
一种大型钛铜锻件及其制造方法.pdf

一条****淑淑

1/7

2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型钛铜锻件及其制造方法.pdf
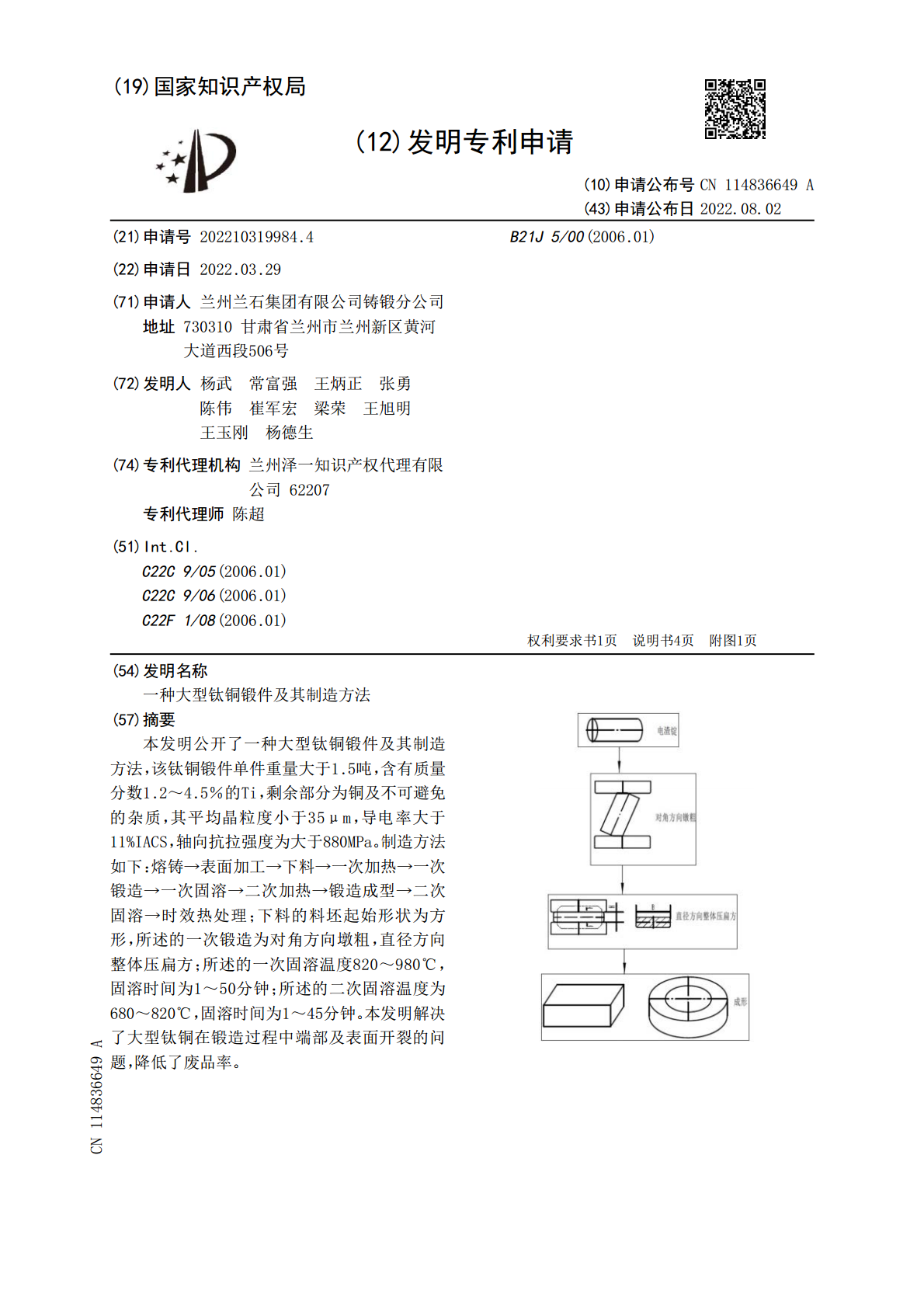
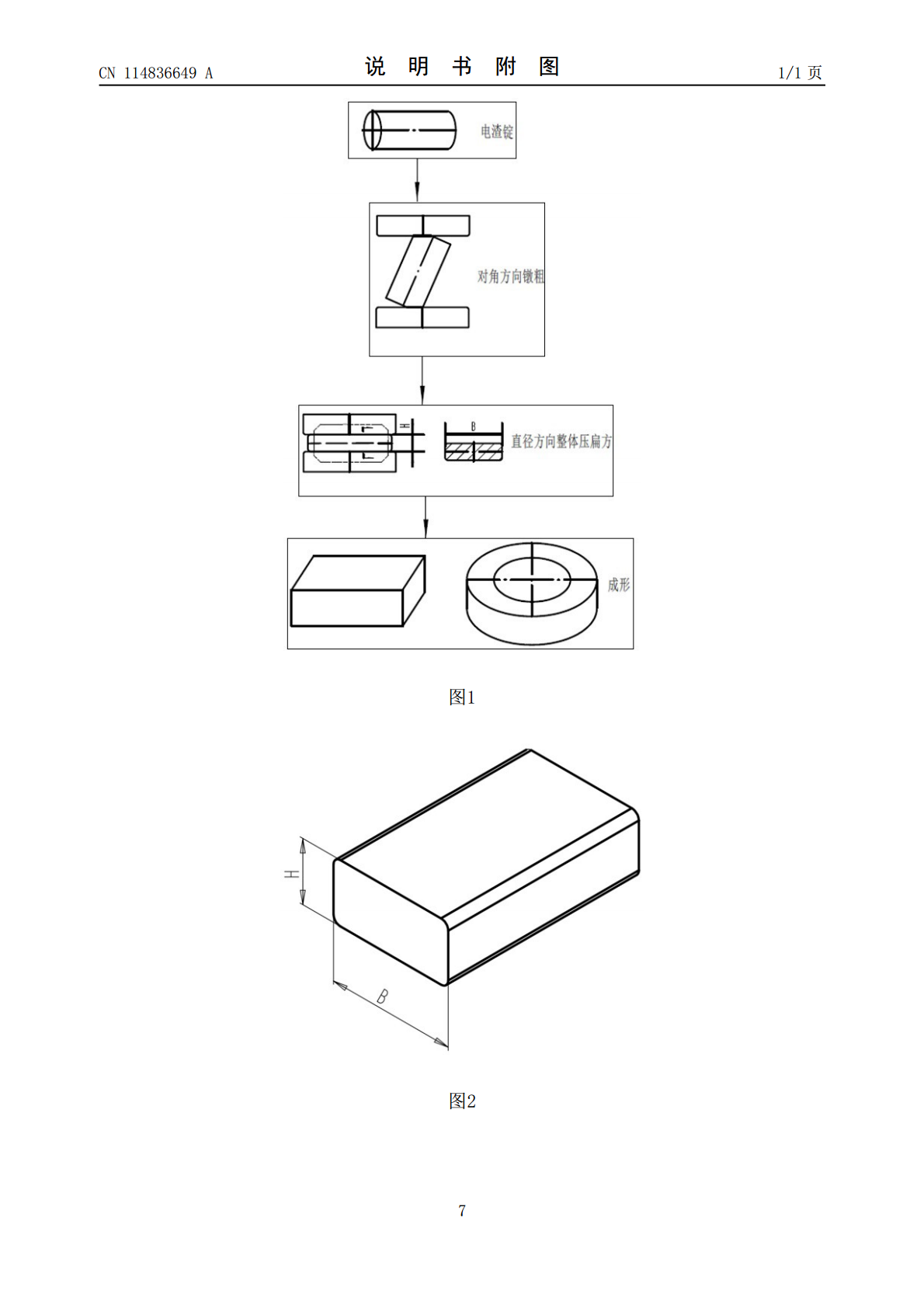
本发明公开了一种大型钛铜锻件及其制造方法,该钛铜锻件单件重量大于1.5吨,含有质量分数1.2~4.5%的Ti,剩余部分为铜及不可避免的杂质,其平均晶粒度小于35μm,导电率大于11%IACS,轴向抗拉强度为大于880MPa。制造方法如下:熔铸→表面加工→下料→一次加热→一次锻造→一次固溶→二次加热→锻造成型→二次固溶→时效热处理;下料的料坯起始形状为方形,所述的一次锻造为对角方向墩粗,直径方向整体压扁方;所述的一次固溶温度820~980℃,固溶时间为1~50分钟;所述的二次固溶温度为680~820℃,固溶
一种钛铜的防粘制造方法、一种钛铜.pdf
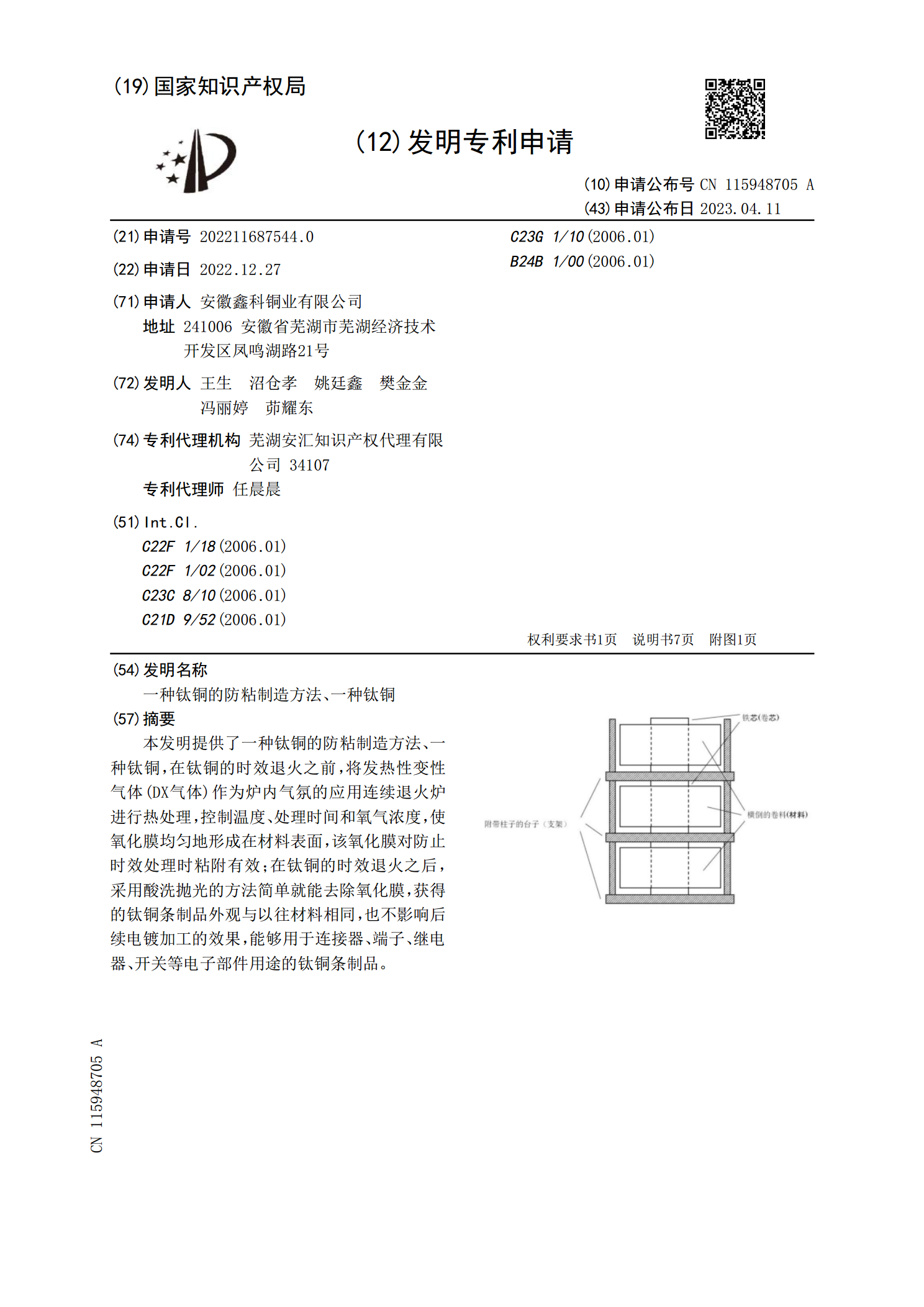
本发明提供了一种钛铜的防粘制造方法、一种钛铜,在钛铜的时效退火之前,将发热性变性气体(DX气体)作为炉内气氛的应用连续退火炉进行热处理,控制温度、处理时间和氧气浓度,使氧化膜均匀地形成在材料表面,该氧化膜对防止时效处理时粘附有效;在钛铜的时效退火之后,采用酸洗抛光的方法简单就能去除氧化膜,获得的钛铜条制品外观与以往材料相同,也不影响后续电镀加工的效果,能够用于连接器、端子、继电器、开关等电子部件用途的钛铜条制品。

一种大型驱动轮锻件的制造方法.pdf
一种大型驱动轮锻件制造方法,采用工序如下:【1】制坯工序,包括:下料、加热、制坯;【2】锤上模锻工序,包括:加热、模锻锤上模锻;【3】切边冲孔整形工序,包括:切边冲孔整形;【4】热处理工序,包括:悬挂调质、硬度检测、金相检测;【5】修整工序,包括:清理、打磨;【6】检验工序,包括:荧光磁粉探伤检验、尺寸检验、外观检验;本发明采用锤上模锻整体锻造大型驱动轮,驱动轮强度好;使用环状中间坯,材料利用率高;驱动轮齿全部一次在切边冲孔整形工序切出,齿的一致性好;使用悬挂调质热处理驱动轮,有效减小了热处理过程变形量;
一种彩色铜及其制造方法.pdf
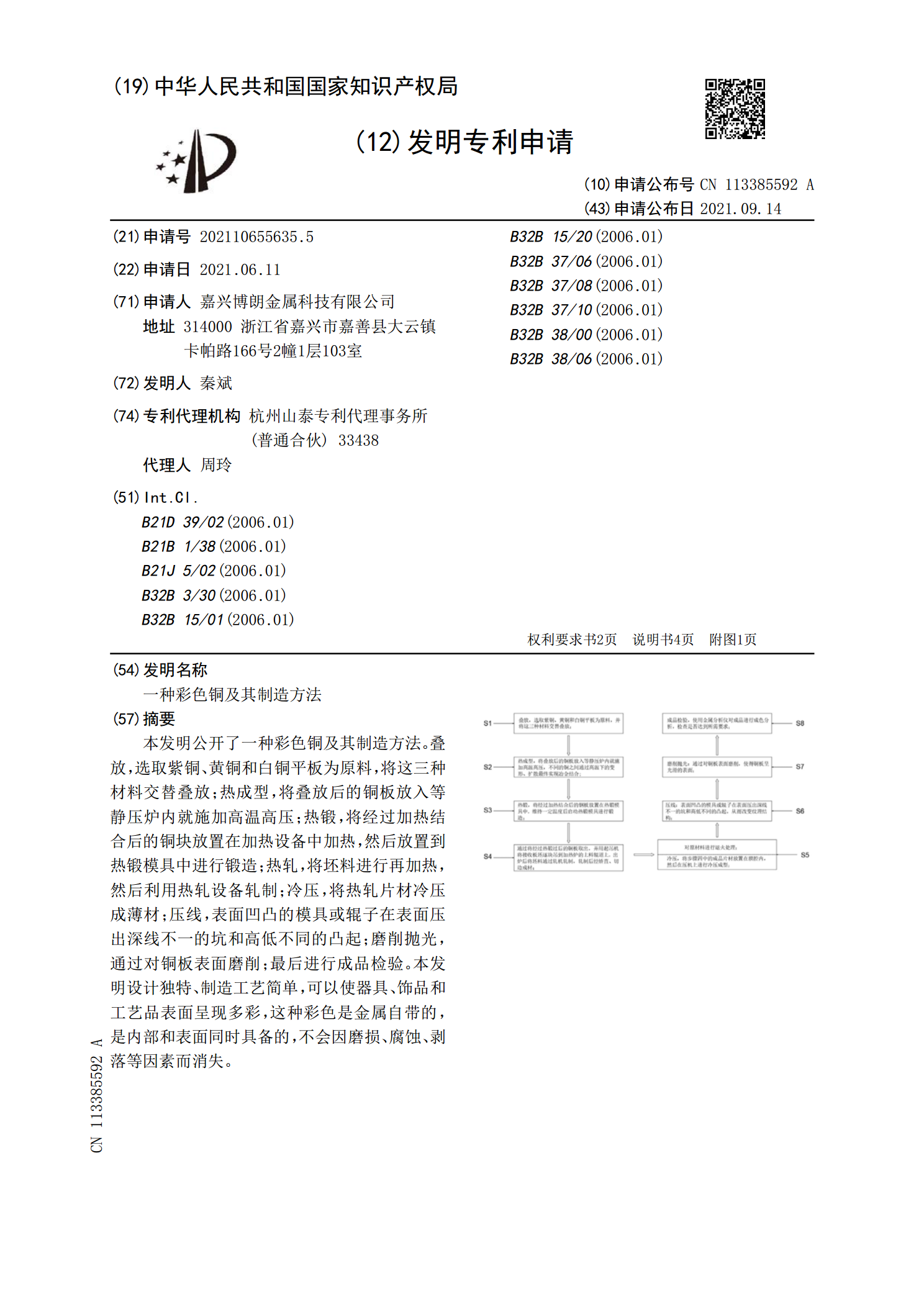
本发明公开了一种彩色铜及其制造方法。叠放,选取紫铜、黄铜和白铜平板为原料,将这三种材料交替叠放;热成型,将叠放后的铜板放入等静压炉内就施加高温高压;热锻,将经过加热结合后的铜块放置在加热设备中加热,然后放置到热锻模具中进行锻造;热轧,将坯料进行再加热,然后利用热轧设备轧制;冷压,将热轧片材冷压成薄材;压线,表面凹凸的模具或辊子在表面压出深线不一的坑和高低不同的凸起;磨削抛光,通过对铜板表面磨削;最后进行成品检验。本发明设计独特、制造工艺简单,可以使器具、饰品和工艺品表面呈现多彩,这种彩色是金属自带的,是内
一种钛靶材及其制造方法.pdf
本发明涉及一种用于真空溅射镀膜的钛靶材及其制造方法,钛靶材含有Au、Cu,按质量百分比计合金组成为:0.03%>Au>0.01%、0.1%>Cu>0.07%,Fe<0.05%、0<0.04%、N<0.015%,余量为Ti。其制造方法是采用粒度在-300目至-400目的AuCu20合金粉未和1/2英寸的小规格海绵钛种钛混合后,采用电子轰击炉进行电子束冷床熔炼提纯后制成钛锭,通过机械加工方法将钛锭制成所需规格尺寸的钛靶材,采用本发明的钛靶材所制成的镀膜颜色呈金黄色,且比常规镀膜具有耐磨性强、附着力强的特点,从