
多工位冷挤压齿轴成形工艺.pdf

一条****轩吗

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多工位冷挤压齿轴成形工艺.pdf
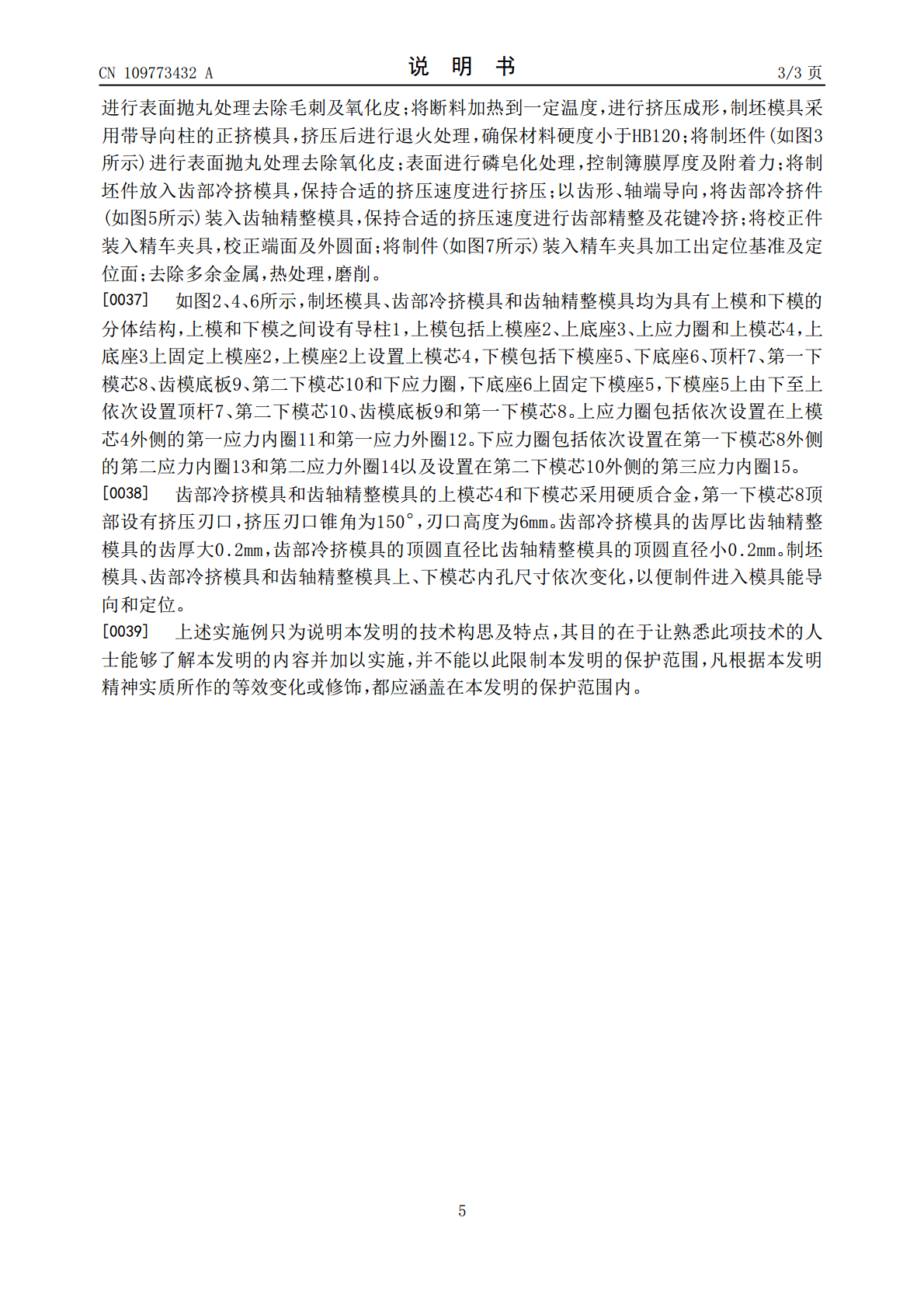
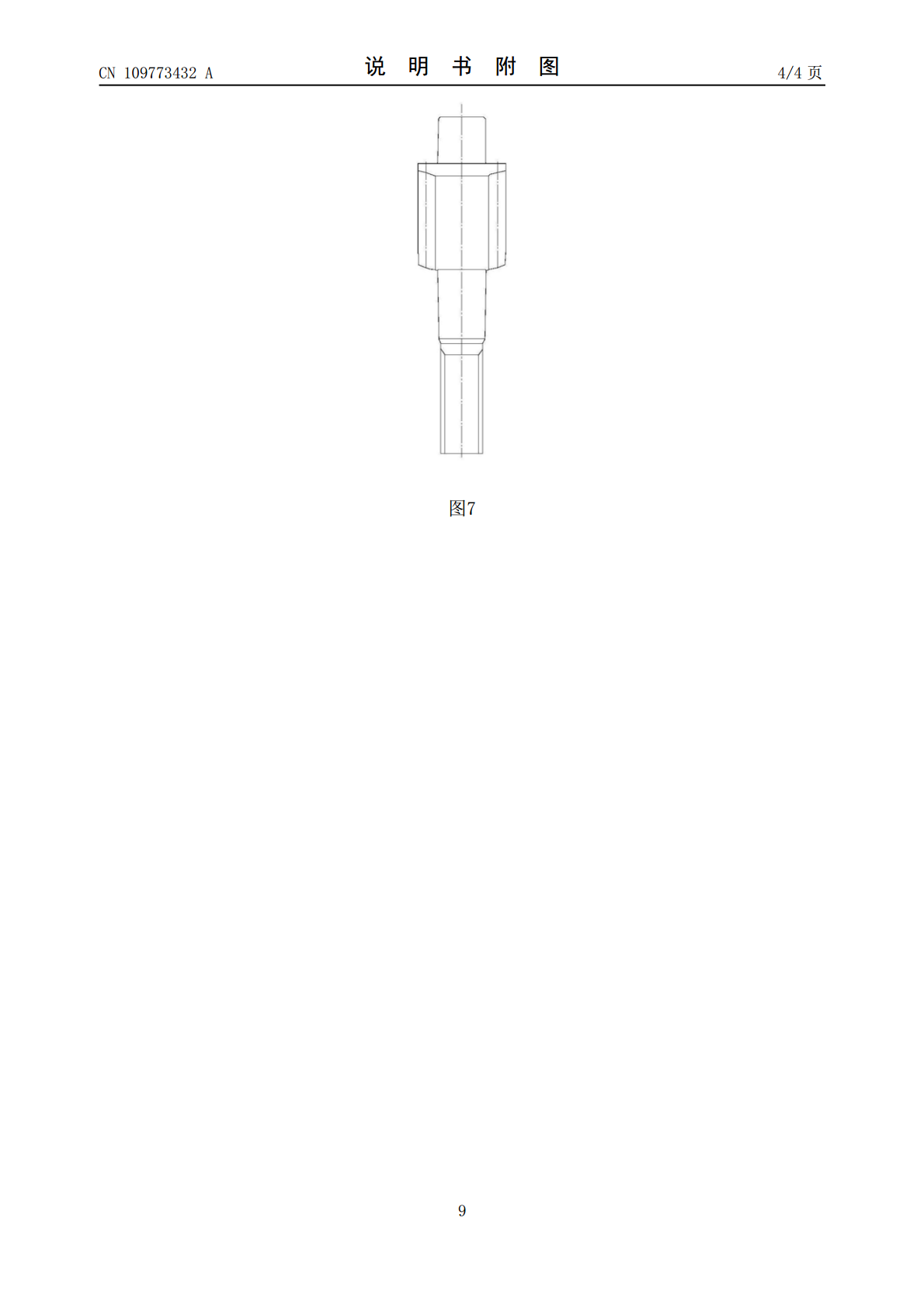
本发明涉及一种多工位冷挤压齿轴成形工艺,包括如下工艺步骤:金属棒材通过自动锯切机断料,断料表面抛丸处理;断料加热挤压制坯、退火;制坯表面抛丸、磷皂化处理;齿部冷挤压成形;花键冷挤压成形、齿部精整;切削表面、热处理及后续加工。本发明的冷挤压成形工艺生产效率高,节约原材料,挤压出的齿轴尺寸精度高、强度高、刚性好且重量轻;挤压过程采用的制坯模具最大限度使制坯件成形,形状接近挤压件外形;齿部冷挤模具使齿轮基本成形,保证齿面光洁度;齿轴精整模具实现齿部的精整及花键的挤压,制坯模具、齿部冷挤模具和齿轴精整模具三种模具

一种多工位冷镦成型连体齿轴的工艺.pdf
本发明公开了一种多工位冷镦成型连体齿轴的工艺,其特征在于:它的工艺过程依次包括:1)备料,以金属盘圆线为原料并通过自动送料装置送料,并根据需要剪料;2)所送原料根据连体齿轴形状尺寸通过多工位冷镦机一次或多次加工成型;3)加工成型后在连体齿轴的齿轴上打孔使连体齿轮轴整体成形;该发明通过采用盘圆线冷镦的工艺实现连体齿轮轴一体成形,不但提高了生产效率,而且也避免了原来在齿轮压注过程中出现的因压注工艺造成的质量问题,从而提高了齿轮轴的质量。进一步,本发明通过多工位冷镦机加工成型,填补了连体齿轮加工领域的空白,而且

多工位罐口成形机.pdf
本发明公开了一种多工位罐口成形机,包括机架,机架上设置转盘,转盘上设有沿圆周方向布置的多个工位,每个工位上设置一个下模,下模上方设置与下模工位对应的多个上模,上模与升降模板固定连接,且沿转盘的转动方向,相应工位上的上模的收口直径依次逐渐变小。本发明结构合理,工作效率高;采用高精度转盘,旋转工位采用了剖分式蜗轮蜗杆结构,分度精度极高,有效提高了转盘的精度及寿命。
轮毂轴承外圈多工位精密成形工艺及其实现装置.pdf
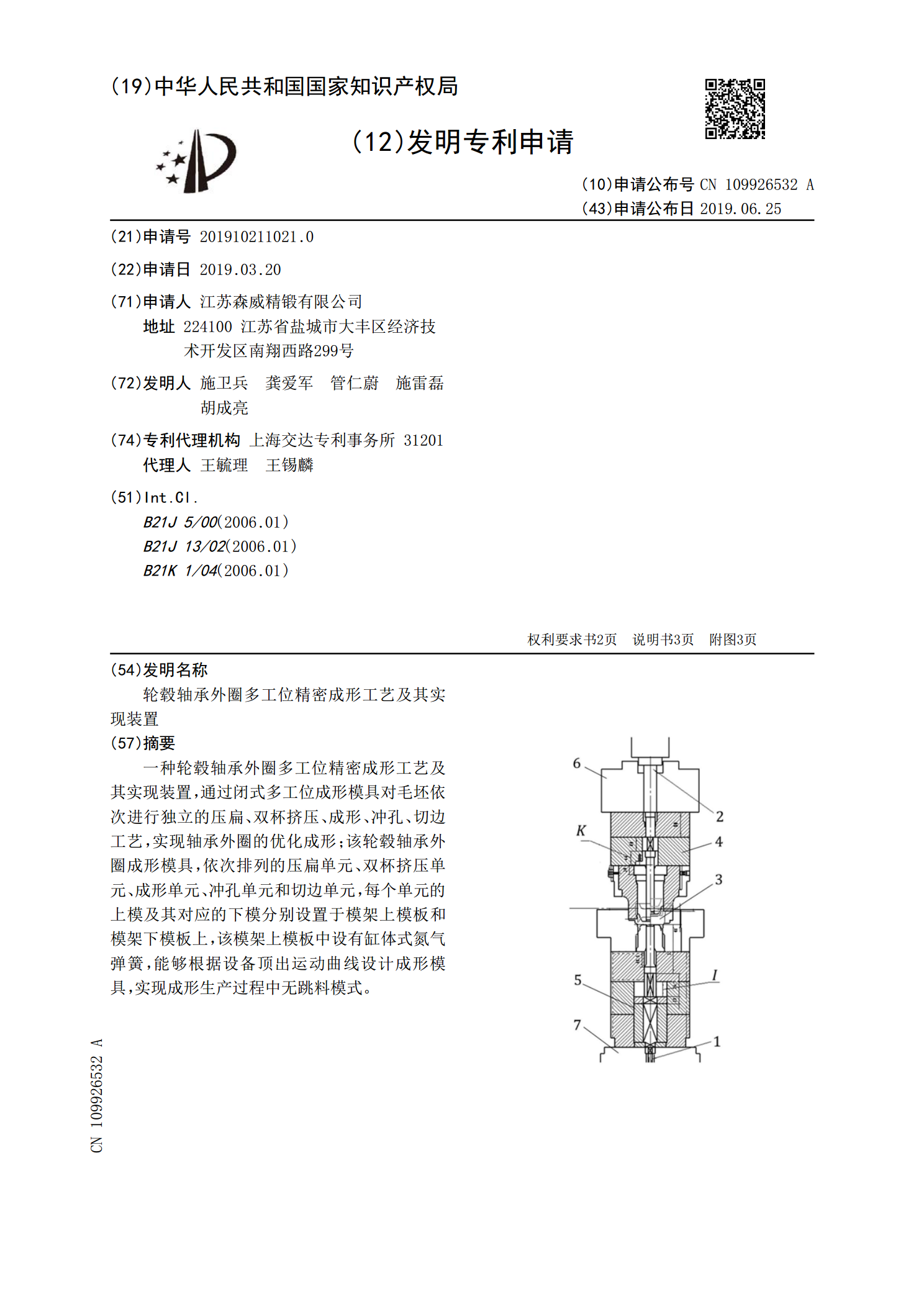
一种轮毂轴承外圈多工位精密成形工艺及其实现装置,通过闭式多工位成形模具对毛坯依次进行独立的压扁、双杯挤压、成形、冲孔、切边工艺,实现轴承外圈的优化成形;该轮毂轴承外圈成形模具,依次排列的压扁单元、双杯挤压单元、成形单元、冲孔单元和切边单元,每个单元的上模及其对应的下模分别设置于模架上模板和模架下模板上,该模架上模板中设有缸体式氮气弹簧,能够根据设备顶出运动曲线设计成形模具,实现成形生产过程中无跳料模式。

冷挤压成形设计.doc
冷挤压课程作业结构分析:冷挤压件图如下图所示:分析可知,挤压零件结构简单,为典型单向多台阶阶梯轴,并且除处有较大直径突变外,其余的直径变化均较小,且为倾斜台阶面过渡。工艺设计:根据零件结构特征,处台阶需要通过镦粗成形,其余台阶面可采用减径挤压方式,所以采用减径挤压和镦粗相结合的方式,具体选取以下两种方案对比分析:镦挤复合,加工出,圆柱面,减径挤压出。工步图如下:镦粗出圆柱面,依次减径挤压出,圆柱面。工步图如下:坯料设计及挤压前处理:坯料设计:坯料形状和尺寸:根据零件结构分析采用棒状坯料如图a所示:,取由冷