
一种弧齿锥齿轮拉齿加工方法及拉齿机床.pdf

宛菡****魔王


1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种弧齿锥齿轮拉齿加工方法及拉齿机床.pdf
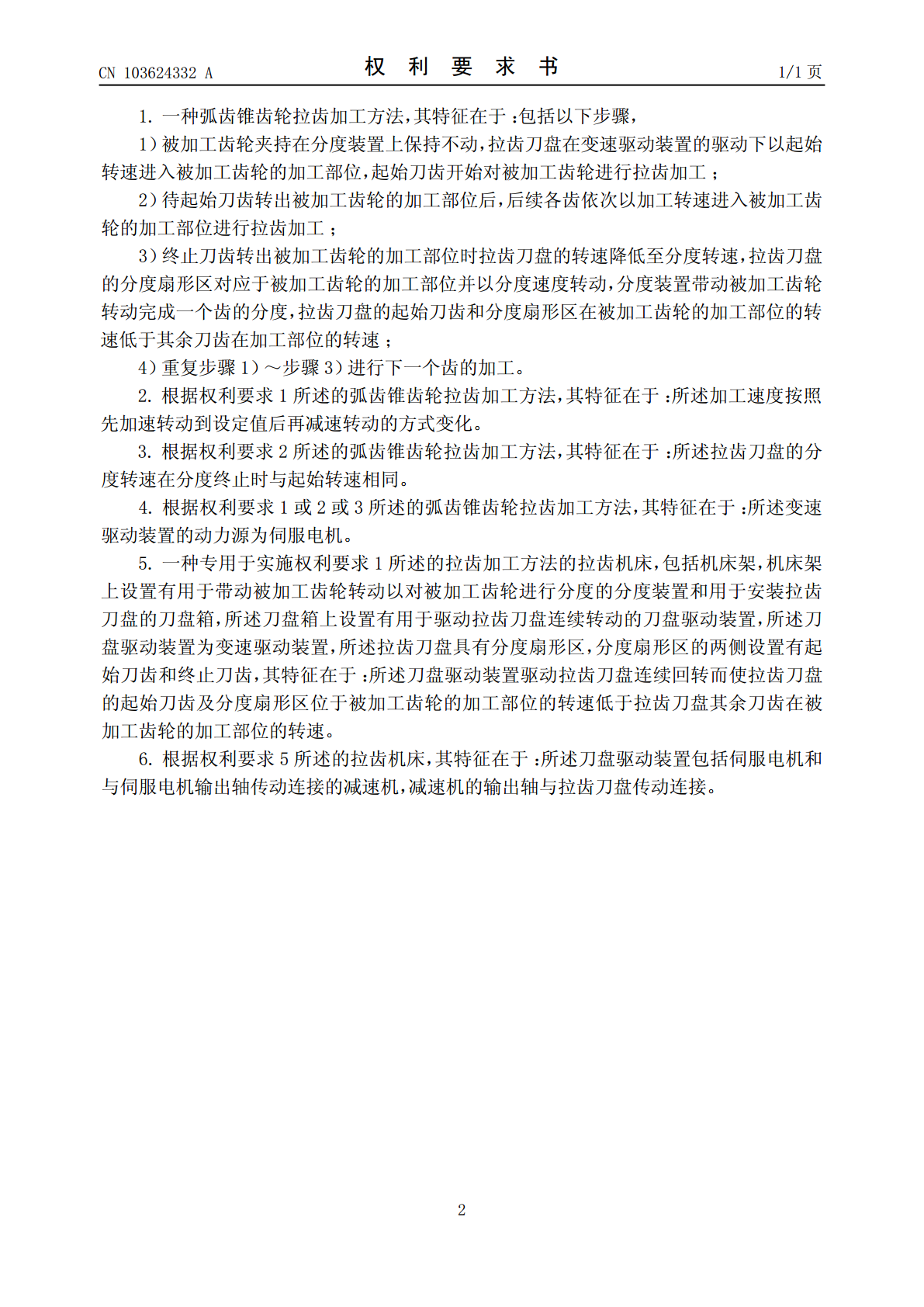
本发明涉及一种弧齿锥齿轮拉齿加工方法,包括以下步骤,1)被加工齿轮夹持在分度装置上保持不动,拉齿刀盘的起始刀齿以起始速度转动进入加工部位进行拉齿加工;2)后续各齿依次以加工速度转动并进入加工部位进行加工,直至终止刀齿转出加工部位;3)拉齿刀盘的分度扇形区对应于加工部位以分度速度转动,分度装置带动被加工齿轮旋转完成分度,拉齿刀盘的起始刀齿和分度扇形区在加工部位的转速低于其余刀齿在加工部位的转速;4)重复步骤1)~3)进行下一个齿的加工。本发明还涉及专用于实施上述方法的拉齿机床,拉齿机床的起始刀齿和分度扇形区
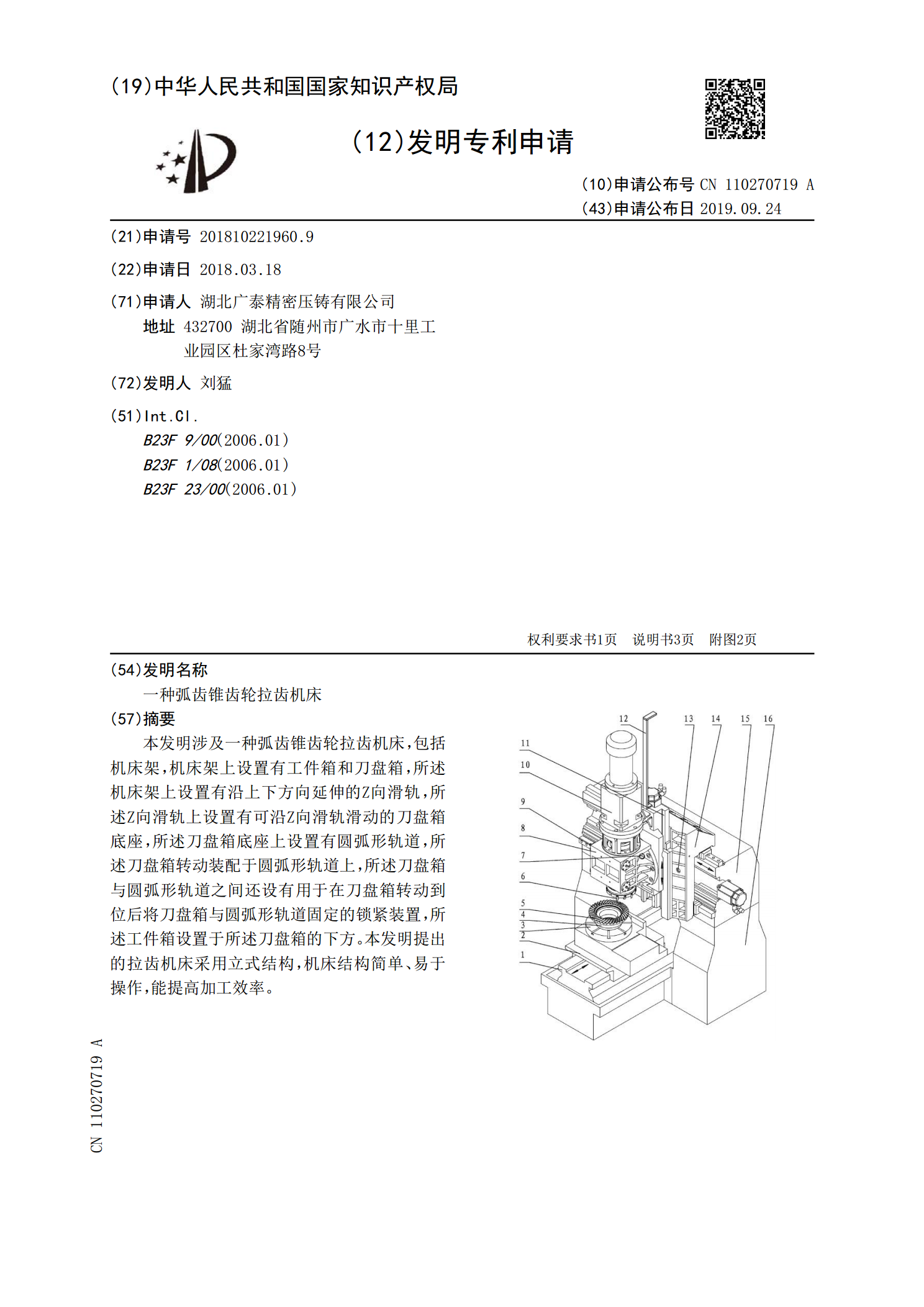
一种弧齿锥齿轮拉齿机床.pdf
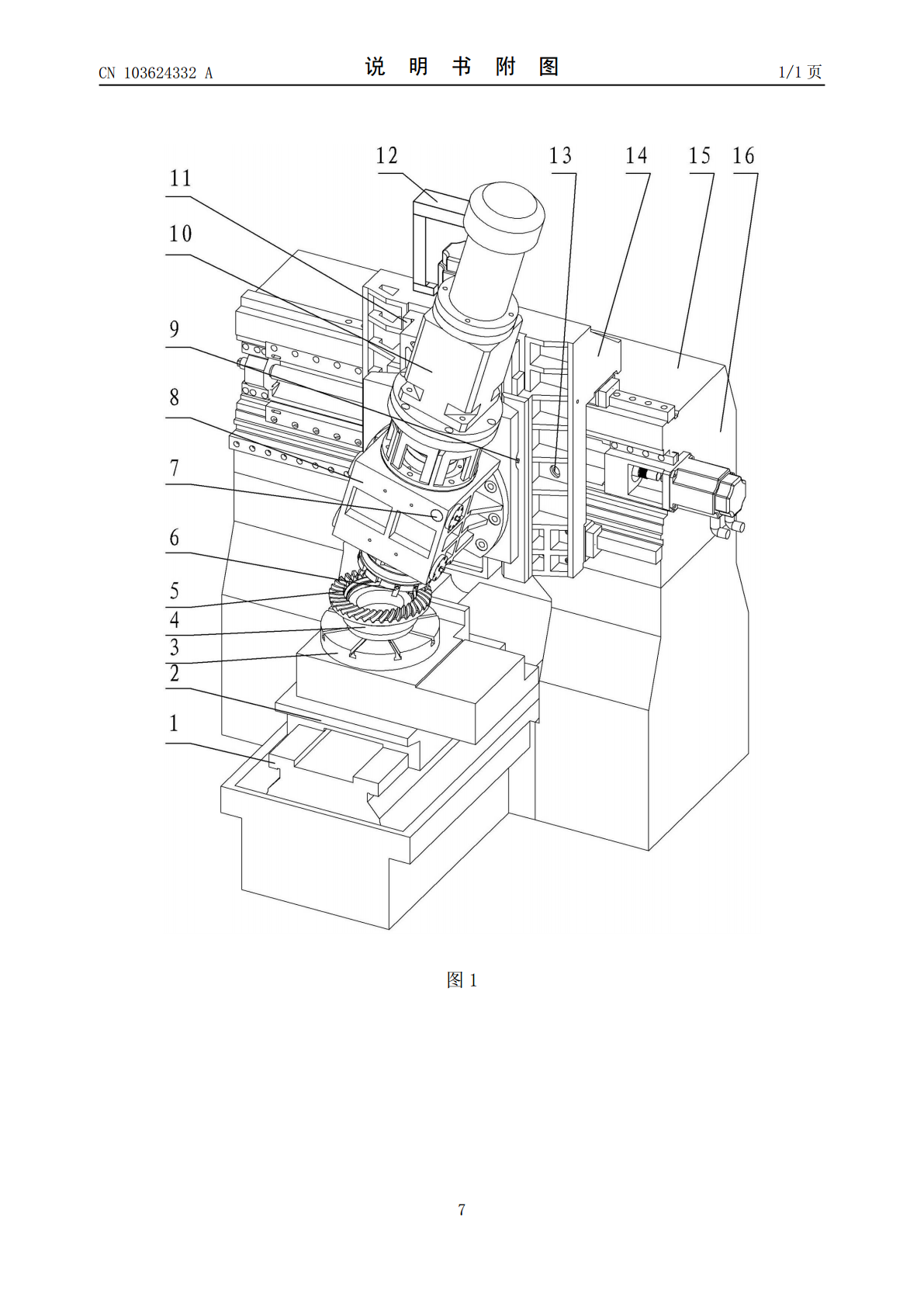
本发明涉及一种弧齿锥齿轮拉齿机床,包括机床架,机床架上设置有工件箱和刀盘箱,所述机床架上设置有沿上下方向延伸的Z向滑轨,所述Z向滑轨上设置有可沿Z向滑轨滑动的刀盘箱底座,所述刀盘箱底座上设置有圆弧形轨道,所述刀盘箱转动装配于圆弧形轨道上,所述刀盘箱与圆弧形轨道之间还设有用于在刀盘箱转动到位后将刀盘箱与圆弧形轨道固定的锁紧装置,所述工件箱设置于所述刀盘箱的下方。本发明提出的拉齿机床采用立式结构,机床结构简单、易于操作,能提高加工效率。
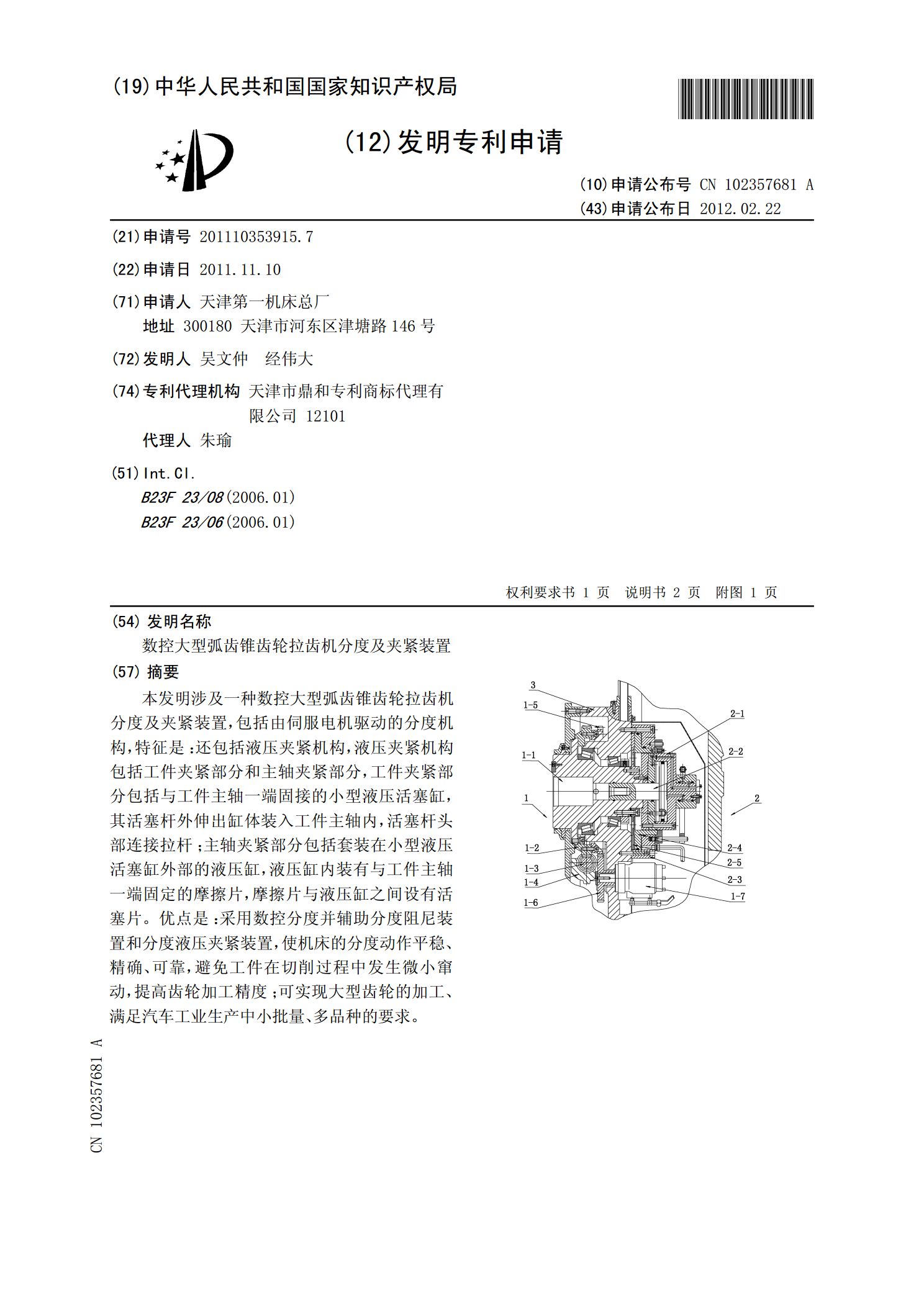
数控大型弧齿锥齿轮拉齿机分度及夹紧装置.pdf
本发明涉及一种数控大型弧齿锥齿轮拉齿机分度及夹紧装置,包括由伺服电机驱动的分度机构,特征是:还包括液压夹紧机构,液压夹紧机构包括工件夹紧部分和主轴夹紧部分,工件夹紧部分包括与工件主轴一端固接的小型液压活塞缸,其活塞杆外伸出缸体装入工件主轴内,活塞杆头部连接拉杆;主轴夹紧部分包括套装在小型液压活塞缸外部的液压缸,液压缸内装有与工件主轴一端固定的摩擦片,摩擦片与液压缸之间设有活塞片。优点是:采用数控分度并辅助分度阻尼装置和分度液压夹紧装置,使机床的分度动作平稳、精确、可靠,避免工件在切削过程中发生微小窜动,提
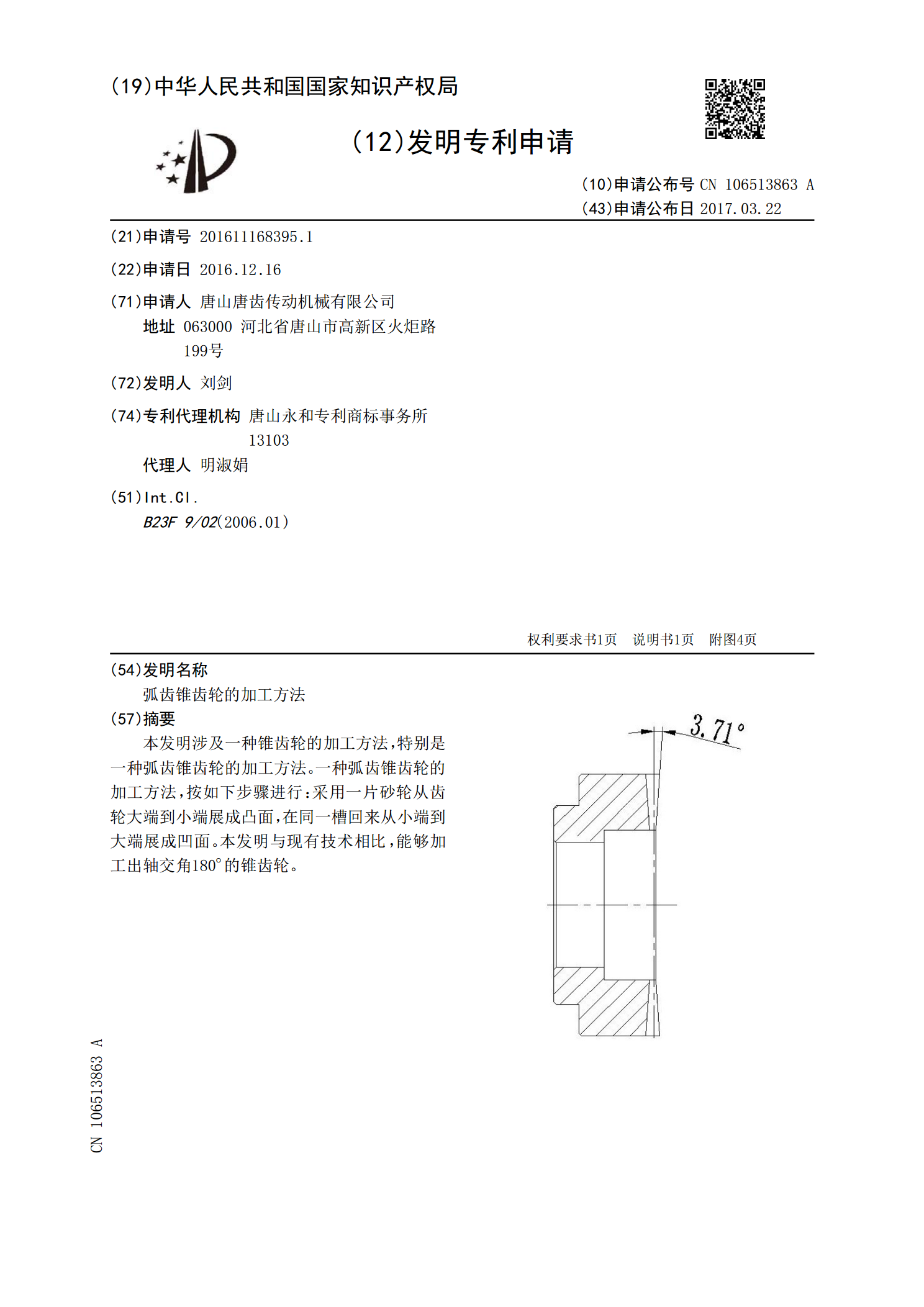
弧齿锥齿轮的加工方法.pdf
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。
一种弧齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf
本发明公开了一种弧齿锥齿轮及准双曲面齿轮的齿面加工方法,将砂轮安装于全数控螺旋锥齿轮加工机床上,根据待加工的弧齿锥齿轮或准双曲面齿轮的设计要求和所述砂轮的几何参数分析得到凹面调整参数和凸面调整参数,先调用所述凹面调整参数或所述凸面调整参数完成所述弧齿锥齿轮或准双曲面齿轮的凹面加工或凸面加工,再对应完成凸面加工或凹面加工。本发明通过一套机床、一个砂轮同时完成弧齿锥齿轮或准双曲面齿轮的凹面磨齿加工、凸面磨齿加工,具备加工效率高、精度高的优点,同时针对凹面、凸面分别设计一套机床调整参数,使得凹面、凸面的齿形、齿