
大型风电用叶轮锁紧环锻件的制造方法.pdf

是你****元呀


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型风电用叶轮锁紧环锻件的制造方法.pdf
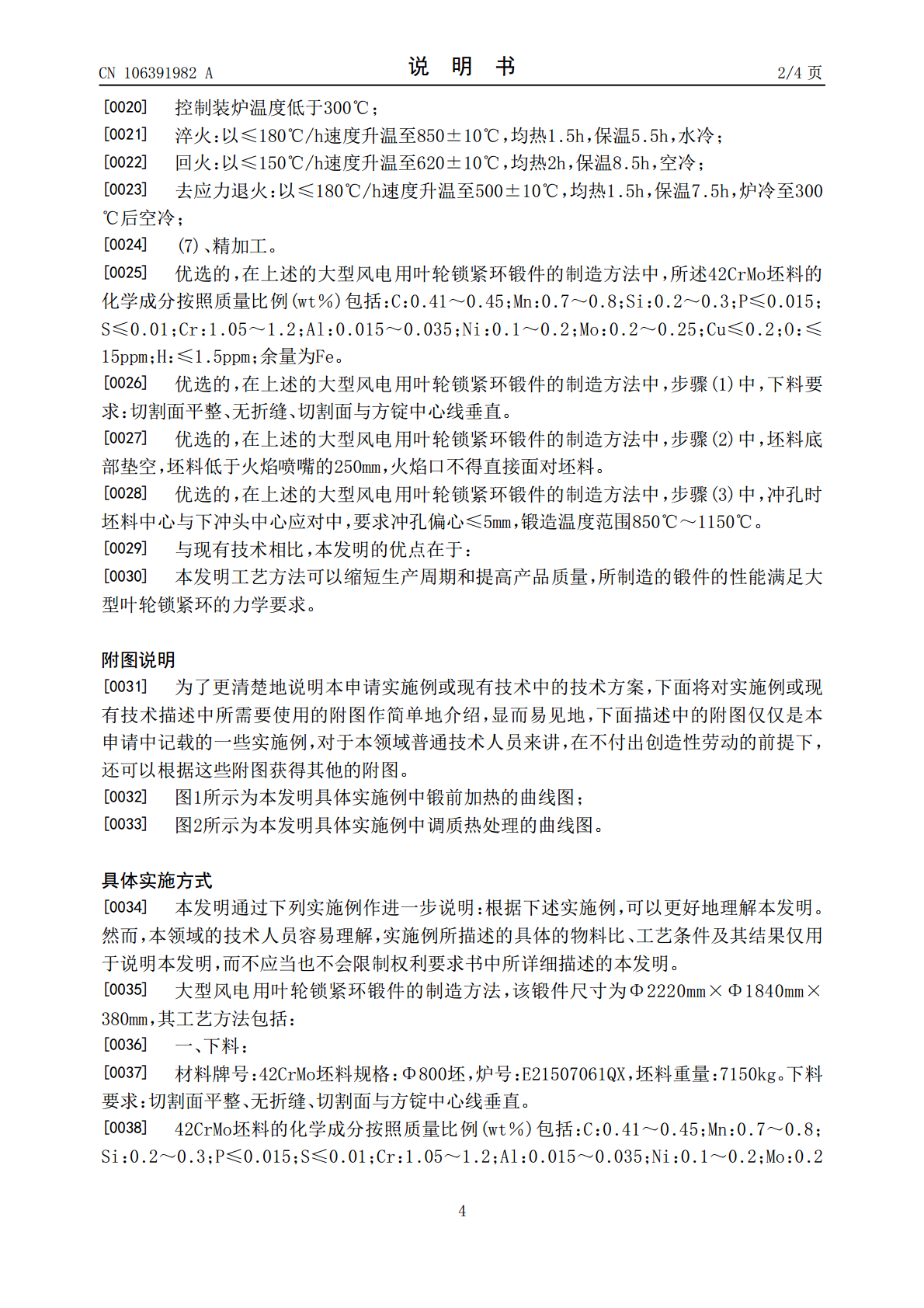
本申请公开了一种大型风电用叶轮锁紧环锻件的制造方法,该锻件尺寸为Φ2220mm×Φ1840mm×380mm,其工艺方法包括:(1)、下料;(2)、加热;(3)、压机制坯;(4)、碾环;(5)、调质热处理;(6)、精加工。本发明工艺方法可以缩短生产周期和提高产品质量,所制造的锻件的性能满足大型风电用叶轮锁紧环的力学要求。

用20CrMnMo连铸坯制造风电锻件的方法.pdf
本发明公开了一种用20CrMnMo连铸坯制造风电锻件的方法,包括以下步骤:选材、装炉第一次加热、锻造、装炉第二次加热、锻压成型和正火处理。本发明中20CrMnMo连铸坯制造风电锻件通过前期高温加热锻压焊合内部缺陷,后期低温加热成型细化内部组织,能够达到相关的超声波探伤要求及晶粒度要求,保证风电锻件的疲劳寿命。?

风电用大型环锻件热加工工艺优化与试验研究.docx
风电用大型环锻件热加工工艺优化与试验研究摘要本文针对风电用大型环锻件的热加工工艺进行了优化和试验研究。首先,通过对锻件材料的物理和化学性质进行分析,确定了最适宜的热加工参数。接着,利用有限元仿真软件模拟了不同条件下的锻件热加工过程,并比较了不同参数下锻件的变形和应力分布情况。最后,采用真实的锻造试验验证了模拟结果的准确性和可靠性。关键词:环锻件;热加工工艺;优化;试验研究AbstractInthispaper,thehotworkingprocessoflarge-scaleforgedringsforw
风塔法兰异型环锻件的制造方法.pdf
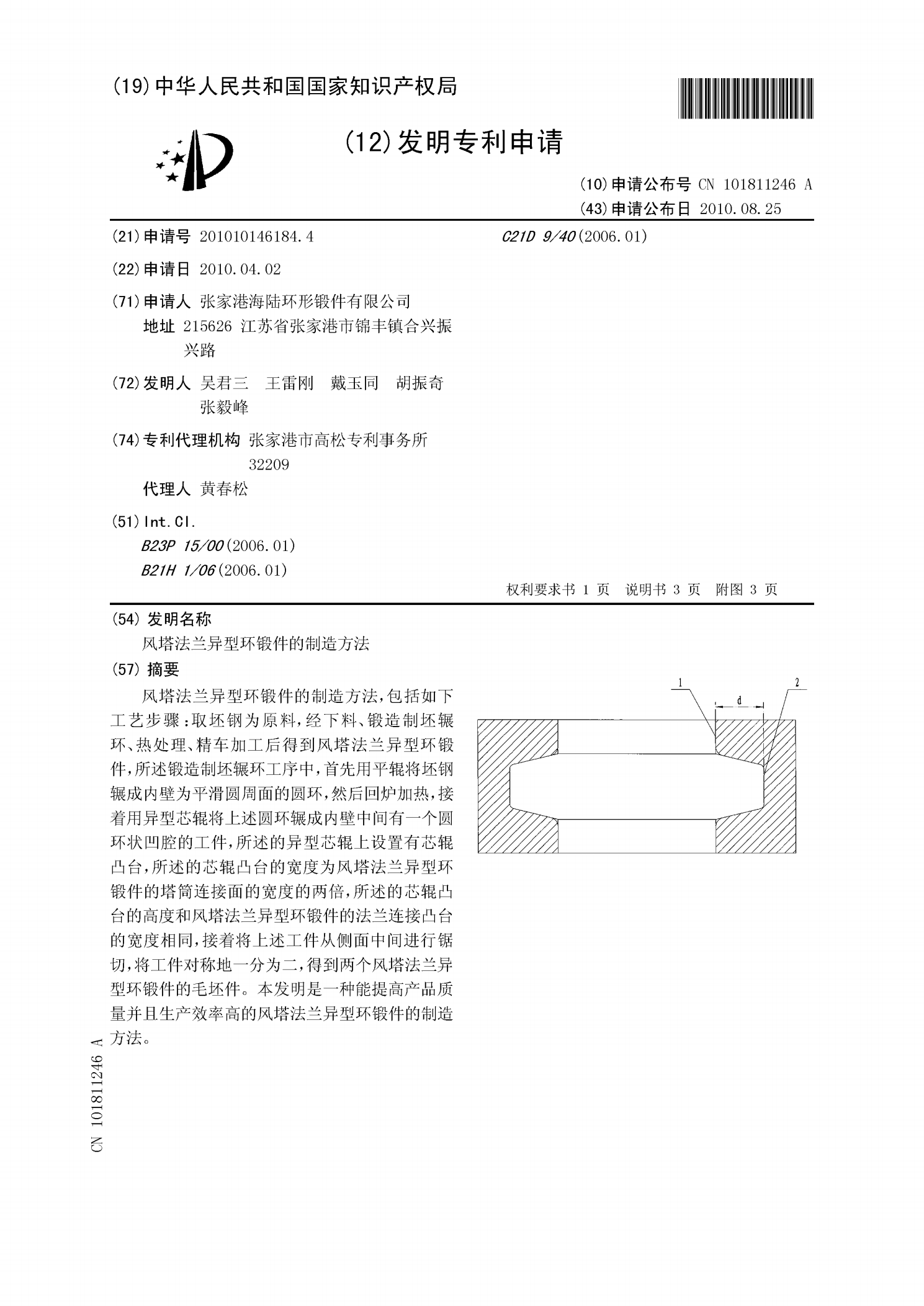
风塔法兰异型环锻件的制造方法,包括如下工艺步骤:取坯钢为原料,经下料、锻造制坯辗环、热处理、精车加工后得到风塔法兰异型环锻件,所述锻造制坯辗环工序中,首先用平辊将坯钢辗成内壁为平滑圆周面的圆环,然后回炉加热,接着用异型芯辊将上述圆环辗成内壁中间有一个圆环状凹腔的工件,所述的异型芯辊上设置有芯辊凸台,所述的芯辊凸台的宽度为风塔法兰异型环锻件的塔筒连接面的宽度的两倍,所述的芯辊凸台的高度和风塔法兰异型环锻件的法兰连接凸台的宽度相同,接着将上述工件从侧面中间进行锯切,将工件对称地一分为二,得到两个风塔法兰异型环

大型薄壁叶轮制造方法.pdf
本发明公开了大型薄壁叶轮制造方法,通过模具的上模中设置环槽和排气塞改善排气,在上模上设置冷却锥及在上模上表面设置冷却环来提高铸件冷却速度,同时在石膏型芯底部使用砂型有利于底部铝液保温及对铸件的补缩;本发明模具上通过改善排气和冷却的能够实现对薄壁大尺寸的叶轮的整体铸造程序,成型质量好,精度高;通过设置第一凹部对叶轮端部第一圆面进行定位,并通过第一压紧件将叶轮锁紧于底板,无需焊接,固定方便快捷,在对叶轮进行第一轮的机加工后;再设置第二凹部对叶轮第二圆面进行定位,并通过第二压紧件进行紧固,实现分序对叶轮进行机加