
一种涡轮机匣壳体组件的加工方法.pdf

戊午****jj


1/8

2/8

3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涡轮机匣壳体组件的加工方法.pdf
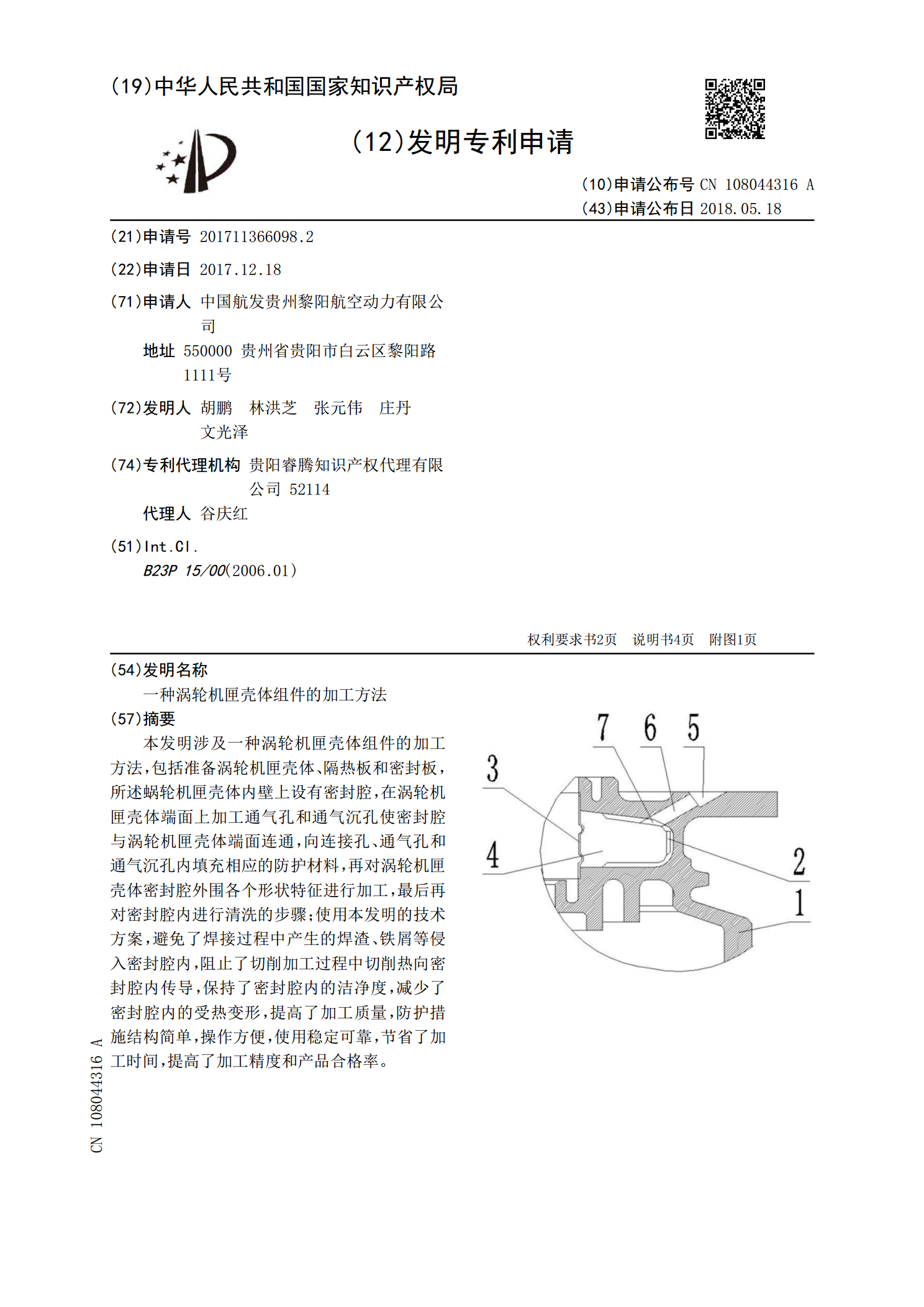
本发明涉及一种涡轮机匣壳体组件的加工方法,包括准备涡轮机匣壳体、隔热板和密封板,所述蜗轮机匣壳体内壁上设有密封腔,在涡轮机匣壳体端面上加工通气孔和通气沉孔使密封腔与涡轮机匣壳体端面连通,向连接孔、通气孔和通气沉孔内填充相应的防护材料,再对涡轮机匣壳体密封腔外围各个形状特征进行加工,最后再对密封腔内进行清洗的步骤;使用本发明的技术方案,避免了焊接过程中产生的焊渣、铁屑等侵入密封腔内,阻止了切削加工过程中切削热向密封腔内传导,保持了密封腔内的洁净度,减少了密封腔内的受热变形,提高了加工质量,防护措施结构简单,

涡轮机壳体组件.pdf
本发明涉及涡轮机壳体组件。一种组件包括铸造筒形部件和曲壁。铸造筒形部件包括:具有构造成用来接收涡轮机叶轮的开口的基板,具有进口和出口的排气导管,圆柱形壁,以及设置在圆柱形壁和基板之间的多个叶片,其中相邻叶片限定喉部。曲壁包括近端和远端,以及上边缘和下边缘。其中近端和排气导管的出口的连接,上边缘和圆柱形壁的连接以及下边缘和基板的连接形成蜗壳,该蜗壳被构造成将经进口接收到的排气经喉部导向到涡轮机叶轮。还公开了装置、组件、系统、方法等多个其它示例。

一种飞机涡轮机匣安装边的精密孔的加工方法.pdf
一种飞机涡轮机匣安装边的精密孔的加工方法包括如下步骤:对第一安装边和第二安装边端面研磨;在数控铣床上提供一个水平放置的第一夹具,其设置有第一定位销,计算所述第一定位销的中心所确定的第一圆心坐标;依据所述第一圆心坐标,对所述第二安装边进行三个精密孔粗加工;对粗加工的所述精密孔的位置度进行测量,对所述数控铣床进行调整,对所述精密孔进行精加工。本发明提供一种飞机涡轮机匣安装边的精密孔的加工方法,其克服了机床设备精度和夹具制造精度的影响。
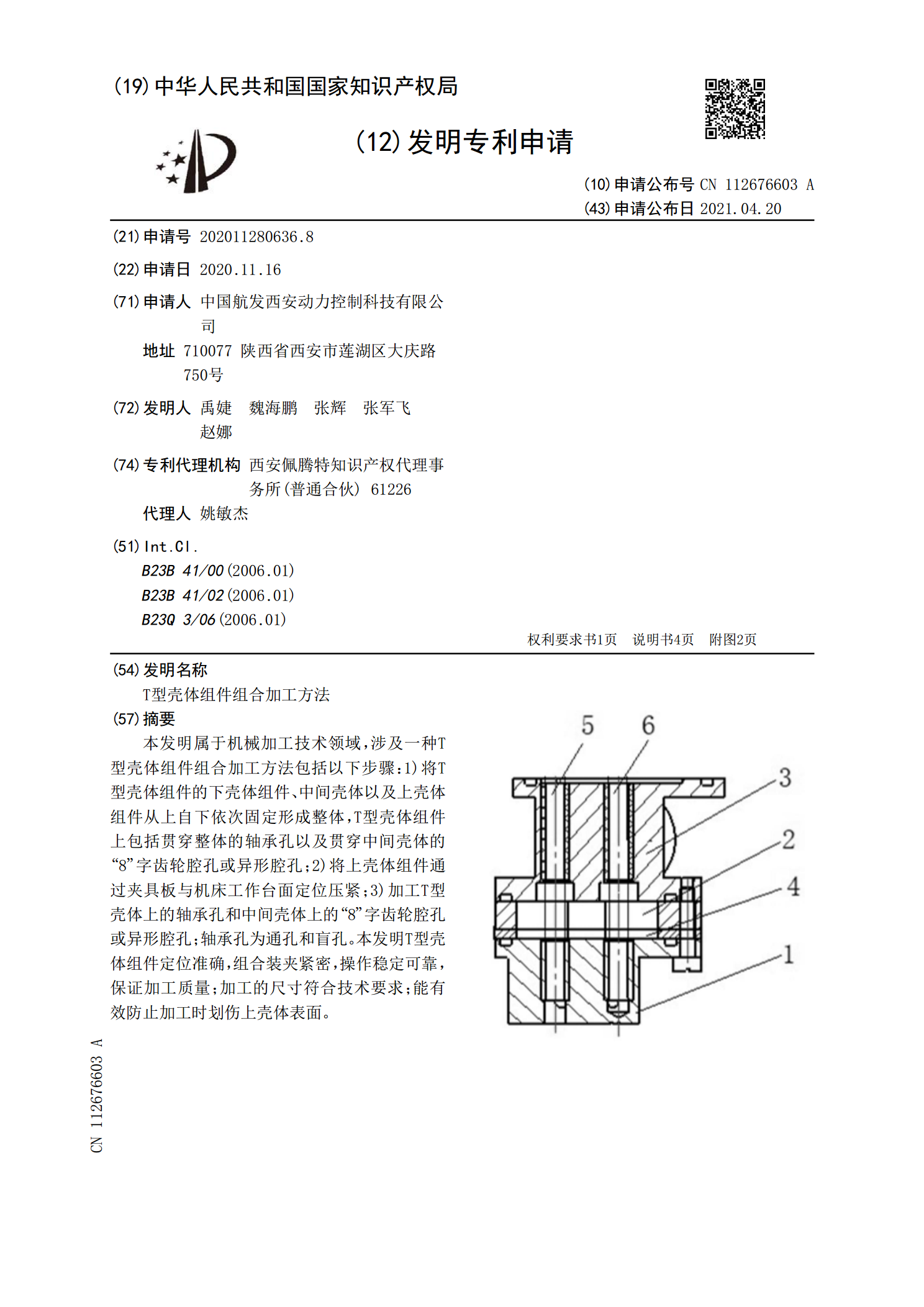
T型壳体组件组合加工方法.pdf
本发明属于机械加工技术领域,涉及一种T型壳体组件组合加工方法包括以下步骤:1)将T型壳体组件的下壳体组件、中间壳体以及上壳体组件从上自下依次固定形成整体,T型壳体组件上包括贯穿整体的轴承孔以及贯穿中间壳体的“8”字齿轮腔孔或异形腔孔;2)将上壳体组件通过夹具板与机床工作台面定位压紧;3)加工T型壳体上的轴承孔和中间壳体上的“8”字齿轮腔孔或异形腔孔;轴承孔为通孔和盲孔。本发明T型壳体组件定位准确,组合装夹紧密,操作稳定可靠,保证加工质量;加工的尺寸符合技术要求;能有效防止加工时划伤上壳体表面。

连接涡轮机系统中的内壳体和外壳体的管道组件和方法.pdf
本发明公开了用于连接涡轮机系统中的内壳体和外壳体的管道组件和方法。该管道组件包括用于连接到内壳体的内配件和用于连接到外壳体的外配件。该管道组件还包括衰减元件,该衰减元件在内配件和外配件之间延伸、并且包括衰减弯曲部。衰减弯曲部允许衰减元件在纵向方向、径向方向或切向方向中的至少一个方向上的运动。