
一种大型驱动轮锻件的制造方法.pdf

书生****12


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型驱动轮锻件的制造方法.pdf
一种大型驱动轮锻件制造方法,采用工序如下:【1】制坯工序,包括:下料、加热、制坯;【2】锤上模锻工序,包括:加热、模锻锤上模锻;【3】切边冲孔整形工序,包括:切边冲孔整形;【4】热处理工序,包括:悬挂调质、硬度检测、金相检测;【5】修整工序,包括:清理、打磨;【6】检验工序,包括:荧光磁粉探伤检验、尺寸检验、外观检验;本发明采用锤上模锻整体锻造大型驱动轮,驱动轮强度好;使用环状中间坯,材料利用率高;驱动轮齿全部一次在切边冲孔整形工序切出,齿的一致性好;使用悬挂调质热处理驱动轮,有效减小了热处理过程变形量;

一种大型钛铜锻件及其制造方法.pdf
本发明公开了一种大型钛铜锻件及其制造方法,该钛铜锻件单件重量大于1.5吨,含有质量分数1.2~4.5%的Ti,剩余部分为铜及不可避免的杂质,其平均晶粒度小于35μm,导电率大于11%IACS,轴向抗拉强度为大于880MPa。制造方法如下:熔铸→表面加工→下料→一次加热→一次锻造→一次固溶→二次加热→锻造成型→二次固溶→时效热处理;下料的料坯起始形状为方形,所述的一次锻造为对角方向墩粗,直径方向整体压扁方;所述的一次固溶温度820~980℃,固溶时间为1~50分钟;所述的二次固溶温度为680~820℃,固溶

一种超纯核级奥氏体不锈钢大型锻件的制造方法.pdf
本发明公开了一种超纯核级奥氏体不锈钢大型锻件的制造方法,包括以下步骤:选用原材料并进行净化处理;清洗炉膛和钢包;使得净化处理后的原材料按照规定比例以及规定工艺获得如下质量百分比的钢锭:C≤0.08%,Si≤1.00%,Mn≤2.0%,S≤0.03%,P≤0.035%,17.0%≤Cr≤19.0%,9.0%≤Ni≤12.0%,Ti≥5*C%,Co≤0.05%,其余为Fe;规定比例指的是各原材料的配比,规定工艺指的是原材料依次经EF熔炼、VOD精炼以及ESR电渣重熔的工艺条件;对钢锭进行强压快锻获得锻件;对锻
一种锻件泵轴的制造方法.pdf
本发明公开的一种锻件泵轴的制造方法,其由浇注坯料步骤、锻造步骤、热处理步骤和机械加工步骤制成,其中浇注坯料步骤是采用SH07合金结构钢,选用电渣炉重熔锭,浇注成圆柱形坯料,圆柱形坯料的化学成分为:C≤0.12wt%,Si?1.0wt%~1.6wt%,Mn?0.30wt%~0.60wt%,Cr?2.0wt%~2.6wt%,Mo?0.30wt%~0.45wt%,P≤0.040wt%,S≤0.040wt%,V≤0.02wt%,Cu?0.20wt%~0.40wt%,余量为Fe;本发明锻件泵轴的机械性能为:Rm≥6
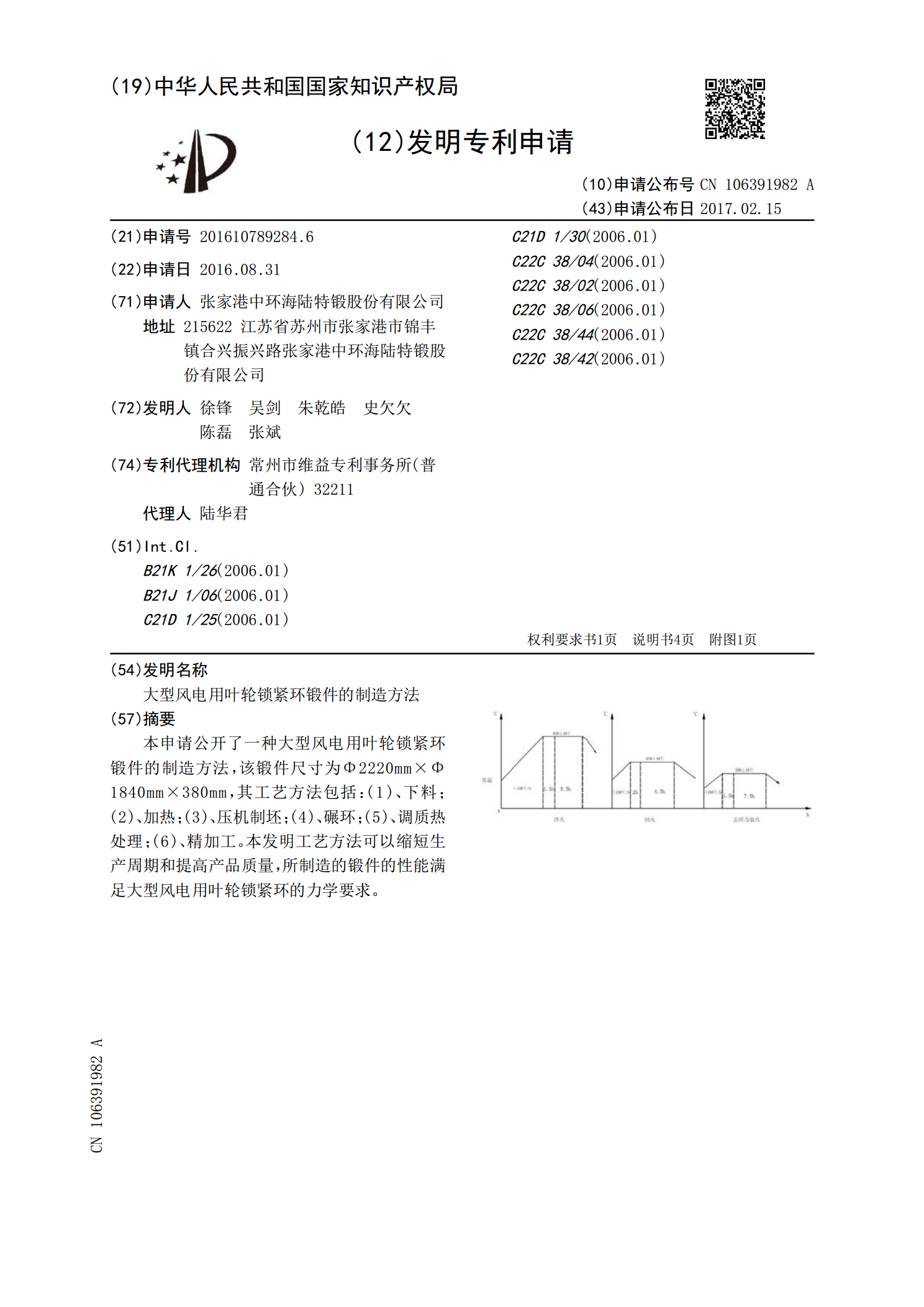
大型风电用叶轮锁紧环锻件的制造方法.pdf
本申请公开了一种大型风电用叶轮锁紧环锻件的制造方法,该锻件尺寸为Φ2220mm×Φ1840mm×380mm,其工艺方法包括:(1)、下料;(2)、加热;(3)、压机制坯;(4)、碾环;(5)、调质热处理;(6)、精加工。本发明工艺方法可以缩短生产周期和提高产品质量,所制造的锻件的性能满足大型风电用叶轮锁紧环的力学要求。