
铝合金压铸件毛坯精密成型工艺方法.pdf

桂香****盟主


1/9

2/9
3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金压铸件毛坯精密成型工艺方法.pdf
铝合金压铸件毛坯精密成型工艺方法,包括以下步骤:步骤一、根据铸件的结构制作模具;步骤二、采用压蜡机压制蜡模及浇口杯、横浇道、直浇道及内浇口,并对蜡模修型,按照组合图进行蜡模组型,然后对组合后的蜡模除油;步骤三、对以上组好型的蜡模进行多层挂砂;步骤四、进行脱蜡,脱蜡后模壳在通风条件下自干不少于20小时,模壳在箱式电阻炉中焙烧,待冷却至室温后检验模壳;步骤五、经水洗的模壳须进行烘壳工序;步骤六、采用水玻璃砂进行造型,然后对砂型进行干燥处理;步骤七、熔炼铝合金熔液,采用调压浇注,在结晶时间到达一半时,使砂型的温
汽车转向节毛坯类零件精密模锻成型工艺方法.pdf
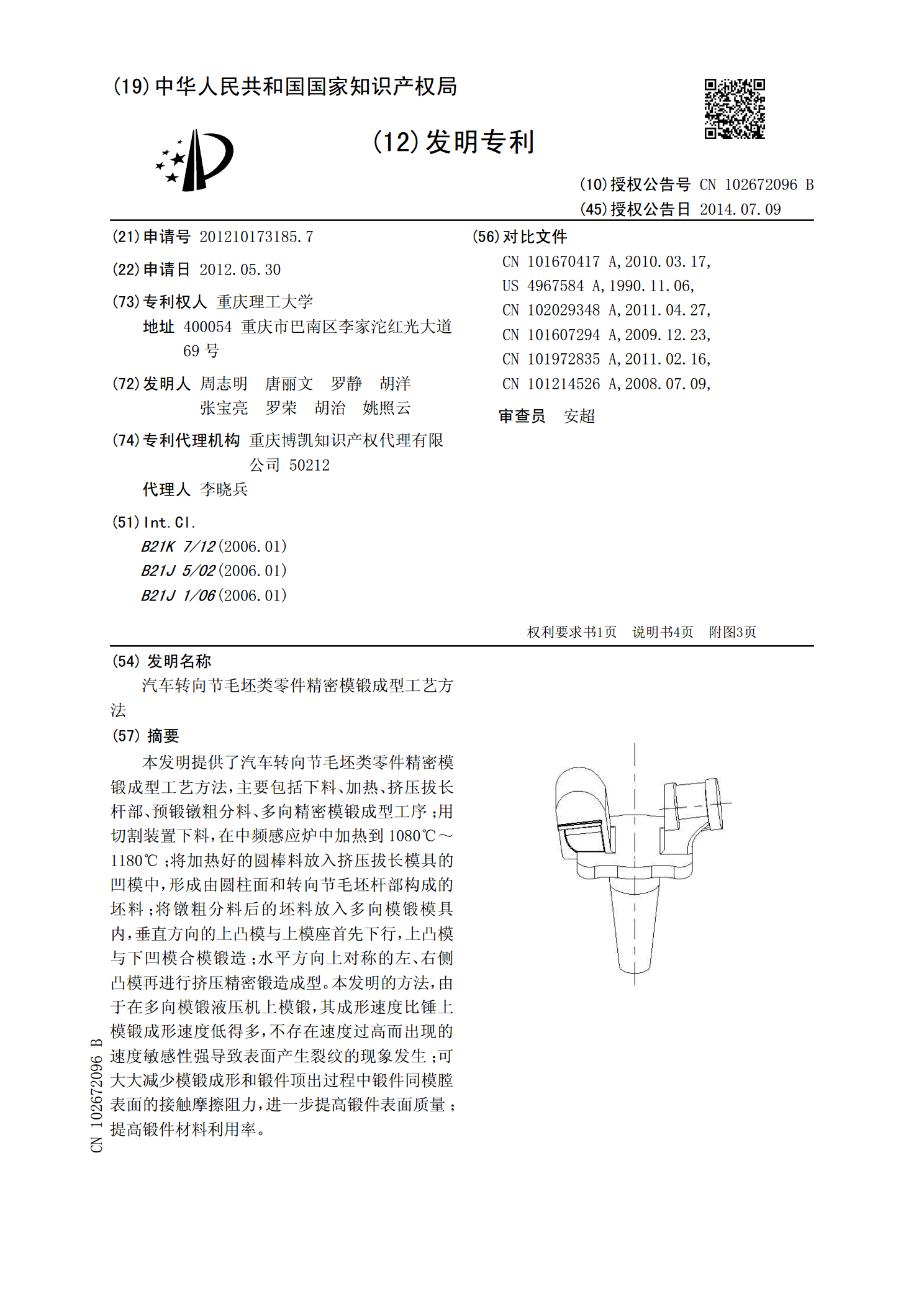
本发明提供了汽车转向节毛坯类零件精密模锻成型工艺方法,主要包括下料、加热、挤压拔长杆部、预锻镦粗分料、多向精密模锻成型工序;用切割装置下料,在中频感应炉中加热到1080℃~1180℃;将加热好的圆棒料放入挤压拔长模具的凹模中,形成由圆柱面和转向节毛坯杆部构成的坯料;将镦粗分料后的坯料放入多向模锻模具内,垂直方向的上凸模与上模座首先下行,上凸模与下凹模合模锻造;水平方向上对称的左、右侧凸模再进行挤压精密锻造成型。本发明的方法,由于在多向模锻液压机上模锻,其成形速度比锤上模锻成形速度低得多,不存在速度过高而出
一种铝合金压铸件的成型设备及其成型方法.pdf
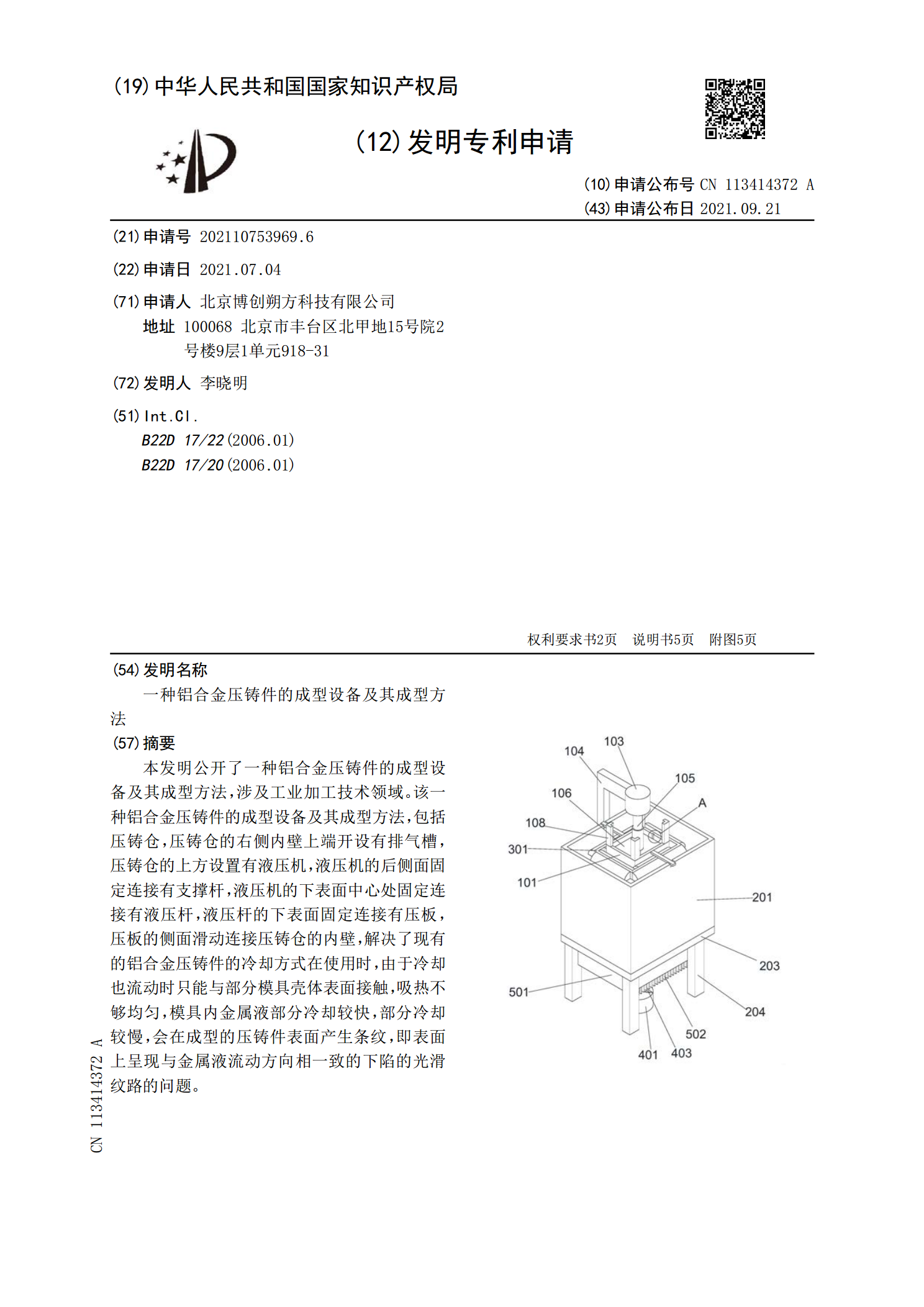
本发明公开了一种铝合金压铸件的成型设备及其成型方法,涉及工业加工技术领域。该一种铝合金压铸件的成型设备及其成型方法,包括压铸仓,压铸仓的右侧内壁上端开设有排气槽,压铸仓的上方设置有液压机,液压机的后侧面固定连接有支撑杆,液压机的下表面中心处固定连接有液压杆,液压杆的下表面固定连接有压板,压板的侧面滑动连接压铸仓的内壁,解决了现有的铝合金压铸件的冷却方式在使用时,由于冷却也流动时只能与部分模具壳体表面接触,吸热不够均匀,模具内金属液部分冷却较快,部分冷却较慢,会在成型的压铸件表面产生条纹,即表面上呈现与金属

压铸件成型工艺参数选择.ppt
项目4压铸成型工艺参数的选择一、项目导入二、相关知识压射力:压铸机压射机构中推动压射活塞的力(F)压射比压:指压射过程中,压室单位面积所受的压力(P)压力来源于高压泵。在压铸中起着极为重要的作用。在压铸过程中,作用在金属液上的压力,并不是一个常数,而是随着不同的阶段而转变成为不同的形式的。1.压射过程金属液在压室与压铸模型腔中的运动可分解为四个阶段。第I阶段:压射冲头推动金属液越过浇料口,低压低速运行,防止金属液从浇料口溢出,有利于气体排出。压力p1主要用于克服冲头与压室、液压缸与活塞之间的摩擦阻力,只有

压铸件成型工艺参数选择.pptx
项目4压铸成型工艺参数的选择一、项目导入二、相关知识压射力:压铸机压射机构中推动压射活塞的力(F)压射比压:指压射过程中,压室单位面积所受的压力(P)压力来源于高压泵。在压铸中起着极为重要的作用。在压铸过程中,作用在金属液上的压力,并不是一个常数,而是随着不同的阶段而转变成为不同的形式的。1.压射过程金属液在压室与压铸模型腔中的运动可分解为四个阶段。第I阶段:压射冲头推动金属液越过浇料口,低压低速运行,防止金属液从浇料口溢出,有利于气体排出。压力p1主要用于克服冲头与压室、液压缸与活塞之间的摩擦阻力,只有