
用于汽车后桥主动齿轮机械加工专用夹具.pdf

冷霜****魔王

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于汽车后桥主动齿轮机械加工专用夹具.pdf
本发明公开用于汽车后桥主动齿轮机加工专用夹具,包括夹具体,所述夹具体中部设有定心顶尖,在所述定心顶尖上下前后四个方向通过活动部件连接有卡爪盒,所述卡爪盒内设有卡爪,所述活动部件包括浮动滑块座,所述浮动滑块座上设有浮动滑块,所述浮动滑块上活动连接有L背,所述L背与卡爪盒连接,所述L背中部设有固定轴,在所述L背与卡爪盒连接处的端部设有弹簧并且所述L背通过弹簧与夹具体外壳连接。克服了现有技术锻造中出现的错模偏心和模具热变形后导致锻件圆度超差等锻造缺陷;更无法加工像汽车后桥主动齿轮类型带锥面的轴类零件,使轴向跳动

汽车后桥主动齿轮机械加工中的铣削装置.pdf
本发明公开了一种汽车后桥主动齿轮机械加工中的铣削装置,包括机床,所述机床上设有机床主轴,所述机床主轴的一端设有主轴电机,所述主轴电机上设有第一铣削部件和第二铣削部件,所述机床主轴上依次连接有第一旋转盘、第二旋转盘和压紧部件。本发明的有益效果为:加工过程自动完成,可保证产品质量一致性;设备生产效率高,单台设备只有加工时间为8秒,无上下装料时间,且此设备设计双铣削刀柄,在加工时间10秒内可出两件产品,即每小时产量为720件。

一种汽车后桥主动齿轮的机械加工方法.pdf
本发明公开了一种汽车后桥主动齿轮的机械加工方法,包括:铣削锻造毛坯小端面;将锻造毛坯两端打中心孔;使用专用浮动夹具加工锻造毛坯杆部;使用三爪卡盘夹杆部加工其头部及大端面,本发明的有益效果为:工艺工序短;采用专用浮动夹具克服锻造毛坯缺陷得到高精度产品同时提高加工产品合格率;设备投入低;加工效率高;无需加工定位基准,可直接夹持锻件毛坯加工杆部。

后桥主动锥齿轮加工工艺.pdf
本发明公开了一种后桥主动锥齿轮加工工艺,其特征在于包括如下步骤:选材-锻压坯件-正火-车削-切齿-倒角-滚花键-渗碳淬火-回火-喷丸-校直-退火-精车外圆-车螺纹-铣止动槽-清理螺纹-精磨外圆-粗配对-研齿-精配对-清洗,对工件进行清洗,从而得到成品。采用本命的工艺提高了后桥主动锥齿轮螺纹的制造精度,达到H6级加工精度;通过热处理后车加工,完全去除了淬火硬化碳层,通过退火后降低产品表面及心部硬度,消除齿轮的内部压力,改善齿轮心部金相组织;精度高,更好地达到了装配要求;延长了使用寿命。
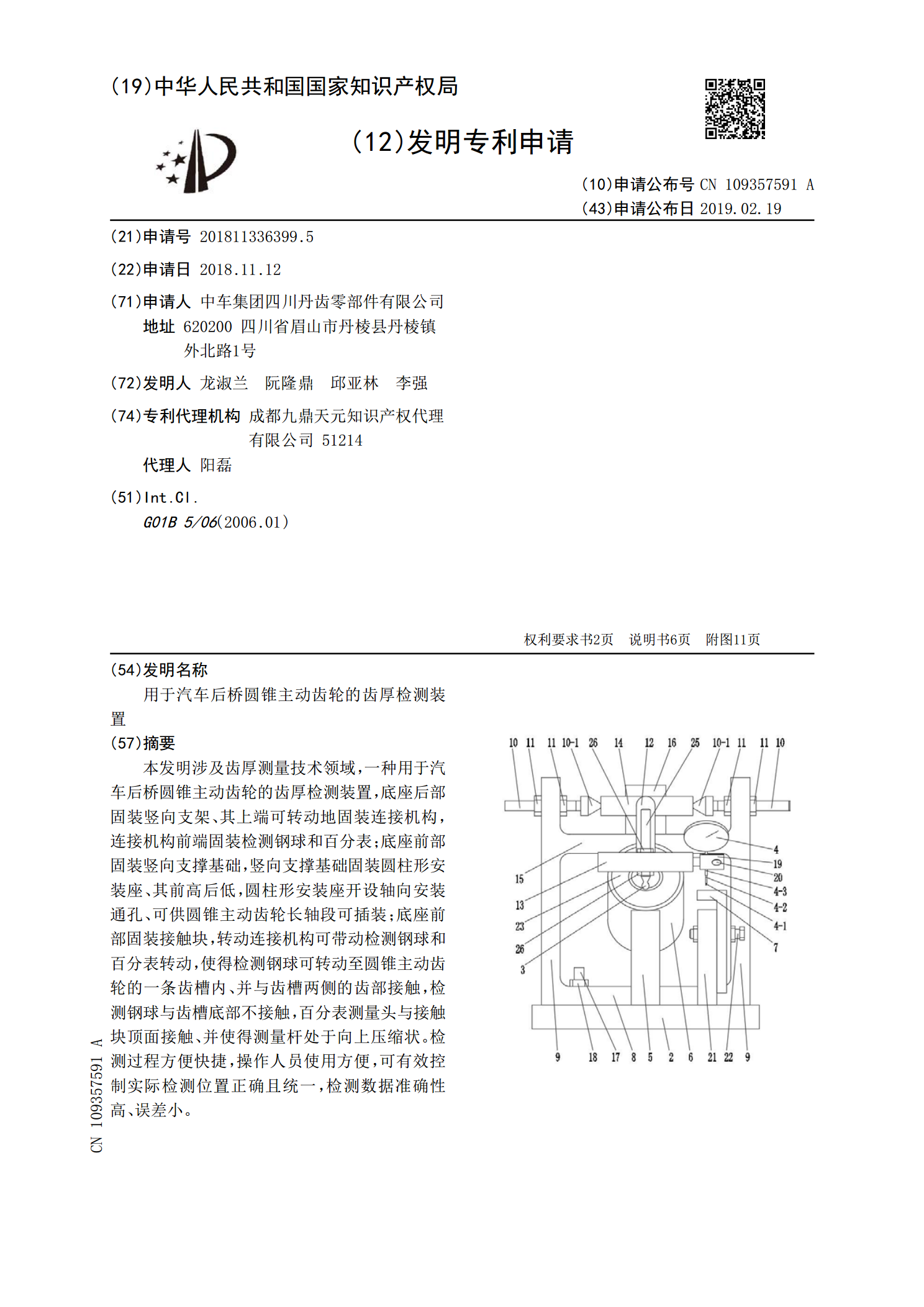
用于汽车后桥圆锥主动齿轮的齿厚检测装置.pdf
本发明涉及齿厚测量技术领域,一种用于汽车后桥圆锥主动齿轮的齿厚检测装置,底座后部固装竖向支架、其上端可转动地固装连接机构,连接机构前端固装检测钢球和百分表;底座前部固装竖向支撑基础,竖向支撑基础固装圆柱形安装座、其前高后低,圆柱形安装座开设轴向安装通孔、可供圆锥主动齿轮长轴段可插装;底座前部固装接触块,转动连接机构可带动检测钢球和百分表转动,使得检测钢球可转动至圆锥主动齿轮的一条齿槽内、并与齿槽两侧的齿部接触,检测钢球与齿槽底部不接触,百分表测量头与接触块顶面接触、并使得测量杆处于向上压缩状。检测过程方便