
全自动硬轨两段齿轮式加工中心机.pdf

雨巷****凝海


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

全自动硬轨两段齿轮式加工中心机.pdf
本发明公开了一种全自动硬轨两段齿轮式加工中心机,其包括底座、立柱、头部齿轮箱滑台、配重支架、配重链轮、链条、主轴电机、换挡气缸、增压缸、齿轮式主轴箱、工作台、鞍座、滑轨,立柱、齿轮式主轴箱、滑轨都固定在底座的上方,头部齿轮箱滑台与立柱滑动连接,配重支架位于齿轮式主轴箱内,工作台与头部齿轮箱滑台固定,配重链轮与配重支架连接,链条位于配重链轮内,主轴电机、换挡气缸、增压缸都固定在工作台的上方,鞍座与滑轨滑动连接。本发明具有较高的金属去除率,较好的动静态性能与加工精度,提高了机床的重切削性能,提高了加工效率与经

中硬齿面齿轮轴加工方法.pdf
本发明涉及一种中硬齿面齿轮轴加工方法,包括以下加工步骤:锻造→粗车→滚齿→调质→半精车→铣键槽→钻孔→磨外圆→磨齿→入库。使该零件的热处理硬度,满足了要求,零件加工过程中,不需要对刀具提出很高的要求,即能实现零件要求。

一种中硬齿面齿轮开齿调质的加工方法.pdf
本发明公开了一种中硬齿面齿轮开齿调质的加工方法,包括以下步骤:齿坯加工:将齿坯进行锻造正火处理后,进行粗车和钻孔;齿形粗加工和热处理:粗滚齿加工出齿形,齿厚放出需要的磨量,然后进行淬火和中高温回火,淬火的加热过程用碳势气氛保护,热处理后进行喷丸处理;齿形精加工:首先通过半精车和精磨对齿轮的齿形装配基准进行精加工,然后通过磨齿对齿轮的齿形进行精加工。使用本发明的方法制备得到的齿轮提高了齿面齿根硬度,调质处理后的齿面硬度在HB340~370左右,解决了齿面硬度高于HB320的中硬度齿轮滚齿刀具加工困难的问题;

齿轨导入装置和齿轨轨道.pdf
本发明提供了一种齿轨导入装置和齿轨轨道。其中,齿轨导入装置包括导入齿条,对应设于齿轨齿条沿长度方向的一端;连接组件,与导入齿条相连接,可使导入齿条在竖直平面内的第一位置至第二位置之间绕靠近齿轨齿条的一端进行转动,连接组件包括竖直设置的弹性件,在齿轨车辆的齿轮的齿顶与导入齿条的齿顶相接触时,导入齿条在齿轮和连接组件的作用下,由第一位置向下转动至第二位置,使齿轨车辆的车轮与钢轨之间产生相对滑动,实现齿轮与导入齿条之间的啮合,且在齿轮与导入齿条分离后,导入齿条在弹性件的作用下复位至第一位置。通过本发明的技术方案
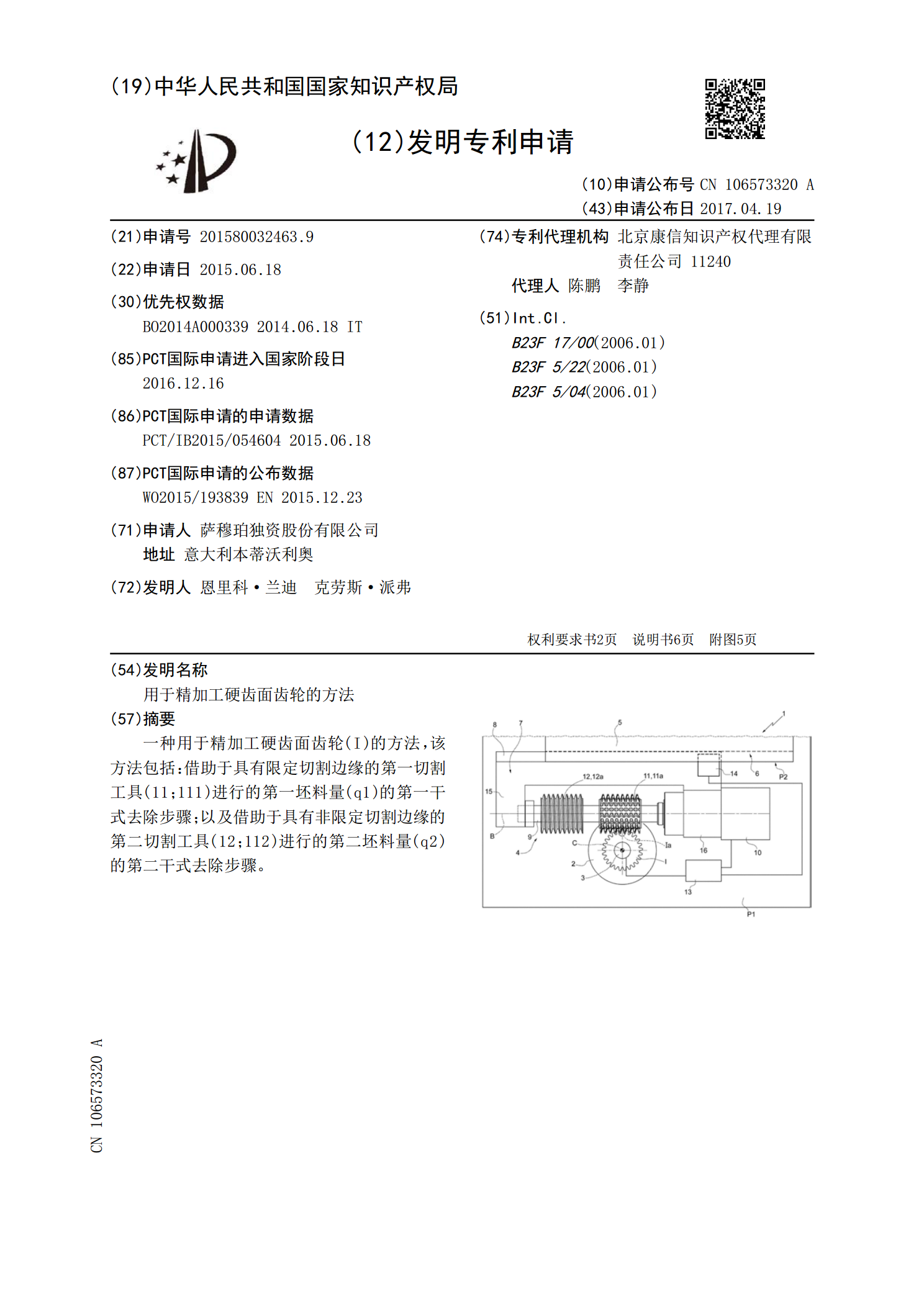
用于精加工硬齿面齿轮的方法.pdf
一种用于精加工硬齿面齿轮(I)的方法,该方法包括:借助于具有限定切割边缘的第一切割工具(11;111)进行的第一坯料量(q1)的第一干式去除步骤;以及借助于具有非限定切割边缘的第二切割工具(12;112)进行的第二坯料量(q2)的第二干式去除步骤。