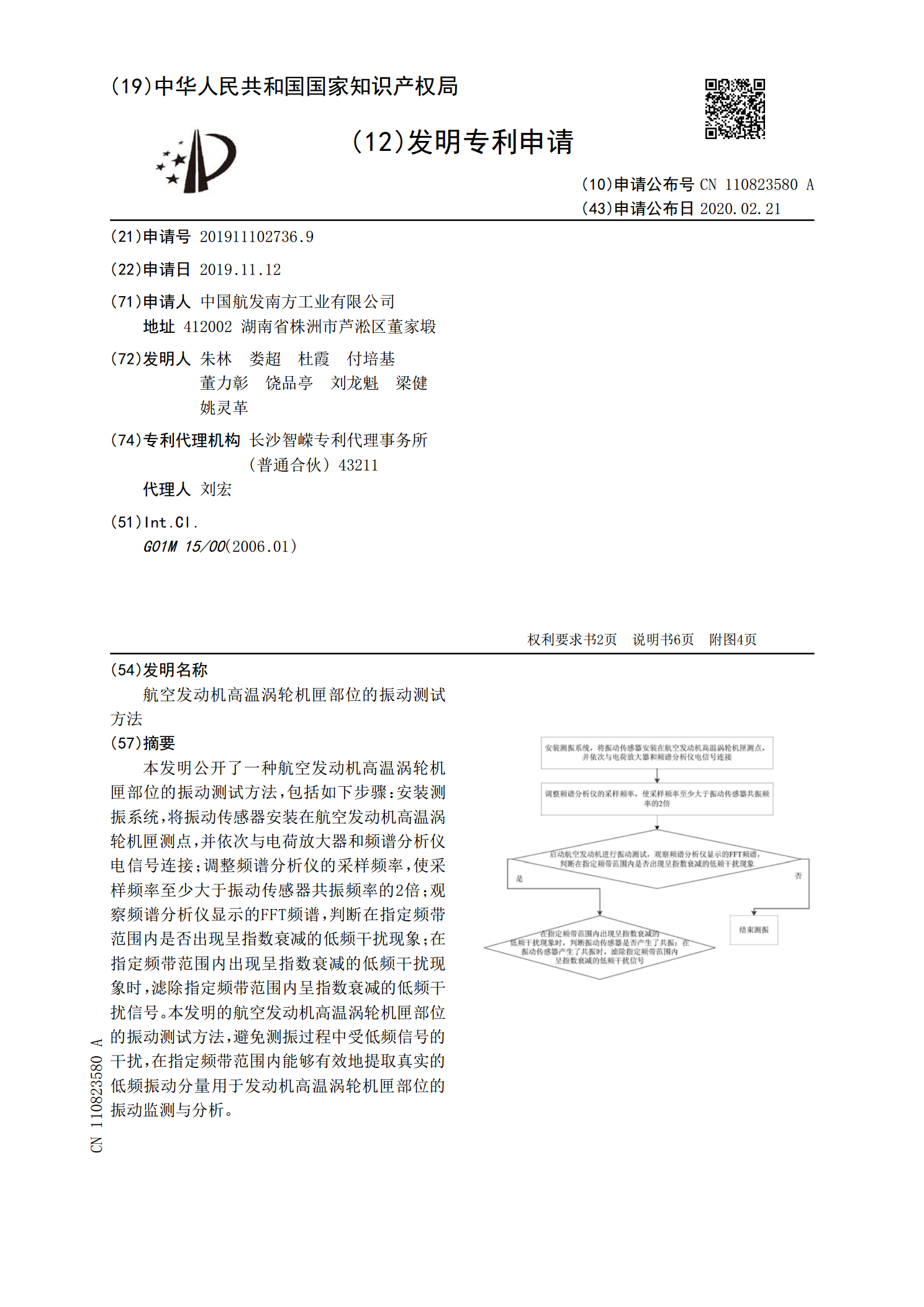
本发明公开了一种航空发动机高温涡轮机匣部位的振动测试方法,包括如下步骤:安装测振系统,将振动传感器安装在航空发动机高温涡轮机匣测点,并依次与电荷放大器和频谱分析仪电信号连接;调整频谱分析仪的采样频率,使采样频率至少大于振动传感器共振频率的2倍;观察频谱分析仪显示的FFT频谱,判断在指定频带范围内是否出现呈指数衰减的低频干扰现象;在指定频带范围内出现呈指数衰减的低频干扰现象时,滤除指定频带范围内呈指数衰减的低频干扰信号。本发明的航空发动机高温涡轮机匣部位的振动测试方法,避免测振过程中受低频信号的干扰,在指定
涡轮机排气壳体及其制造方法.pdf
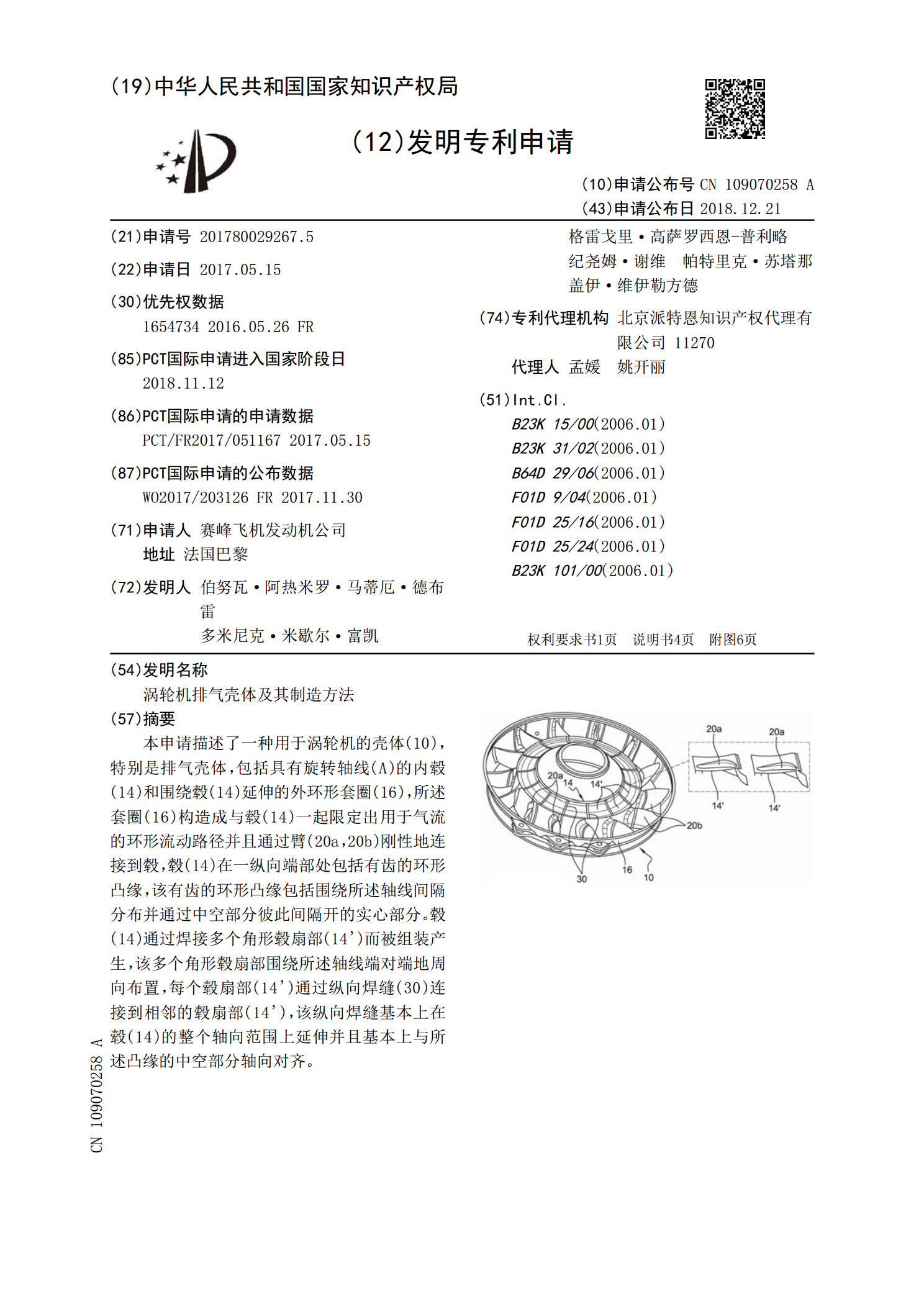
本申请描述了一种用于涡轮机的壳体(10),特别是排气壳体,包括具有旋转轴线(A)的内毂(14)和围绕毂(14)延伸的外环形套圈(16),所述套圈(16)构造成与毂(14)一起限定出用于气流的环形流动路径并且通过臂(20a,20b)刚性地连接到毂,毂(14)在一纵向端部处包括有齿的环形凸缘,该有齿的环形凸缘包括围绕所述轴线间隔分布并通过中空部分彼此间隔开的实心部分。毂(14)通过焊接多个角形毂扇部(14’)而被组装产生,该多个角形毂扇部围绕所述轴线端对端地周向布置,每个毂扇部(14’)通过纵向焊缝(30)连