
弧齿锥齿轮的加工方法.pdf

fu****级甜


1/7

2/7
3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
弧齿锥齿轮的加工方法.pdf
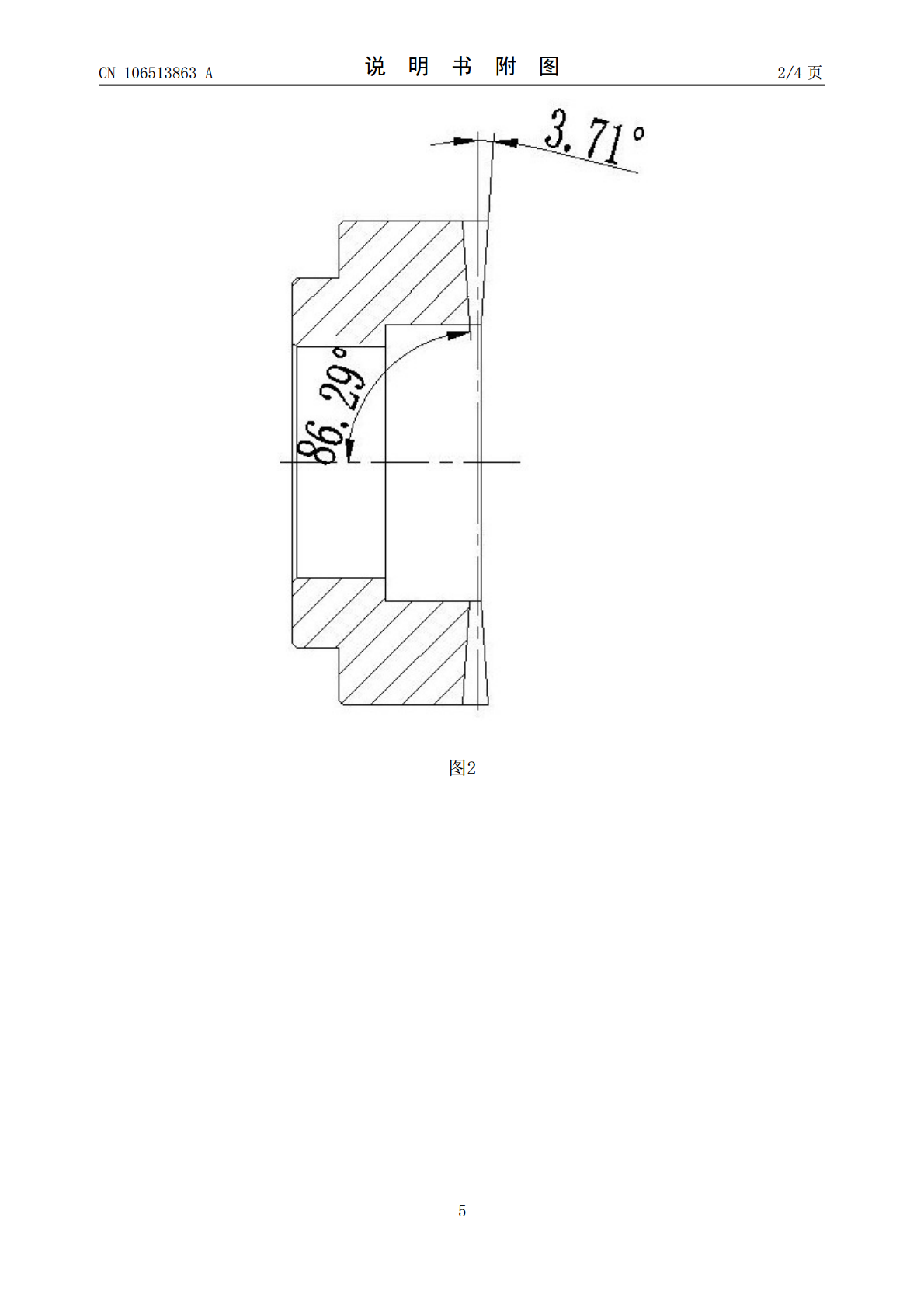
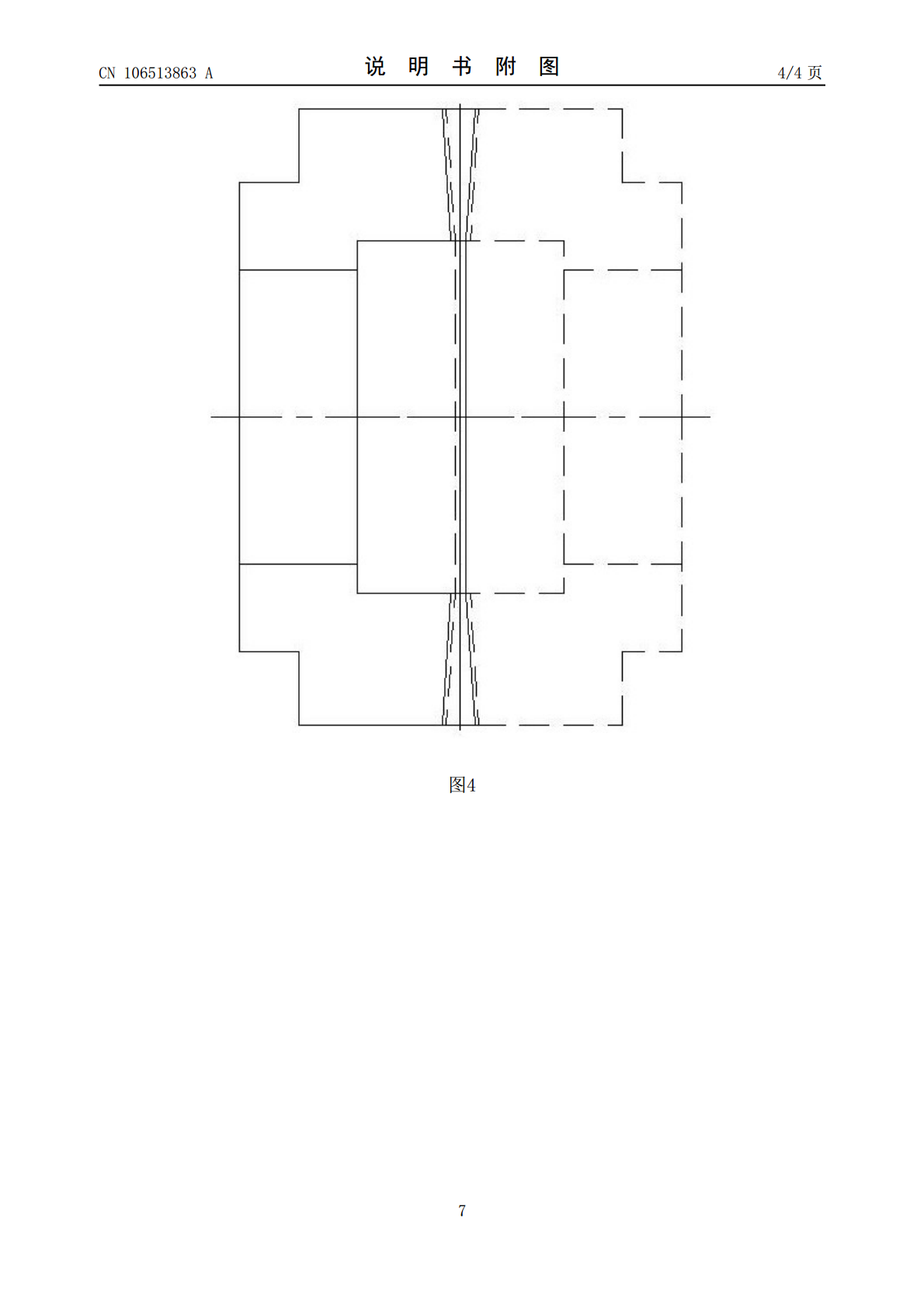
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。

弧齿锥齿轮精加工工艺方法综述.docx
弧齿锥齿轮精加工工艺方法综述弧齿锥齿轮是一种重要的传动装置,在机械制造领域中应用广泛。其精密加工工艺方法对于提高齿轮传动的精度和效率至关重要。本文将综述弧齿锥齿轮精加工的工艺方法,包括数控磨削、滚削、调整等方法,并对其优缺点进行讨论。一、数控磨削法数控磨削是一种常用的弧齿锥齿轮精加工方法。其主要特点是能够实现高精度的齿轮加工,提高传动效率,减小齿轮噪音。数控磨削操作简单,适用于复杂形状的齿轮加工。数控磨削工艺方法包括以下几个步骤:1、选择合适的磨削工具和磨削参数;2、将工件夹持在磨床上,并调整磨削刀具与工
小模数弧齿锥齿轮的加工.ppt
弧齿锥齿轮的加工加工原理-局部共轭原理常规方法-工艺节锥与切齿节锥分析格里森技术的发展-局部综合法局部综合法的基本思想小模数工业弧齿锥齿轮的加工小模数弧齿的正确加工方法小模数弧齿的模具加工小模数弧齿大轮的粉末冶金成形

等高齿弧齿锥齿轮加工工艺研究.docx
等高齿弧齿锥齿轮加工工艺研究等高齿弧齿锥齿轮加工工艺研究摘要:等高齿弧齿锥齿轮是一种常见的传动元件,在机械领域中广泛应用。本文以等高齿弧齿锥齿轮的加工工艺为研究对象,探讨了其加工方法、加工工艺及加工质量控制等方面的问题。结果表明,合理选择加工方法和工艺参数,严格控制加工精度,能够提高等高齿弧齿锥齿轮的加工质量和使用性能。关键词:等高齿弧齿锥齿轮;加工工艺;加工精度;加工质量1.绪论等高齿弧齿锥齿轮是一种常见的齿轮传动元件,具有结构简单、传动效率高等特点,在汽车、机床、飞机等机械设备中被广泛应用。其加工工艺

等高齿弧齿锥齿轮加工工艺研究.docx
等高齿弧齿锥齿轮加工工艺研究摘要:本文主要探讨了等高齿弧齿锥齿轮的加工工艺研究问题。随着机械制造行业的不断发展,精度和耐用性越来越成为消费者选择产品的标准之一。因此,在锥齿轮设计和加工过程中,精度的控制和优化是至关重要的。本文介绍了锥齿轮的相关知识以及加工工艺的流程和方法,重点讨论了等高齿弧齿锥齿轮的加工技术和精度的控制,最后提出了一些未来发展的方向。关键词:锥齿轮;等高齿弧齿;精度;加工工艺研究一、引言锥齿轮是机械传动中常用的零部件,它具有传动力矩大、速度比稳定、噪声小等优点,广泛应用于重型机械、汽车、