
航空发动机高温涡轮机匣部位的振动测试方法.pdf

猫巷****正德

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
航空发动机高温涡轮机匣部位的振动测试方法.pdf
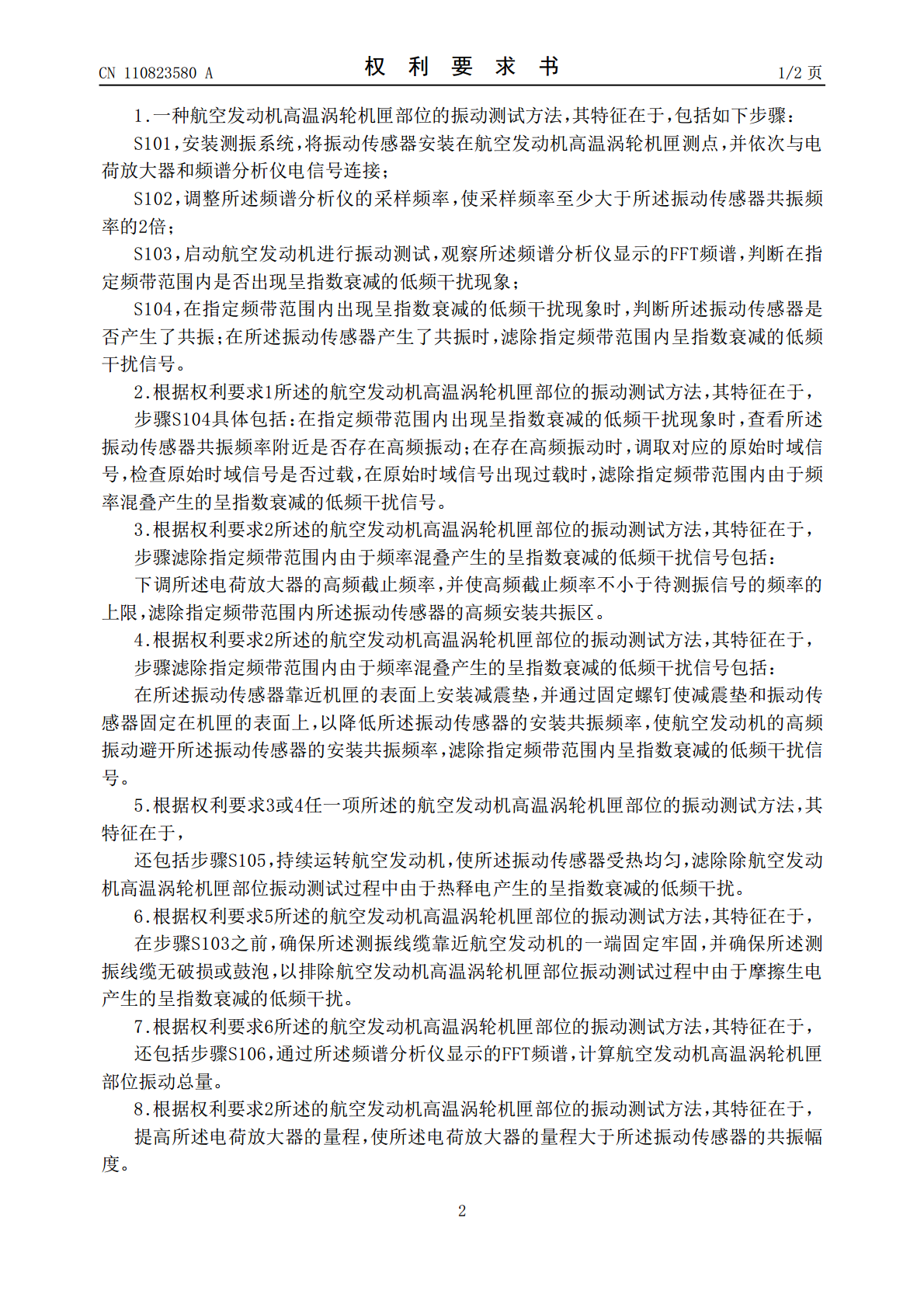
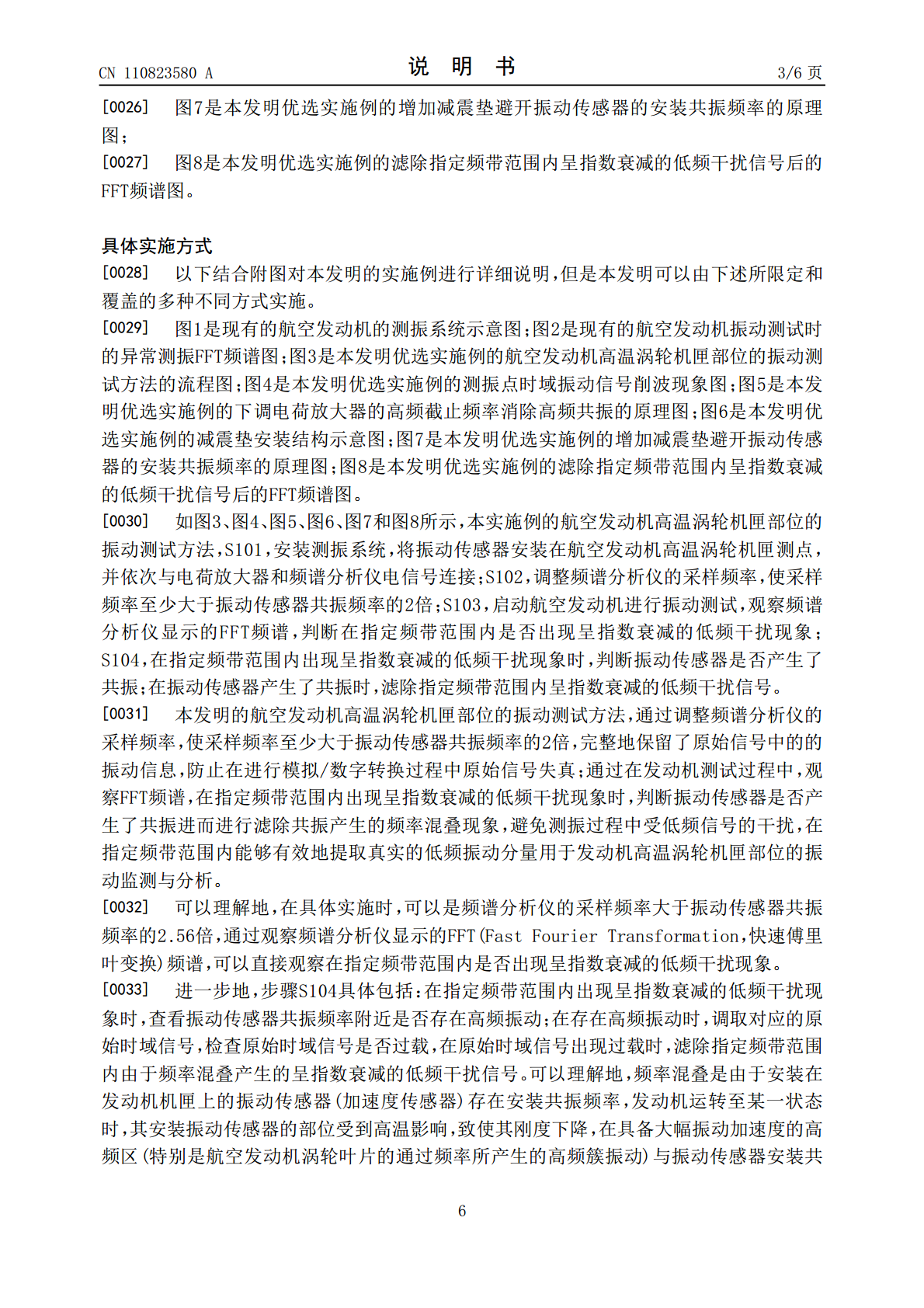
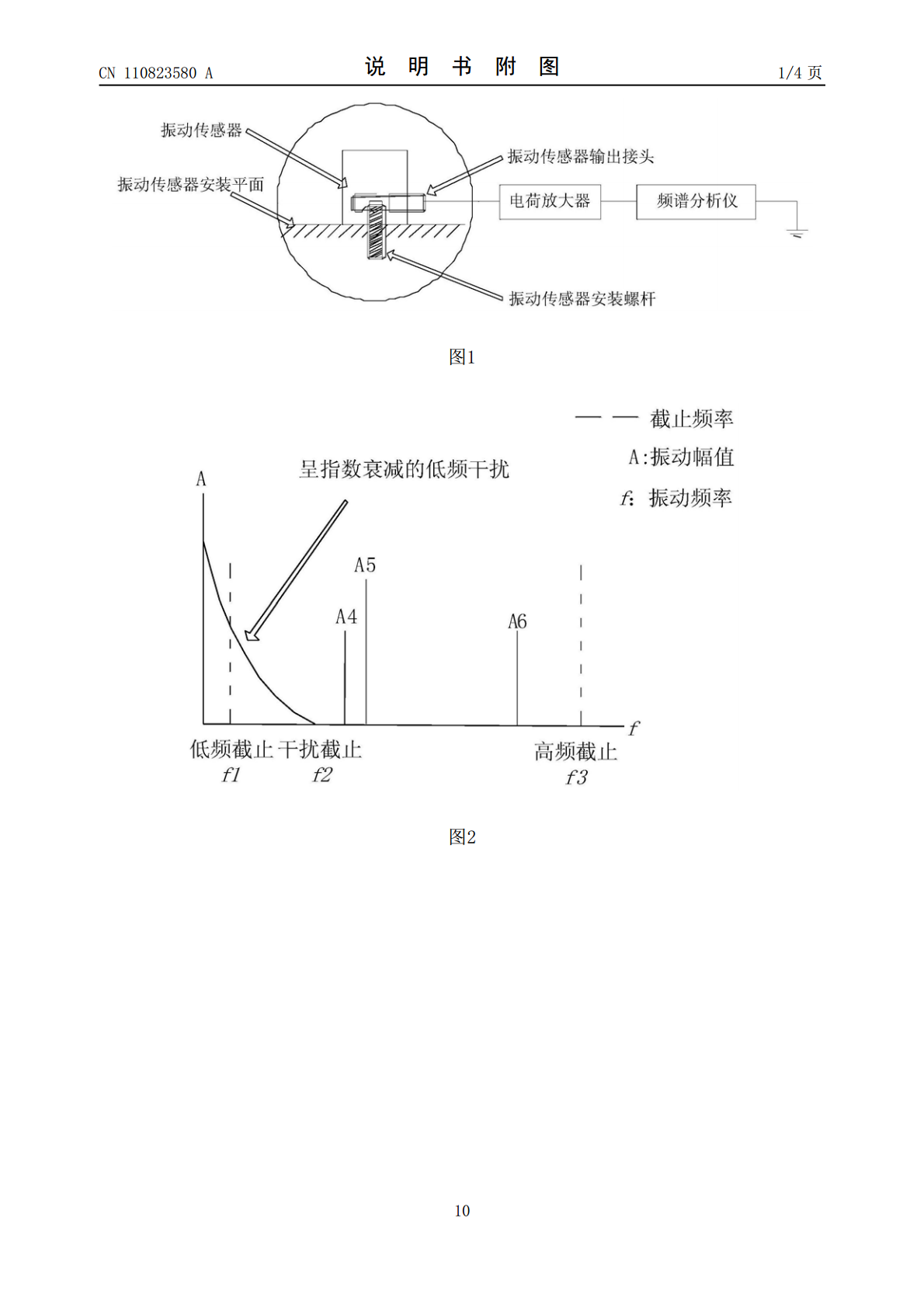
本发明公开了一种航空发动机高温涡轮机匣部位的振动测试方法,包括如下步骤:安装测振系统,将振动传感器安装在航空发动机高温涡轮机匣测点,并依次与电荷放大器和频谱分析仪电信号连接;调整频谱分析仪的采样频率,使采样频率至少大于振动传感器共振频率的2倍;观察频谱分析仪显示的FFT频谱,判断在指定频带范围内是否出现呈指数衰减的低频干扰现象;在指定频带范围内出现呈指数衰减的低频干扰现象时,滤除指定频带范围内呈指数衰减的低频干扰信号。本发明的航空发动机高温涡轮机匣部位的振动测试方法,避免测振过程中受低频信号的干扰,在指定
一种航空发动机风扇机匣小孔焊缝部位激光冲击强化方法.pdf
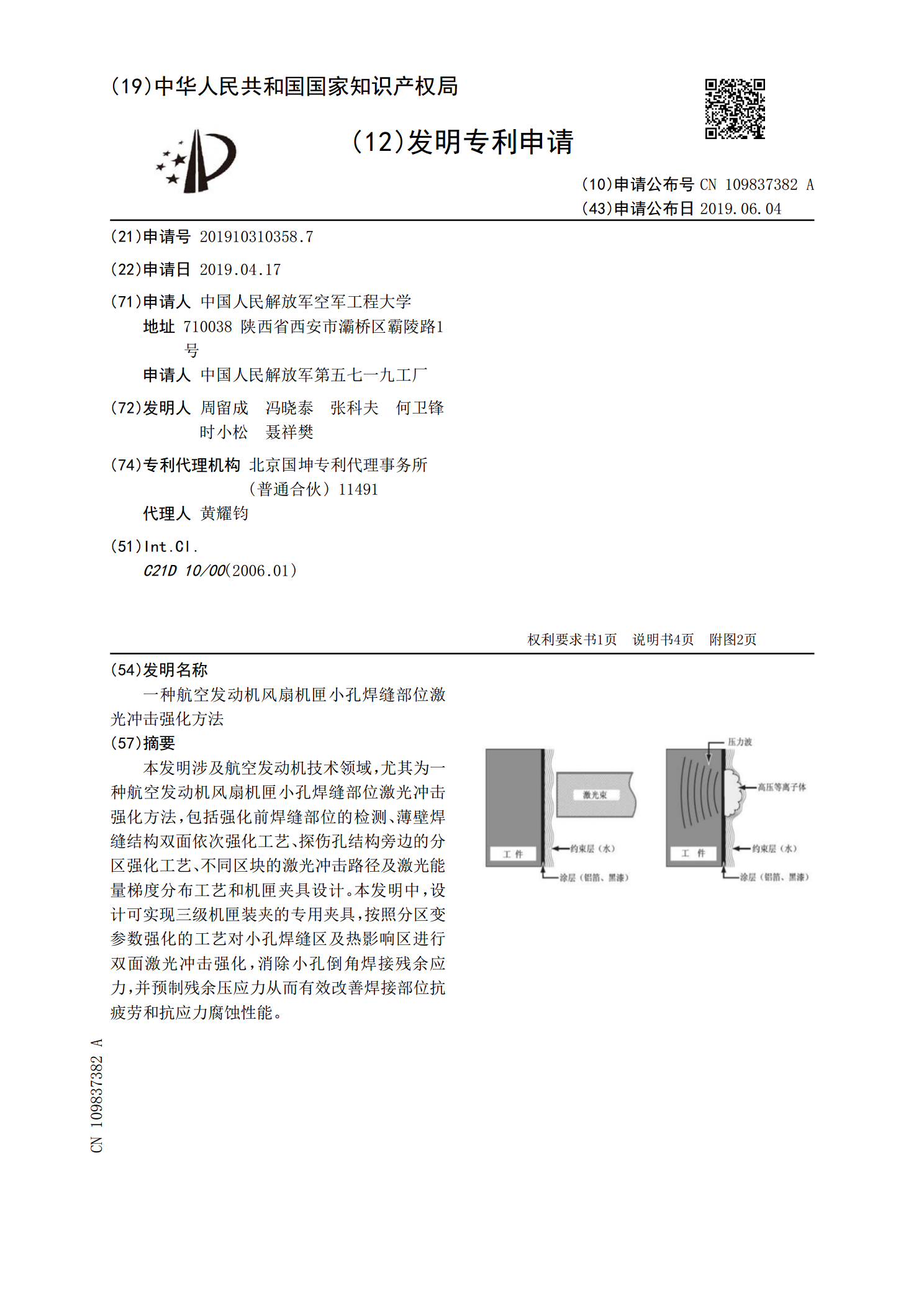
本发明涉及航空发动机技术领域,尤其为一种航空发动机风扇机匣小孔焊缝部位激光冲击强化方法,包括强化前焊缝部位的检测、薄壁焊缝结构双面依次强化工艺、探伤孔结构旁边的分区强化工艺、不同区块的激光冲击路径及激光能量梯度分布工艺和机匣夹具设计。本发明中,设计可实现三级机匣装夹的专用夹具,按照分区变参数强化的工艺对小孔焊缝区及热影响区进行双面激光冲击强化,消除小孔倒角焊接残余应力,并预制残余压应力从而有效改善焊接部位抗疲劳和抗应力腐蚀性能。
一种航空发动机高温合金机匣组件的气保钎焊方法.pdf
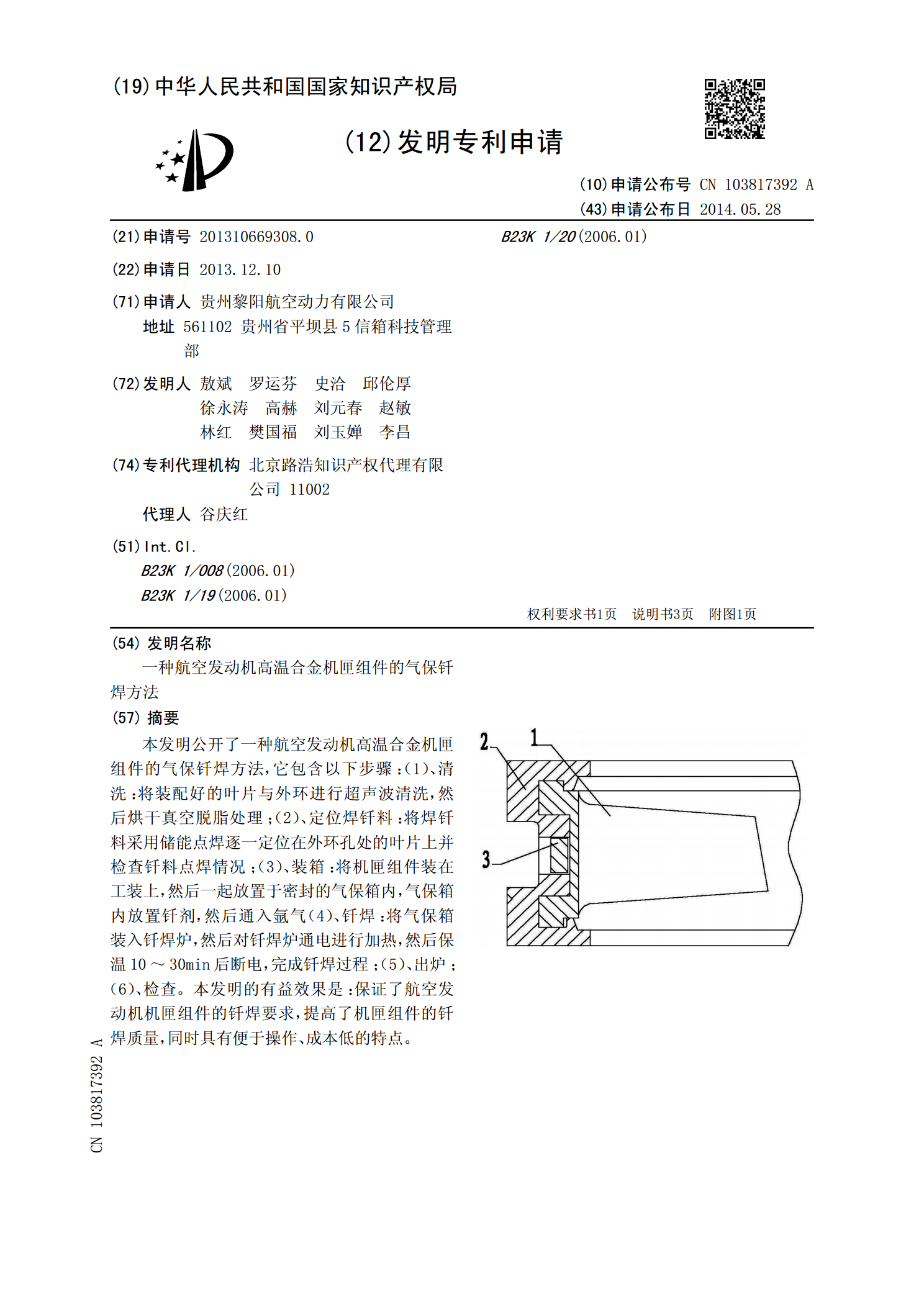
本发明公开了一种航空发动机高温合金机匣组件的气保钎焊方法,它包含以下步骤:(1)、清洗:将装配好的叶片与外环进行超声波清洗,然后烘干真空脱脂处理;(2)、定位焊钎料:将焊钎料采用储能点焊逐一定位在外环孔处的叶片上并检查钎料点焊情况;(3)、装箱:将机匣组件装在工装上,然后一起放置于密封的气保箱内,气保箱内放置钎剂,然后通入氩气(4)、钎焊:将气保箱装入钎焊炉,然后对钎焊炉通电进行加热,然后保温10~30min后断电,完成钎焊过程;(5)、出炉;(6)、检查。本发明的有益效果是:保证了航空发动机机匣组件的钎

一种航空发动机用大型异形低压涡轮机匣壳体制造方法.pdf
本发明公开了一种航空发动机用大型异形低压涡轮机匣壳体制造方法,是将GH4169合金坯料倒角R20mm,采用845~855℃、975~985℃、1015~1025℃三段加热的方式对坯料进行加热,每个加热段的保温时间按照6min/10mm来计算,再经过镦粗、冲孔、胀孔、马架扩孔,最终锻件成形而制成。本发明采用大型异型轴承环件超临界轧制技术取代传统的矩形环轧制,零件金属流线完整,无需大量机械加工,性能优越;材料利用率高,节约原材料消耗;制造成本低、制造周期短;基本消除产品内部组织应力,保障产品在后续加工的性能。
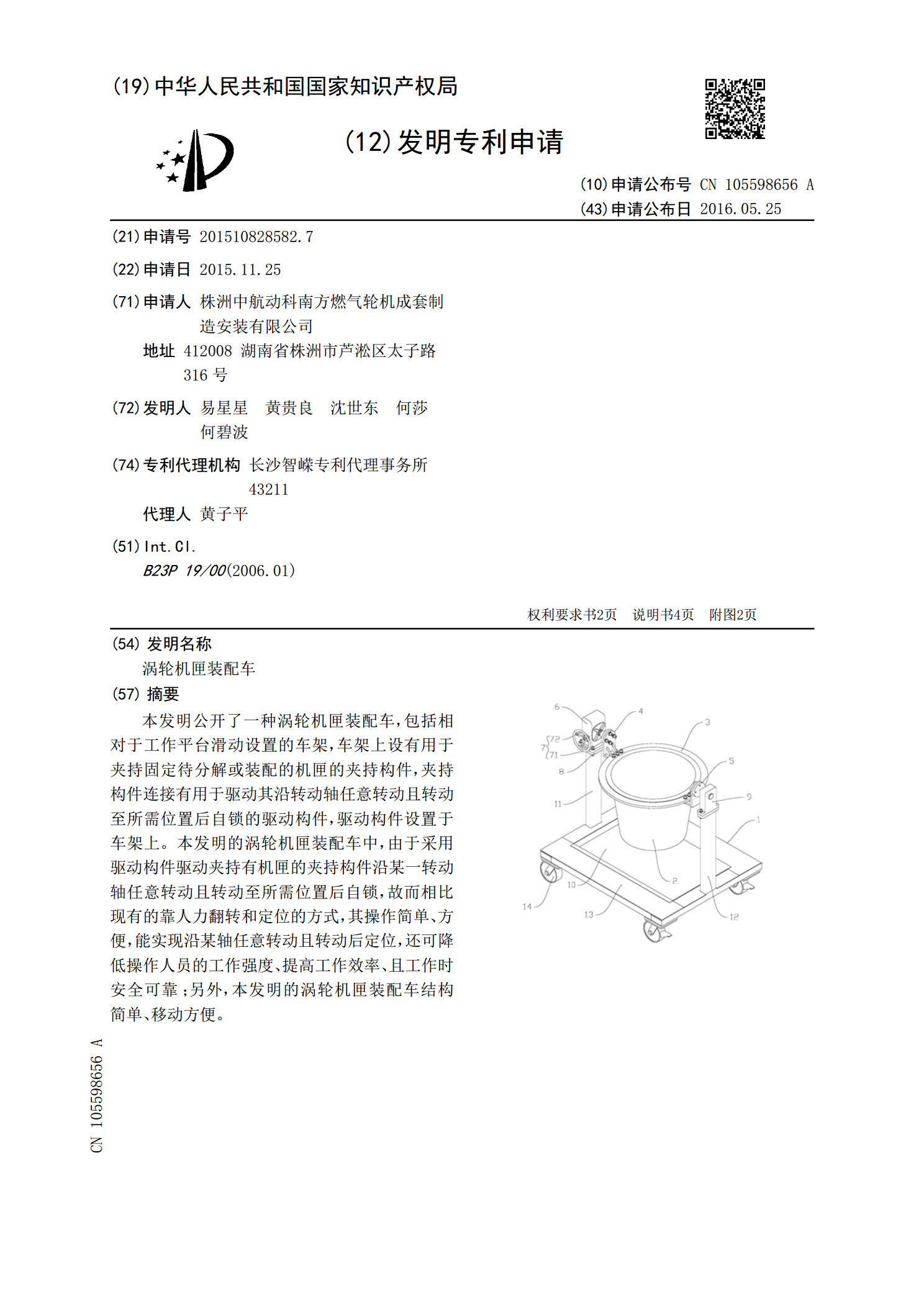
涡轮机匣装配车.pdf
本发明公开了一种涡轮机匣装配车,包括相对于工作平台滑动设置的车架,车架上设有用于夹持固定待分解或装配的机匣的夹持构件,夹持构件连接有用于驱动其沿转动轴任意转动且转动至所需位置后自锁的驱动构件,驱动构件设置于车架上。本发明的涡轮机匣装配车中,由于采用驱动构件驱动夹持有机匣的夹持构件沿某一转动轴任意转动且转动至所需位置后自锁,故而相比现有的靠人力翻转和定位的方式,其操作简单、方便,能实现沿某轴任意转动且转动后定位,还可降低操作人员的工作强度、提高工作效率、且工作时安全可靠;另外,本发明的涡轮机匣装配车结构简单