
棘轮挤压成形工艺.pdf

听容****55

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

棘轮挤压成形工艺.pdf
本发明公开棘轮挤压成形工艺,包括以下步骤,a、根据挤压毛坯图选择材料进行下料;b、下料完成后毛坯软化处理,再对坯料进行退火处理,退后温度730-750度;c、挤压毛坯表面处理,去除表面缺陷,清洁、去脂,去除表面氧化层,磷化处理;d、计算总变形程度;e、根据挤压件形状选用多道工序进行挤压。本发明具有成品率稳定,表面状况良好的特点。

挤压成形机理及工艺的开题报告.docx
三维整体外翅片强化传热管犁切/挤压成形机理及工艺的开题报告题目:三维整体外翅片强化传热管犁切/挤压成形机理及工艺的开题报告一、研究背景热交换器是工业领域中常见的传热设备,广泛应用于化工、能源、制冷等行业。热交换器传热的效率直接影响到设备的工作效率和能源的利用效率。翅片传热管是热交换器中常见的传热元件,其结构形式和传热性能直接影响整个热交换器的传热效率。目前,国内外翅片传热管的生产和研究主要采用的是机械加工或压延等方法,但这些方法存在许多问题,如加工难度大、成本高、效率低、加工精度难以保证等。因此,近年来研
多工位冷挤压齿轴成形工艺.pdf
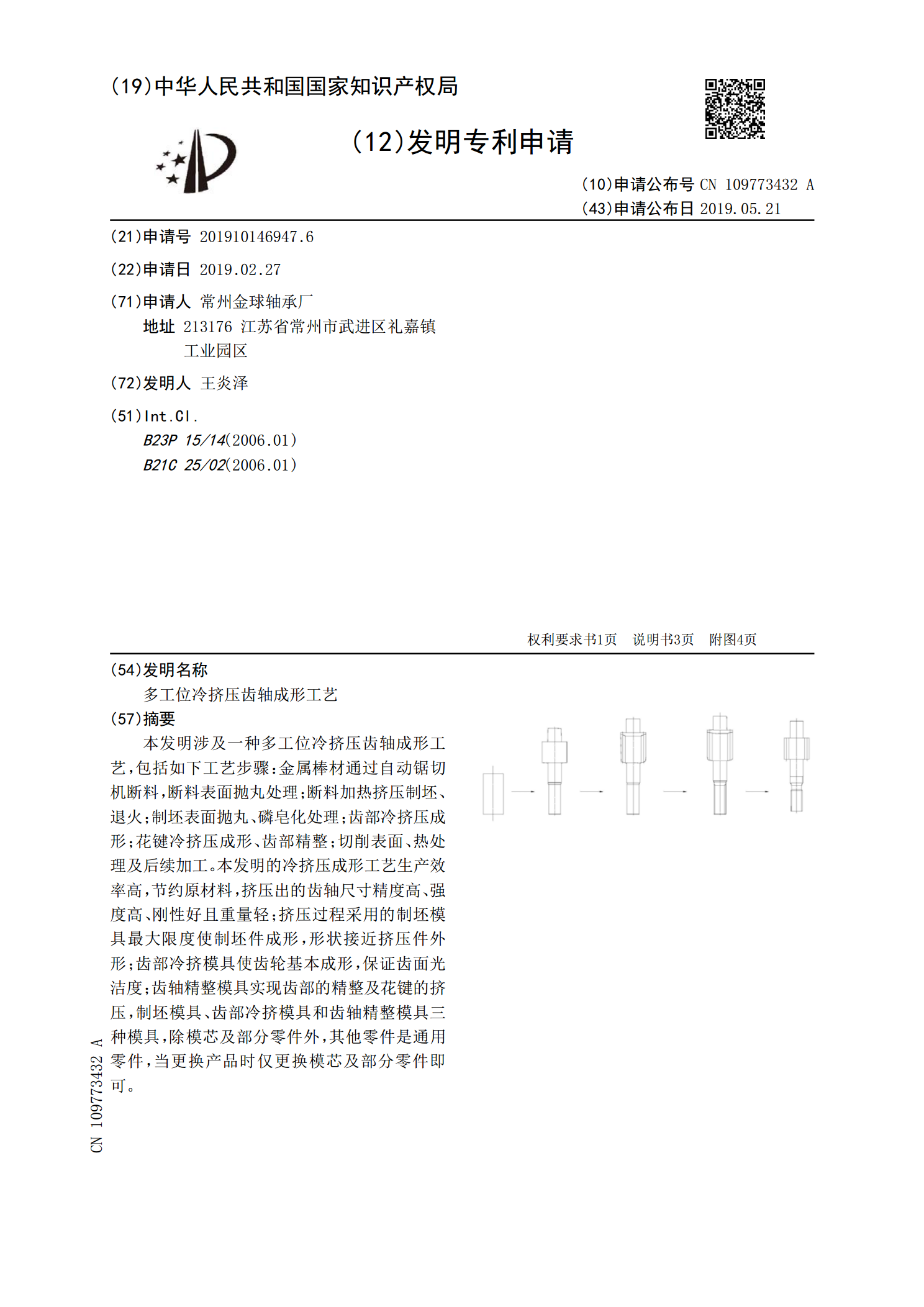
本发明涉及一种多工位冷挤压齿轴成形工艺,包括如下工艺步骤:金属棒材通过自动锯切机断料,断料表面抛丸处理;断料加热挤压制坯、退火;制坯表面抛丸、磷皂化处理;齿部冷挤压成形;花键冷挤压成形、齿部精整;切削表面、热处理及后续加工。本发明的冷挤压成形工艺生产效率高,节约原材料,挤压出的齿轴尺寸精度高、强度高、刚性好且重量轻;挤压过程采用的制坯模具最大限度使制坯件成形,形状接近挤压件外形;齿部冷挤模具使齿轮基本成形,保证齿面光洁度;齿轴精整模具实现齿部的精整及花键的挤压,制坯模具、齿部冷挤模具和齿轴精整模具三种模具
深锥形壳体温挤压成形工艺与模具.pdf
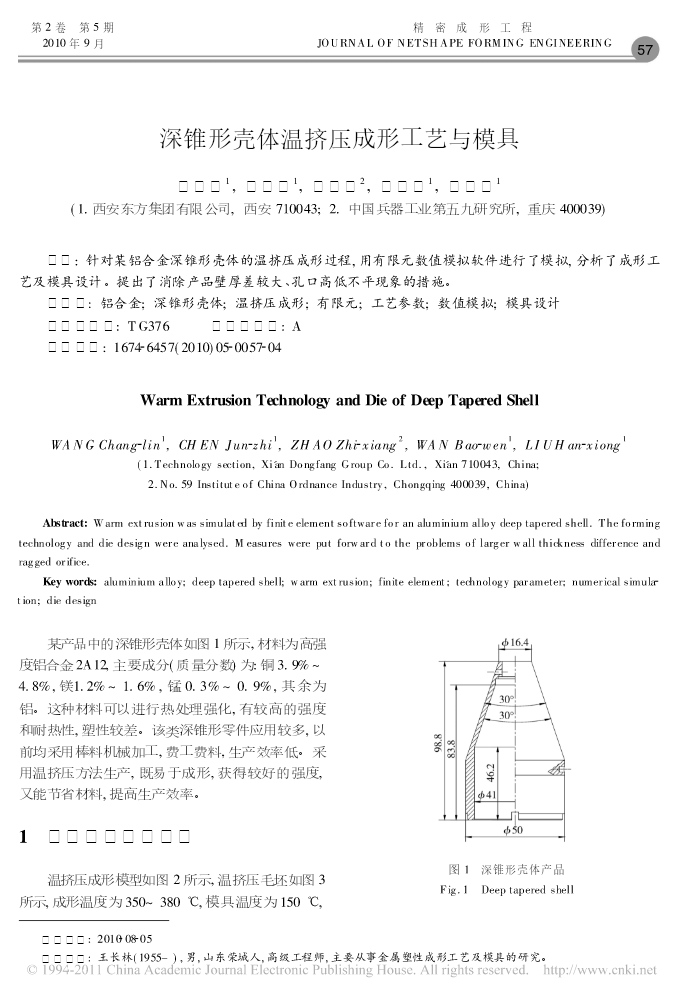
第2卷�第5期��������精密成形工程��2010年9月JOURNALOFNETSHAPEFORMINGENGINEERING�57深锥形壳体温挤压成形工艺与模具王长林1,陈俊之1,赵志翔2,万宝文1,刘汉雄1(1.西安东方集团有限公司,西安710043;2.中国兵器工业第五九研究所,重庆400039)摘要:针对某铝合金深锥形壳体的温挤压成形过程,用有限元数值模拟软件进行了模拟,分析了成形工艺及模具设计。提出了消除产品壁厚差较大、孔口高低不平现象的措施。关键词:铝合金;深锥形壳体;温挤压成形;有限元;
一种刹车轮的挤压成形工艺.pdf
本发明公开了一种刹车轮的挤压成形工艺,首先棒料依次经过加热处理、镦粗、模锻、切边冲孔、精整、软化退火和抛丸得到刹车轮锻坯,刹车轮锻坯经表面磷皂化、冷挤压得刹车轮冷挤坯,最后刹车轮冷挤坯经精加工得到成品;其中,软化退火的温度为710-730℃,刹车轮锻坯的布氏硬度HBS在80-90之间;冷挤压即将经过表面磷皂化后的刹车轮锻坯置于油液机内用凸模进行挤压操作,油压机主缸的压力为6450-6550KN,顶缸的压力为190-210KN,凸模的挤压移动速度为0.1m/s。本发明加工步骤简单、工人劳动强度低,软化退火的