
测量型芯组装体的轮廓形状的装置以及使用该装置的生胎的检查方法.pdf

黛娥****ak

1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
测量型芯组装体的轮廓形状的装置以及使用该装置的生胎的检查方法.pdf
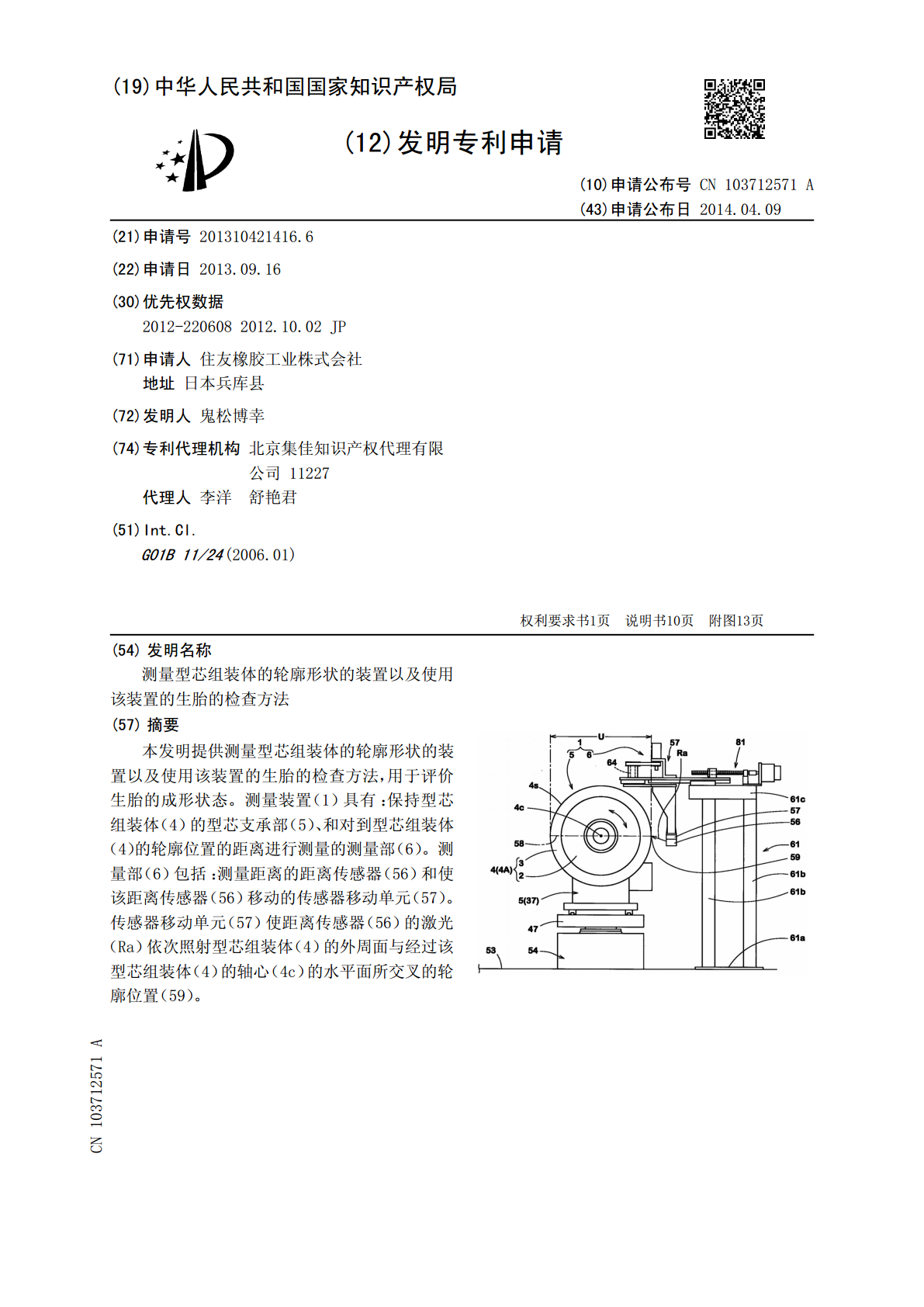
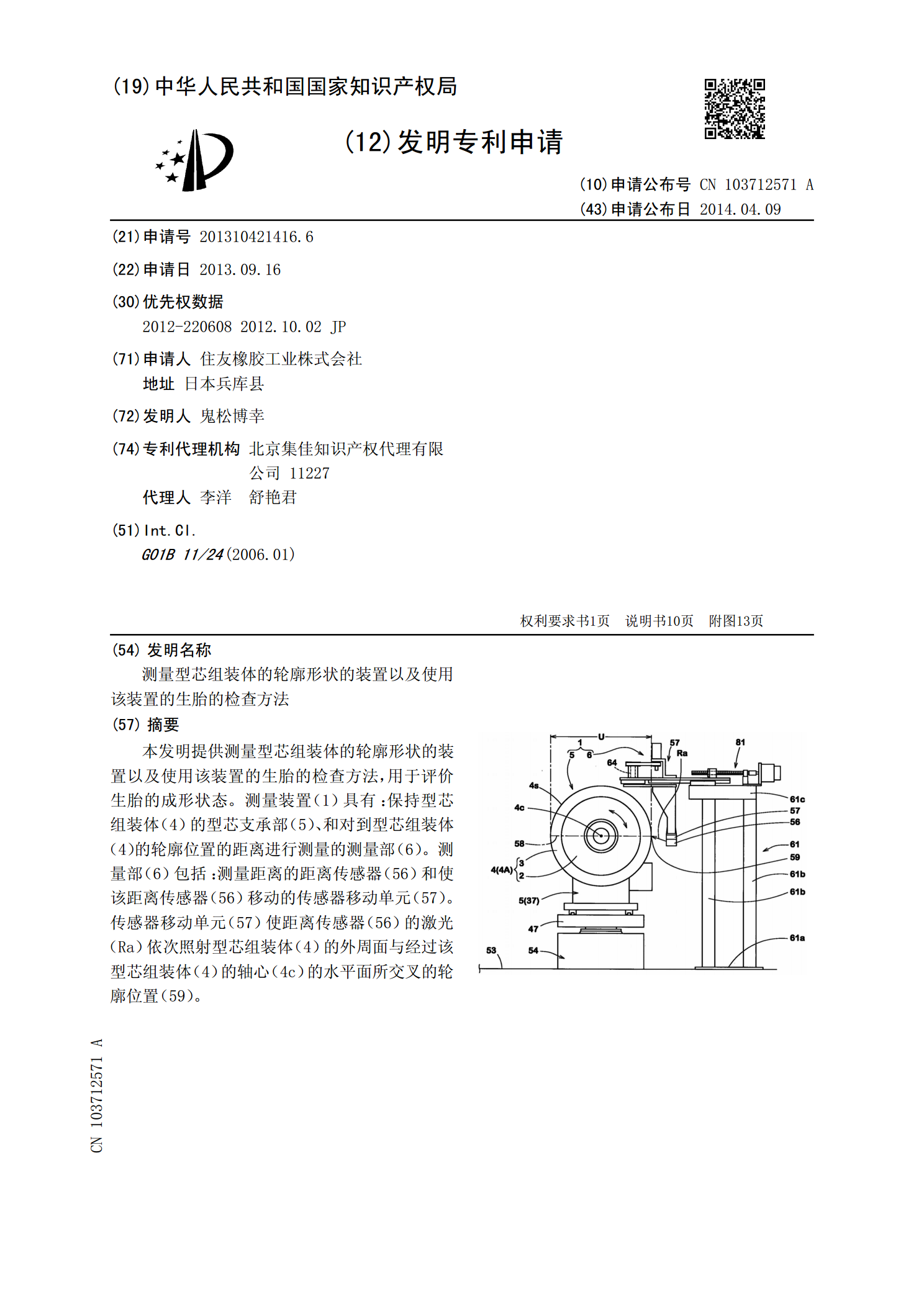
本发明提供测量型芯组装体的轮廓形状的装置以及使用该装置的生胎的检查方法,用于评价生胎的成形状态。测量装置(1)具有:保持型芯组装体(4)的型芯支承部(5)、和对到型芯组装体(4)的轮廓位置的距离进行测量的测量部(6)。测量部(6)包括:测量距离的距离传感器(56)和使该距离传感器(56)移动的传感器移动单元(57)。传感器移动单元(57)使距离传感器(56)的激光(Ra)依次照射型芯组装体(4)的外周面与经过该型芯组装体(4)的轴心(4c)的水平面所交叉的轮廓位置(59)。

型芯组装体的检查方法.pdf
本发明提供一种能够正确地求出测量装置的测量误差的型芯组装体的检查方法。型芯组装体(4)的检查方法包括:在轮胎的连续生产线(M)上利用测量装置(1)测量在型芯(2)的外表面形成有生胎(3)的型芯组装体的轮廓形状的工序(S1);和通过对型芯组装体的轮廓形状与评价基准数据(D)进行比较而评价型芯组装体的成形状态的评价工序(S2)。该检查方法还包括:对连续生产线供给具有与型芯组装体近似的轮廓形状、且轮廓形状为已知的轮廓形状的主模具(88)的工序(S3);测量主模具的轮廓形状的主模具测量工序(S4);以及根据主模具

圆筒形状的被测量体的测量装置和测量方法以及轮胎外观检查装置.pdf
本发明提供圆筒形状的被测量体的测量装置和测量方法以及轮胎外观检查装置。为了自动测量圆筒形状的物体的高度、内表面和外表面的尺寸和形状,由测量头(2)、高度位移测量器(6)、运算处理装置构成,该测量头(2)跟随由与测量台(1)一体形成的支柱(1c)支承的定位引导件(1b)上下移动,高度位移测量器(6)由设于测量台(1)的激光测距仪(6a)构成,利用重物(5)使测量头(2)从测量台(1)的测量开始位置上升而开始测量,基于包括安装在测量头(2)上的3个激光测距仪(3a、3b、3c)的内表面测量器(3)、由激光测距

轮胎形状检查方法以及轮胎形状检查装置.pdf
即使在以重叠于凹凸标记上的方式存在凹凸缺陷的情况下,扣除凹凸标记的高度部分的量而计算/取得仅仅凹凸缺陷的高度。在使用具有形成有凹凸标记的侧壁面的样品轮胎的图像,对检查轮胎的侧壁面的形状缺陷进行检查的轮胎形状检查方法中,执行以下工序。首先,作为教导作业工序,在样品轮胎的样品原始图像中,检测凹凸标记的边界线,生成示出边界线的掩模图像,从样品原始图像去除与掩模图像所示出的边界线对应的区域,生成由一个或者多个偏移值表示残留的区域的高度的高度偏移图像。接着,作为检查作业工序,从检查轮胎的检查图像扣除高度偏移图像,并

轮胎形状检查方法以及轮胎形状检查装置.pdf
本发明提供一种轮胎形状检查方法以及轮胎形状检查装置。从样品原图像中检测界线,生成表示界线的位置的屏蔽图像,其中,所述样品原图像为样品轮胎的侧壁面的二维图像,所述界线为凹凸标记的轮廓。接着,生成表示所述凹凸标记的高度的高度偏移图像,该高度偏移图像为通过使用离散的多个高度阈值,对从样品原图像中去除与屏蔽图像所示的界线的位置相对应的区域之后的剩余区域的高度进行分类而获得的图像。然后,从作为检查轮胎的侧壁面的二维图像的检查图像减去高度偏移图像,以便从检查图像去除凹凸标记而生成凹凸去除图像。基于该凹凸去除图像,对检