
一种刹车轮的挤压成形工艺.pdf

景福****90

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种刹车轮的挤压成形工艺.pdf
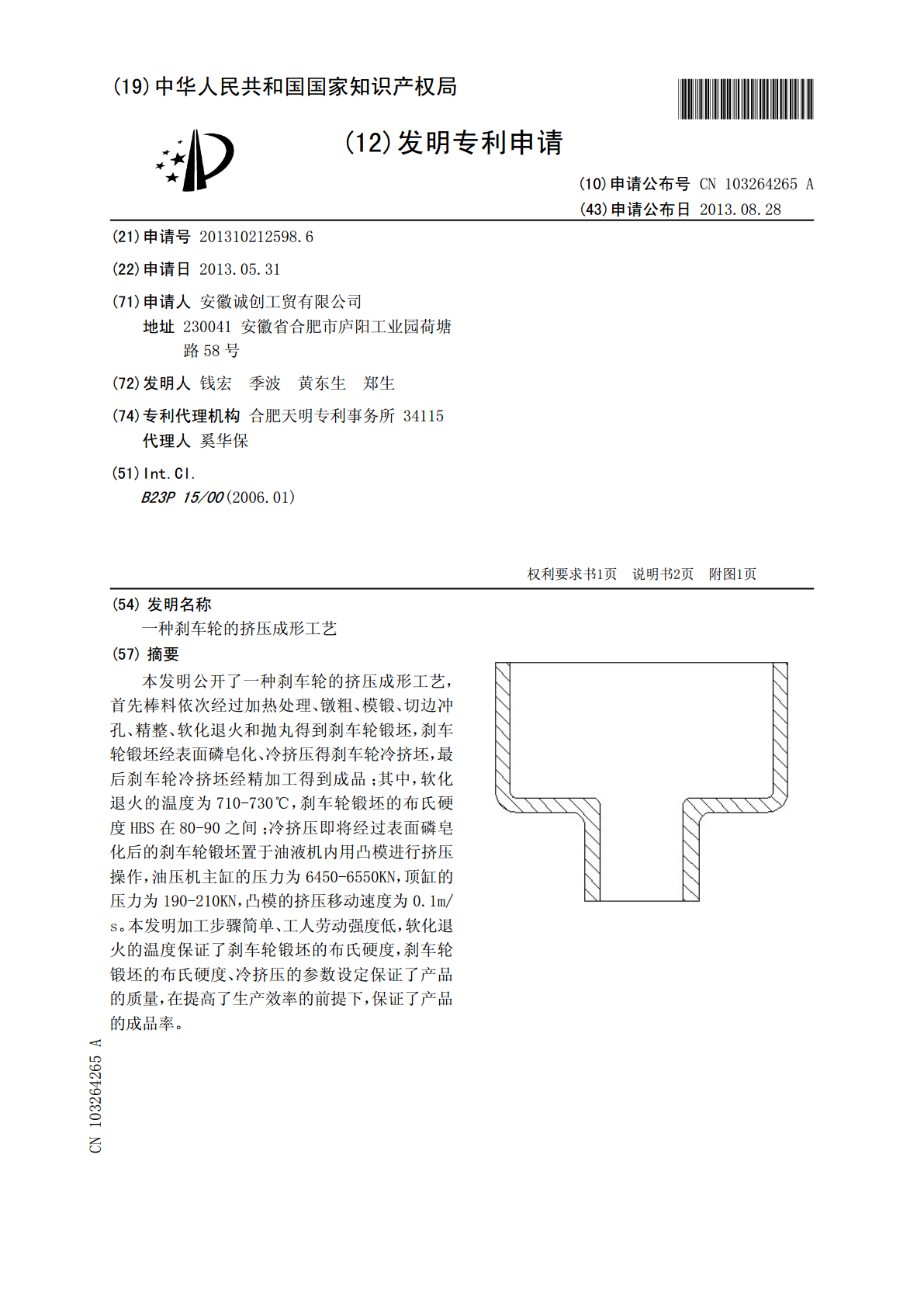
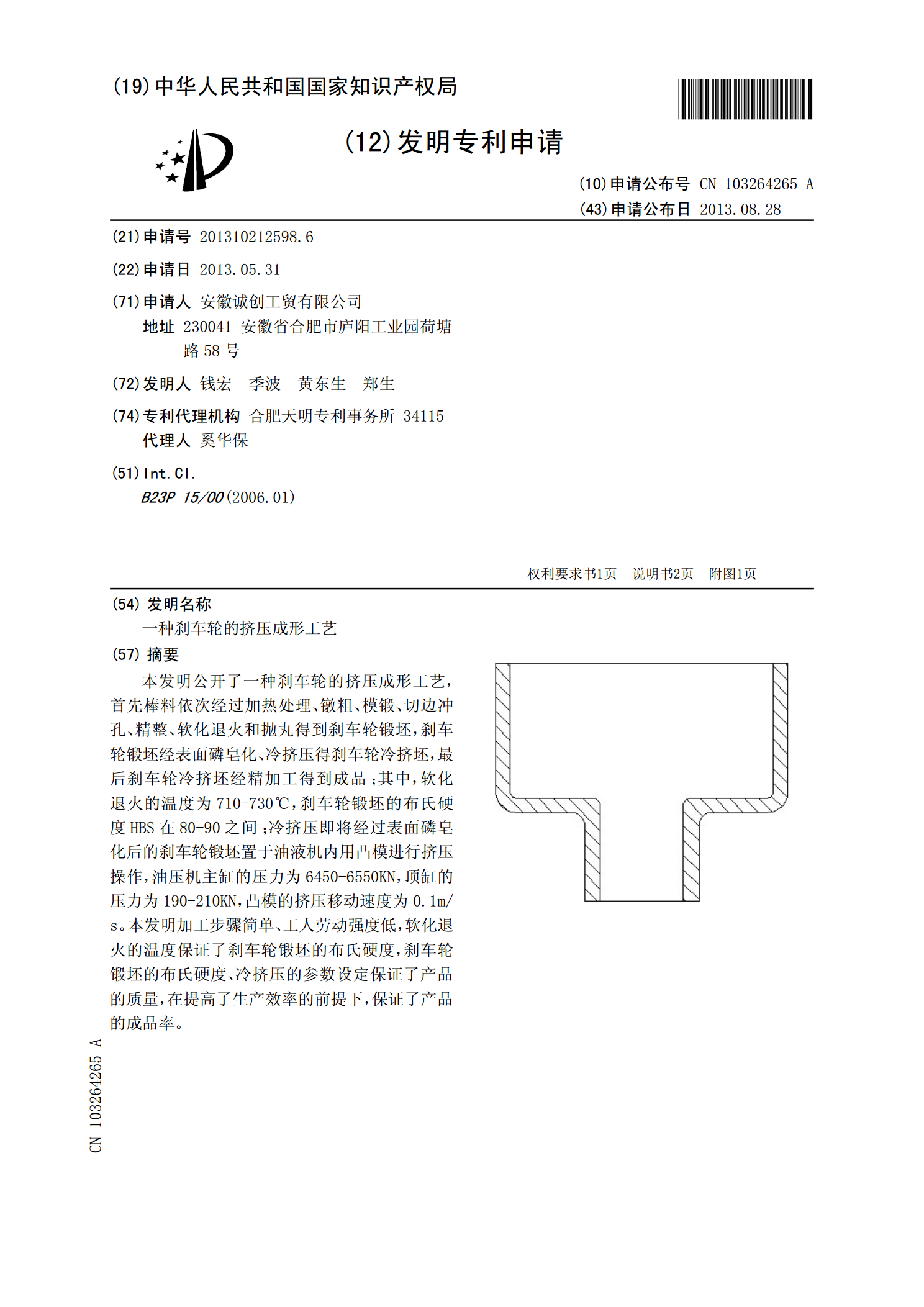
本发明公开了一种刹车轮的挤压成形工艺,首先棒料依次经过加热处理、镦粗、模锻、切边冲孔、精整、软化退火和抛丸得到刹车轮锻坯,刹车轮锻坯经表面磷皂化、冷挤压得刹车轮冷挤坯,最后刹车轮冷挤坯经精加工得到成品;其中,软化退火的温度为710-730℃,刹车轮锻坯的布氏硬度HBS在80-90之间;冷挤压即将经过表面磷皂化后的刹车轮锻坯置于油液机内用凸模进行挤压操作,油压机主缸的压力为6450-6550KN,顶缸的压力为190-210KN,凸模的挤压移动速度为0.1m/s。本发明加工步骤简单、工人劳动强度低,软化退火的

大尺寸铝合金车轮挤压成形工艺.docx
大尺寸铝合金车轮挤压成形工艺论文题目:大尺寸铝合金车轮挤压成形工艺摘要:近年来,随着汽车工业的迅猛发展,铝合金车轮作为汽车轮毂的重要组成部分,得到了广泛应用。本论文研究了大尺寸铝合金车轮的挤压成形工艺,详细介绍了挤压成形工艺的原理、参数优化以及在大尺寸铝合金车轮生产中的应用。通过合理的工艺设计和参数优化,可以实现高质量、高效率的大尺寸铝合金车轮生产。关键词:铝合金车轮;挤压成形;工艺优化;参数设计引言:随着汽车工业的发展,消费者对汽车的外观、性能和节能环保性能等方面的要求也越来越高。作为汽车外观与性能的重

大尺寸铝合金车轮挤压成形工艺.docx
大尺寸铝合金车轮挤压成形工艺大尺寸铝合金车轮挤压成形工艺摘要:铝合金车轮是汽车制造中常用的关键部件之一,其质量和性能对整车的安全和舒适性具有重要影响。挤压成形作为一种常用的车轮制造工艺,因其高效、高精度、高品质的特点,得到了广泛应用。本文将介绍大尺寸铝合金车轮挤压成形工艺的原理、工艺流程和工艺参数的优化方法,以及对车轮性能和质量的影响因素。通过综合分析,可以为大尺寸铝合金车轮的制造工艺提供指导和优化的参考。关键词:铝合金车轮;挤压成形;工艺流程;工艺参数;性能和质量1.引言铝合金车轮作为汽车的重要部件之一
一种汽车轮毂轴承挤压成形方法.pdf
本发明提供一种汽车轮毂轴承挤压成形方法,该方法包括将金属棒料进行剪切形成金属坯料,将金属坯料进行加热后镦粗形成饼坯,将饼坯放入挤压模具中进行挤压形成锻压毛坯,对锻压毛坯进行冲孔、切飞边、热处理,并将之进行机加工形成汽车轮毂轴承。采用挤压的方式进行汽车轮毂轴承加工,提高了材料的利用率,且利用中频电炉上设置的测温探头对金属坯料的温度进行监测,使温度范围内的金属坯料输出到镦粗设备进行加工,保证金属坯料的晶像组织以及产品机械性能,使加工后的轮毂轴承符合使用要求。

棘轮挤压成形工艺.pdf
本发明公开棘轮挤压成形工艺,包括以下步骤,a、根据挤压毛坯图选择材料进行下料;b、下料完成后毛坯软化处理,再对坯料进行退火处理,退后温度730-750度;c、挤压毛坯表面处理,去除表面缺陷,清洁、去脂,去除表面氧化层,磷化处理;d、计算总变形程度;e、根据挤压件形状选用多道工序进行挤压。本发明具有成品率稳定,表面状况良好的特点。