
一种带法兰GH4169低压涡轮机匣锻件的制造方法.pdf

阳炎****找我


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带法兰GH4169低压涡轮机匣锻件的制造方法.pdf
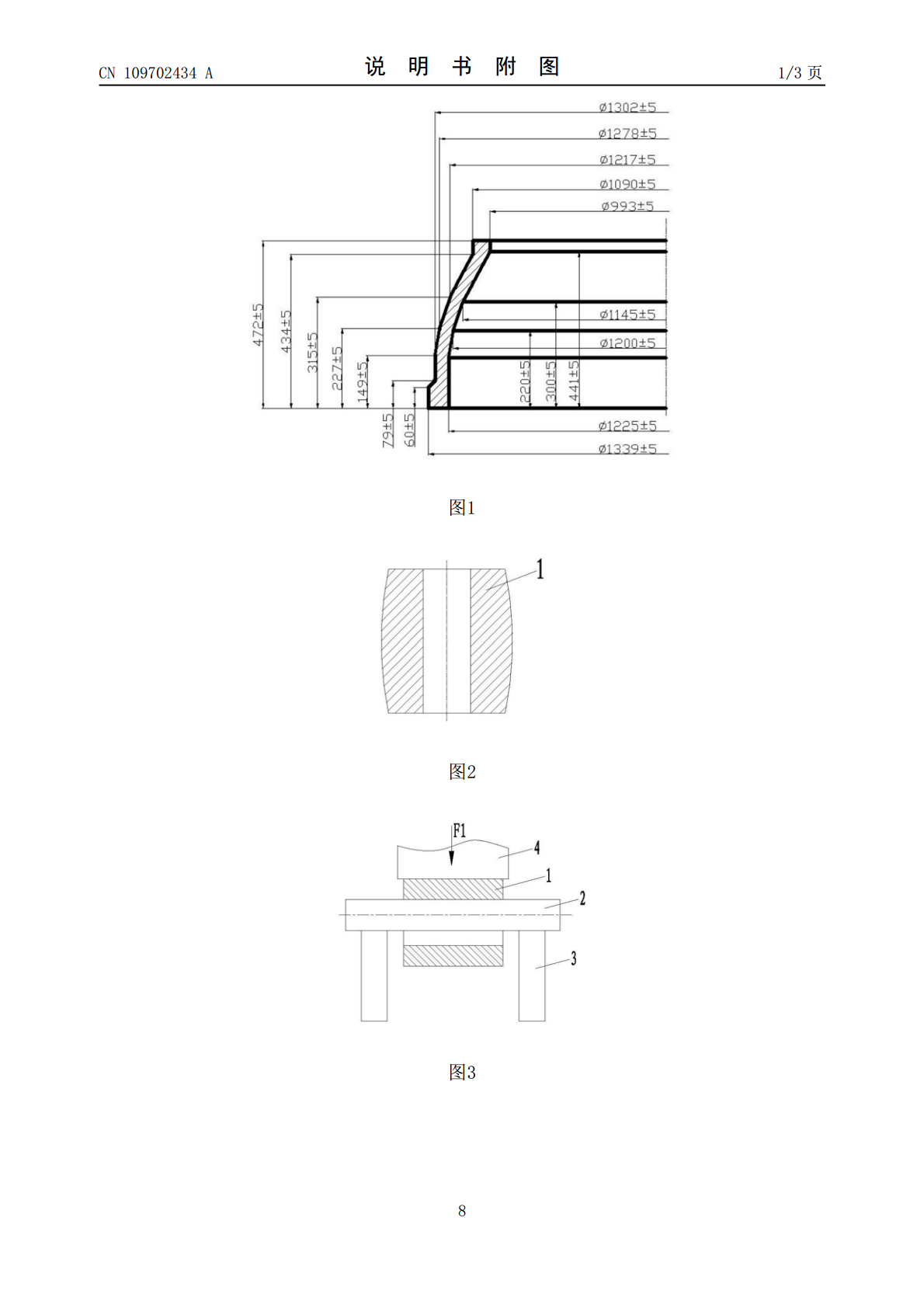
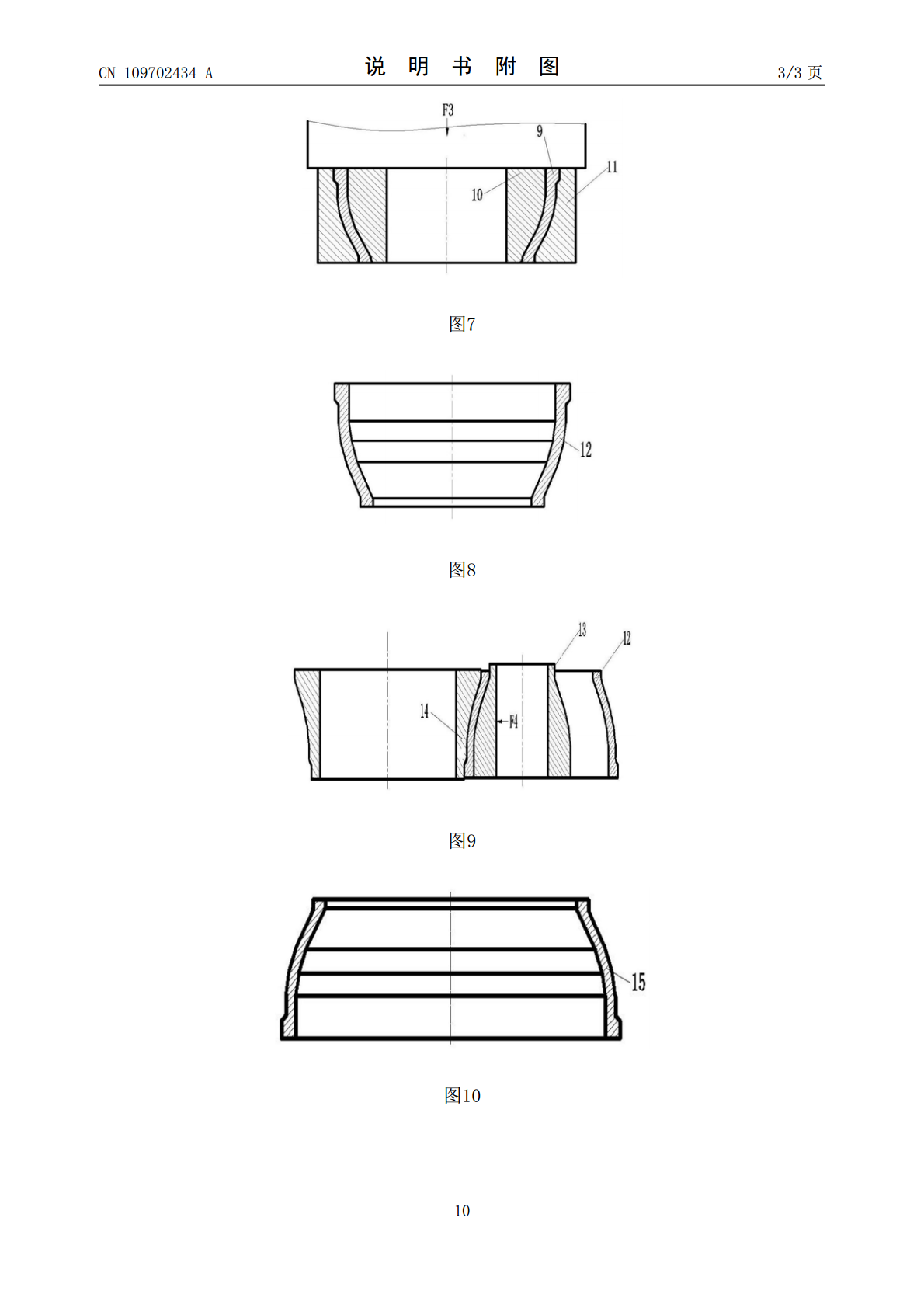
本发明属于锻件制备技术领域,尤其是一种带法兰GH4169低压涡轮机匣锻件的制造方法,采局部胎膜分料后掰形的方法生产带法兰GH4169低压涡轮机匣锻件,具体包括以下步骤:锯切,预热,镦粗、冲孔,马架扩孔,局部胎膜分料掰形,掰形。本制造方法生产的带法兰GH4169低压涡轮机匣锻件,外形尺寸满足零件加工要求,且易成形;制造过程中机加工去除的余量较小,更能保持锻件流线的完整,且后续加工的周期短,材料利用率高;内部组织均匀,不需进行焊接,从而解决了焊接带来的组织差异及变形问题;在室温和650℃下具有较高的拉伸性能,
一种GH4169低压涡轮机匣均匀化胀形的工艺.pdf
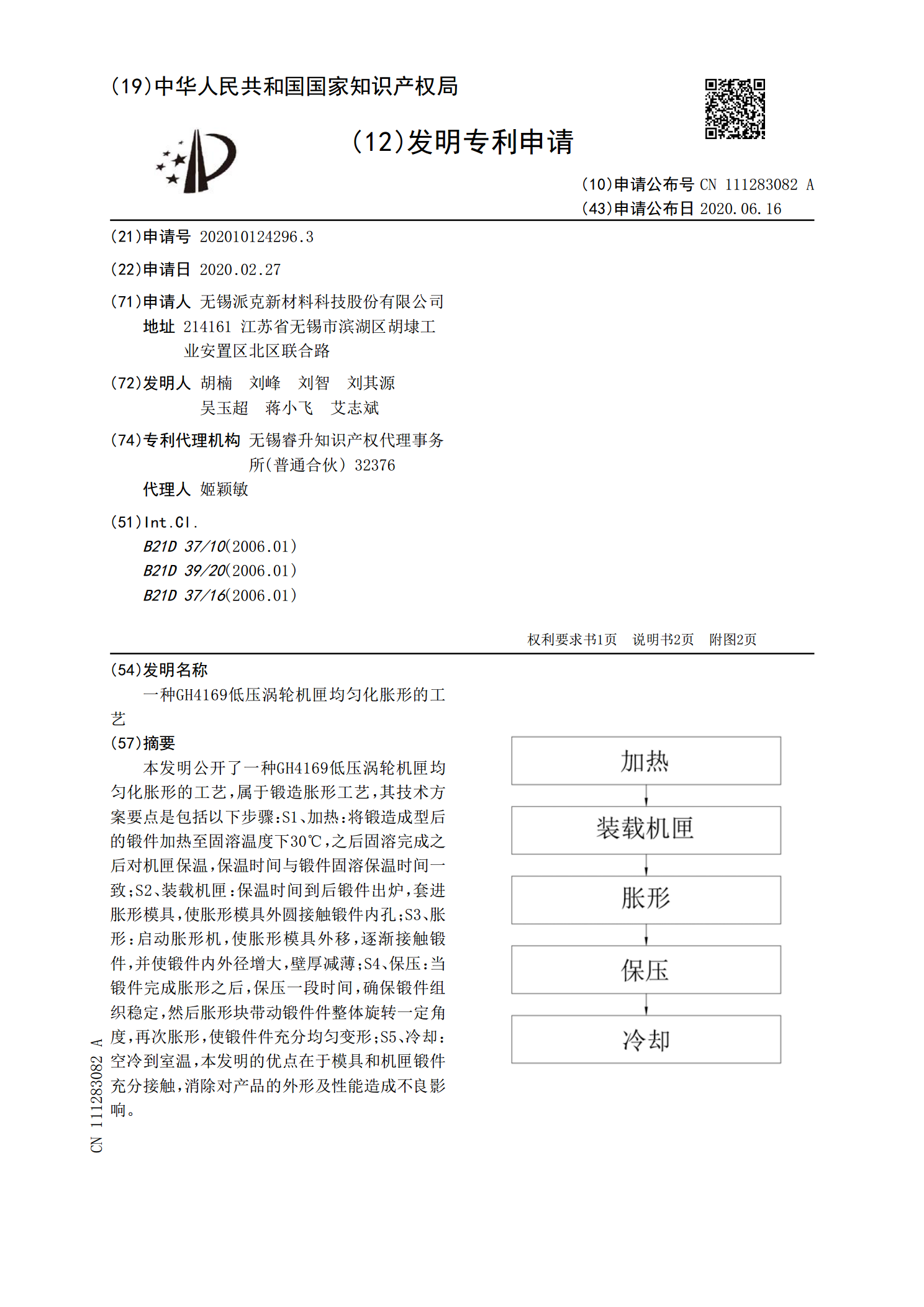
本发明公开了一种GH4169低压涡轮机匣均匀化胀形的工艺,属于锻造胀形工艺,其技术方案要点是包括以下步骤:S1、加热:将锻造成型后的锻件加热至固溶温度下30℃,之后固溶完成之后对机匣保温,保温时间与锻件固溶保温时间一致;S2、装载机匣:保温时间到后锻件出炉,套进胀形模具,使胀形模具外圆接触锻件内孔;S3、胀形:启动胀形机,使胀形模具外移,逐渐接触锻件,并使锻件内外径增大,壁厚减薄;S4、保压:当锻件完成胀形之后,保压一段时间,确保锻件组织稳定,然后胀形块带动锻件件整体旋转一定角度,再次胀形,使锻件件充分均

一种航空发动机用大型异形低压涡轮机匣壳体制造方法.pdf
本发明公开了一种航空发动机用大型异形低压涡轮机匣壳体制造方法,是将GH4169合金坯料倒角R20mm,采用845~855℃、975~985℃、1015~1025℃三段加热的方式对坯料进行加热,每个加热段的保温时间按照6min/10mm来计算,再经过镦粗、冲孔、胀孔、马架扩孔,最终锻件成形而制成。本发明采用大型异型轴承环件超临界轧制技术取代传统的矩形环轧制,零件金属流线完整,无需大量机械加工,性能优越;材料利用率高,节约原材料消耗;制造成本低、制造周期短;基本消除产品内部组织应力,保障产品在后续加工的性能。
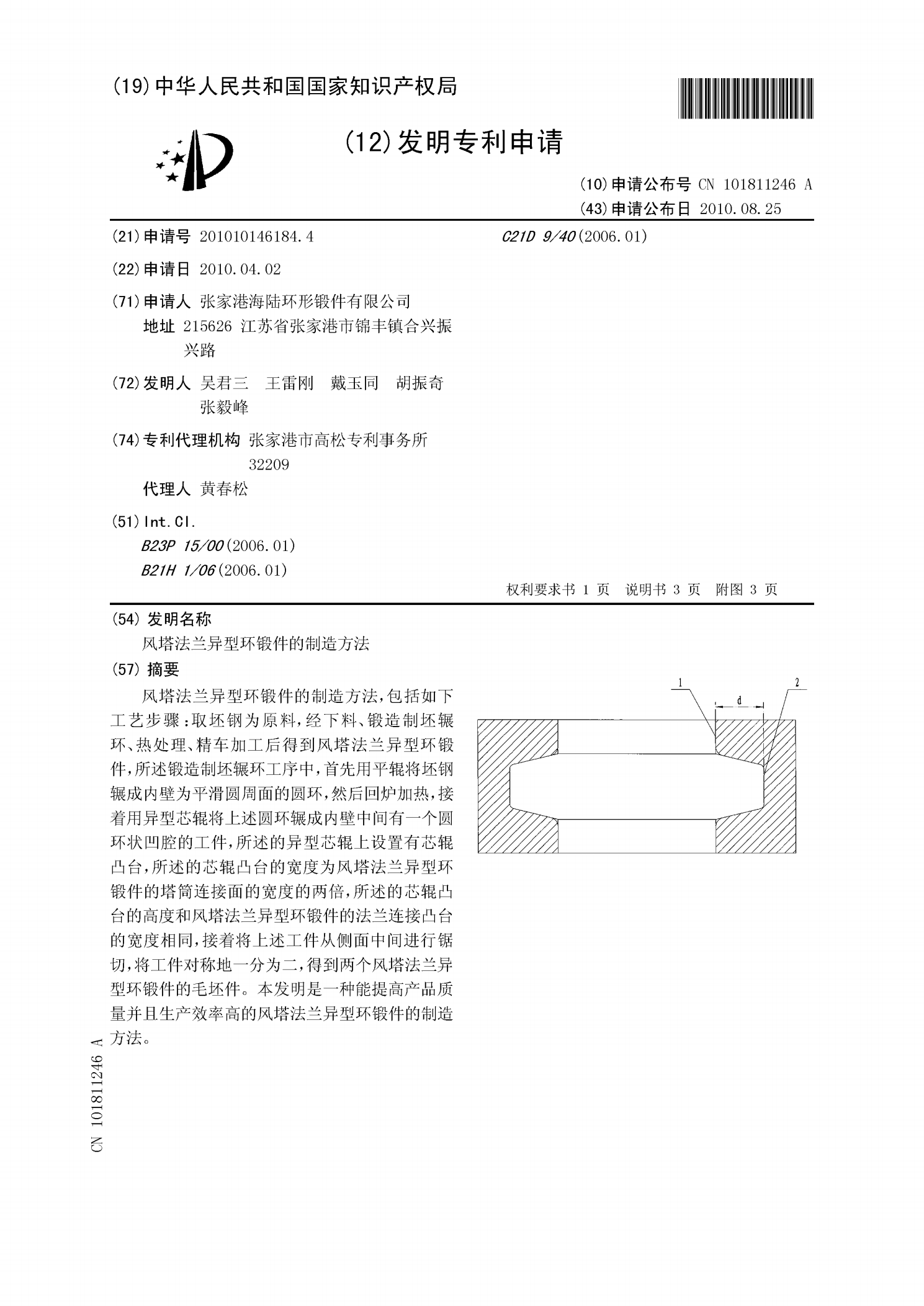
风塔法兰异型环锻件的制造方法.pdf
风塔法兰异型环锻件的制造方法,包括如下工艺步骤:取坯钢为原料,经下料、锻造制坯辗环、热处理、精车加工后得到风塔法兰异型环锻件,所述锻造制坯辗环工序中,首先用平辊将坯钢辗成内壁为平滑圆周面的圆环,然后回炉加热,接着用异型芯辊将上述圆环辗成内壁中间有一个圆环状凹腔的工件,所述的异型芯辊上设置有芯辊凸台,所述的芯辊凸台的宽度为风塔法兰异型环锻件的塔筒连接面的宽度的两倍,所述的芯辊凸台的高度和风塔法兰异型环锻件的法兰连接凸台的宽度相同,接着将上述工件从侧面中间进行锯切,将工件对称地一分为二,得到两个风塔法兰异型环
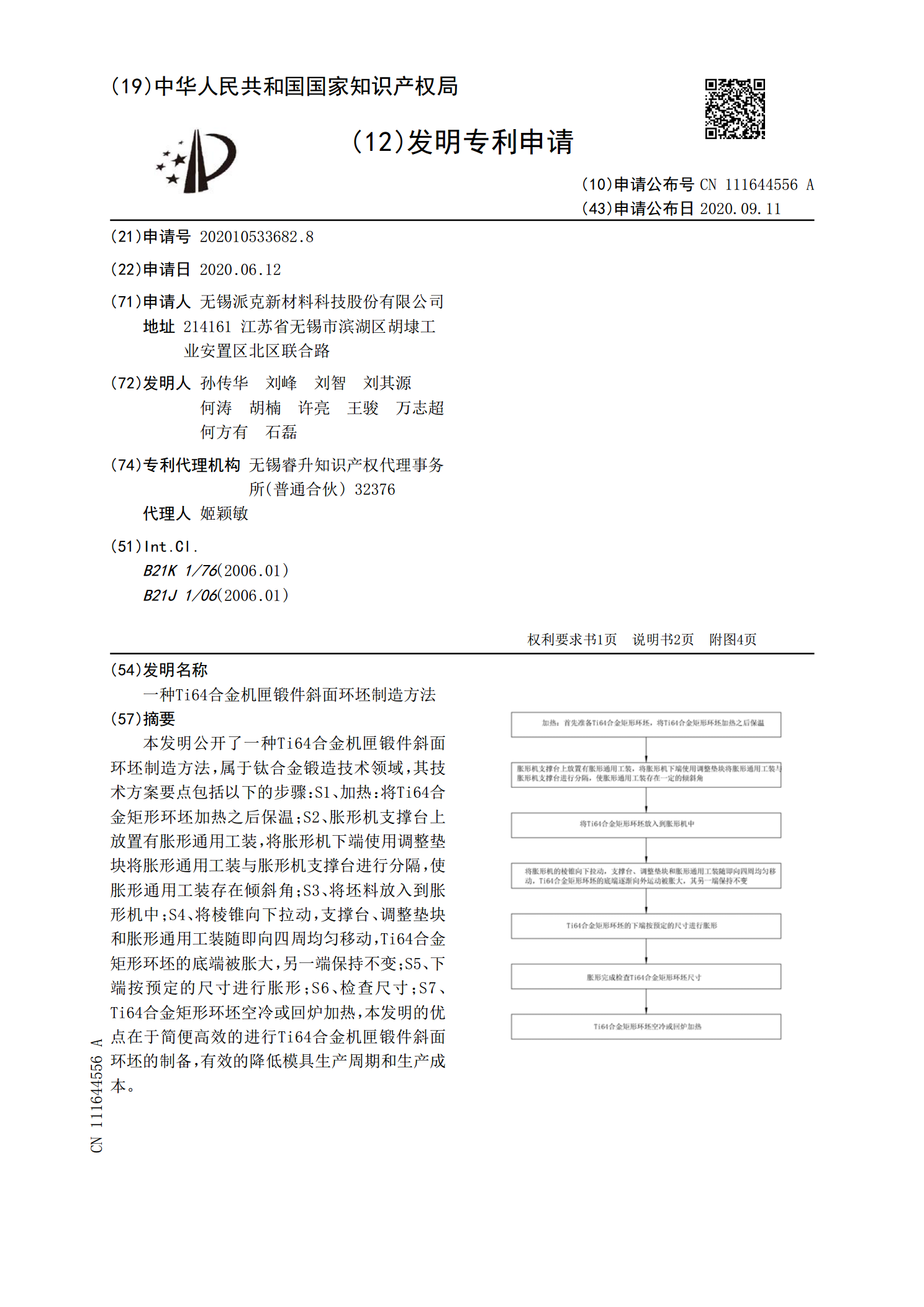
一种Ti64合金机匣锻件斜面环坯制造方法.pdf
本发明公开了一种Ti64合金机匣锻件斜面环坯制造方法,属于钛合金锻造技术领域,其技术方案要点包括以下的步骤:S1、加热:将Ti64合金矩形环坯加热之后保温;S2、胀形机支撑台上放置有胀形通用工装,将胀形机下端使用调整垫块将胀形通用工装与胀形机支撑台进行分隔,使胀形通用工装存在倾斜角;S3、将坯料放入到胀形机中;S4、将棱锥向下拉动,支撑台、调整垫块和胀形通用工装随即向四周均匀移动,Ti64合金矩形环坯的底端被胀大,另一端保持不变;S5、下端按预定的尺寸进行胀形;S6、检查尺寸;S7、Ti64合金矩形环坯空