
铝合金铸件细孔成型工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝合金铸件细孔成型工艺.docx
铝合金铸件细孔成型工艺铝合金铸件细孔成型工艺1.引言铝合金铸件在工业生产中具有重要的应用价值,尤其是在汽车制造、航空航天和机械制造等领域。然而,在实际生产中,由于铸造过程中的缺陷问题,往往会产生细孔,并且对铝合金铸件的性能和质量造成不良影响。因此,研究铝合金铸件细孔成型工艺,对提高铝合金铸件质量具有重要意义。2.细孔的成因及影响因素细孔是指在铸件中形成的细小气孔,其成因主要有两方面,一是铸造过程中的气体吸收和聚集,二是翻砂过程中的气体生成和扩散。此外,铝合金铸件细孔的形成还受到多种因素的影响,包括合金成分
铝合金压铸件毛坯精密成型工艺方法.pdf
铝合金压铸件毛坯精密成型工艺方法,包括以下步骤:步骤一、根据铸件的结构制作模具;步骤二、采用压蜡机压制蜡模及浇口杯、横浇道、直浇道及内浇口,并对蜡模修型,按照组合图进行蜡模组型,然后对组合后的蜡模除油;步骤三、对以上组好型的蜡模进行多层挂砂;步骤四、进行脱蜡,脱蜡后模壳在通风条件下自干不少于20小时,模壳在箱式电阻炉中焙烧,待冷却至室温后检验模壳;步骤五、经水洗的模壳须进行烘壳工序;步骤六、采用水玻璃砂进行造型,然后对砂型进行干燥处理;步骤七、熔炼铝合金熔液,采用调压浇注,在结晶时间到达一半时,使砂型的温
铝合金铸件制造工艺.pdf
本发明提供一种工作效率高、产品合格率高、铸件机械性能好的铝合金铸件制造工艺,其特征在于包括如下步骤:熔化、保温、浇铸、修整、热处理、喷砂。将干燥的氮气通过碳棒吹入铝合金液中,氮气直接进入铝合金液中,可以更好地带走铝合金液的气体,去除铝合金液中的气体杂质,降低了制造出的铸件出现气孔的可能性;保温炉能够控制合金液的温度保持稳定,进而使合金液的浇铸温度保持稳定,避免了因浇铸温度过高或过低而导致制作出的铸件出现气孔、缩孔、浇不足或外形轮廓不清等缺陷,提高了产品的合格率。
铸件浇注装置及浇注成型工艺.pdf
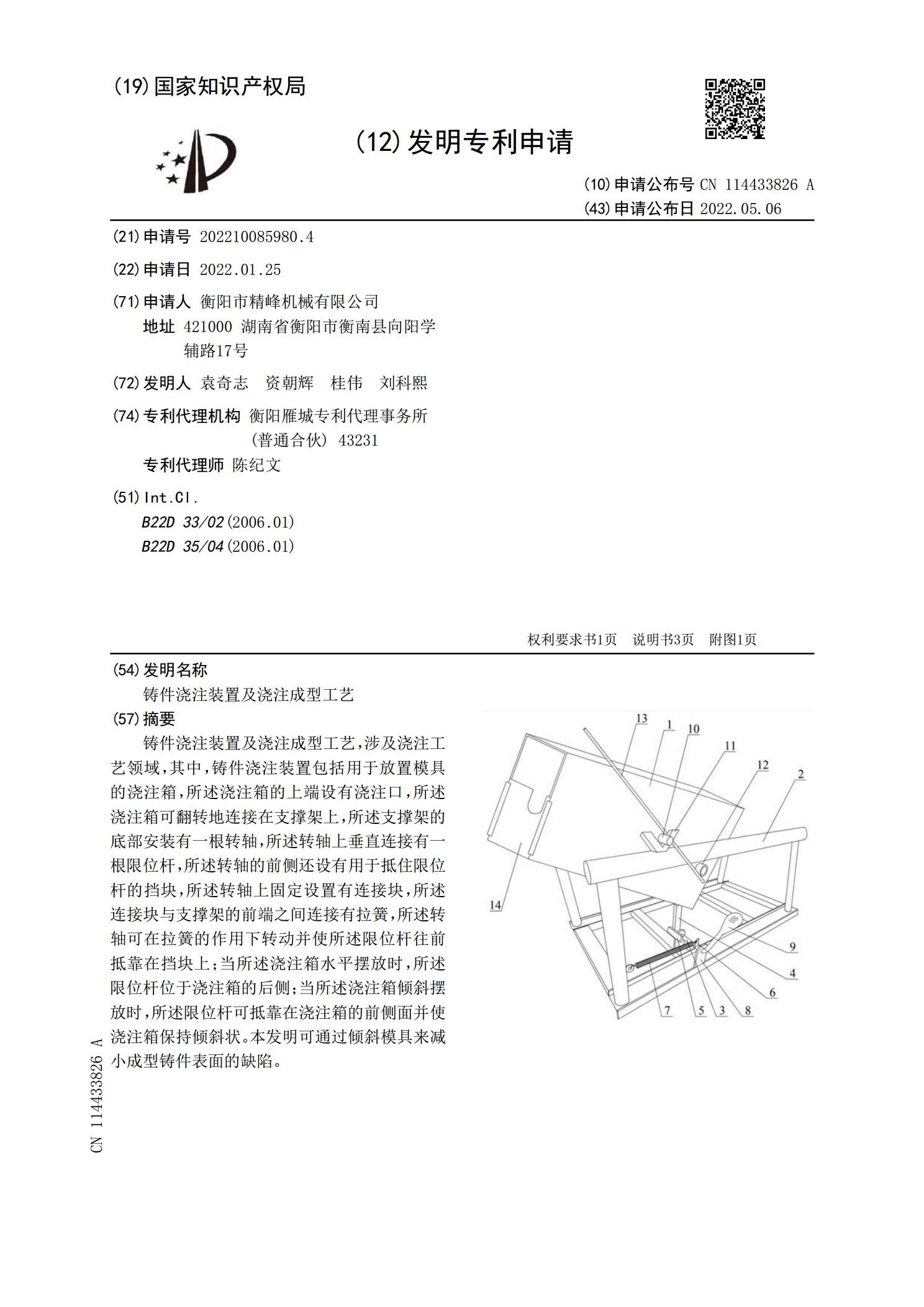
铸件浇注装置及浇注成型工艺,涉及浇注工艺领域,其中,铸件浇注装置包括用于放置模具的浇注箱,所述浇注箱的上端设有浇注口,所述浇注箱可翻转地连接在支撑架上,所述支撑架的底部安装有一根转轴,所述转轴上垂直连接有一根限位杆,所述转轴的前侧还设有用于抵住限位杆的挡块,所述转轴上固定设置有连接块,所述连接块与支撑架的前端之间连接有拉簧,所述转轴可在拉簧的作用下转动并使所述限位杆往前抵靠在挡块上;当所述浇注箱水平摆放时,所述限位杆位于浇注箱的后侧;当所述浇注箱倾斜摆放时,所述限位杆可抵靠在浇注箱的前侧面并使浇注箱保持倾
铝合金铸件组合冷却工艺.pdf
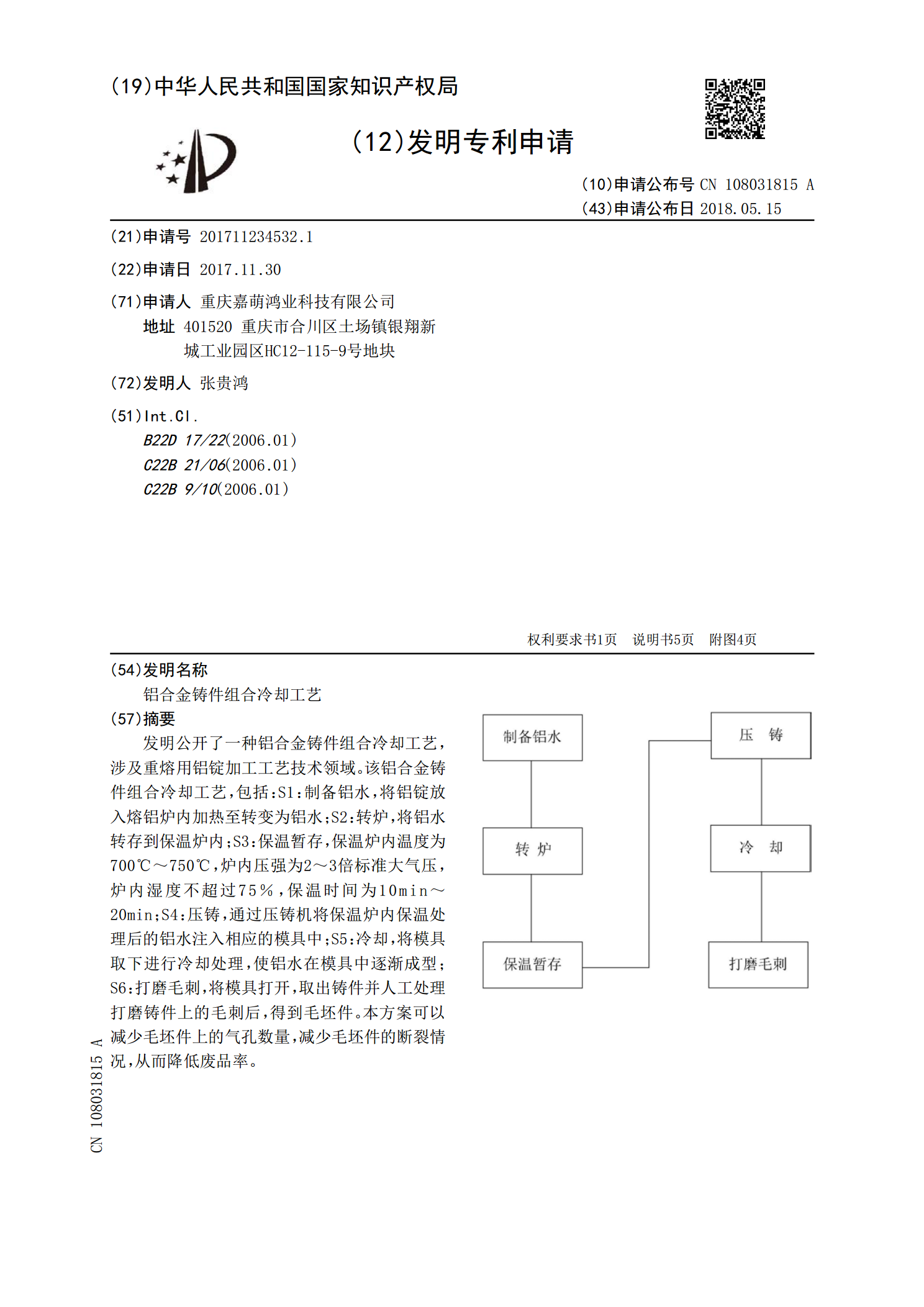
发明公开了一种铝合金铸件组合冷却工艺,涉及重熔用铝锭加工工艺技术领域。该铝合金铸件组合冷却工艺,包括:S1:制备铝水,将铝锭放入熔铝炉内加热至转变为铝水;S2:转炉,将铝水转存到保温炉内;S3:保温暂存,保温炉内温度为700℃~750℃,炉内压强为2~3倍标准大气压,炉内湿度不超过75%,保温时间为10min~20min;S4:压铸,通过压铸机将保温炉内保温处理后的铝水注入相应的模具中;S5:冷却,将模具取下进行冷却处理,使铝水在模具中逐渐成型;S6:打磨毛刺,将模具打开,取出铸件并人工处理打磨铸件上的毛