
一种大尺寸薄壁接口对接焊接结构和方法.pdf

Ma****57

1/7

2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大尺寸薄壁接口对接焊接结构和方法.pdf
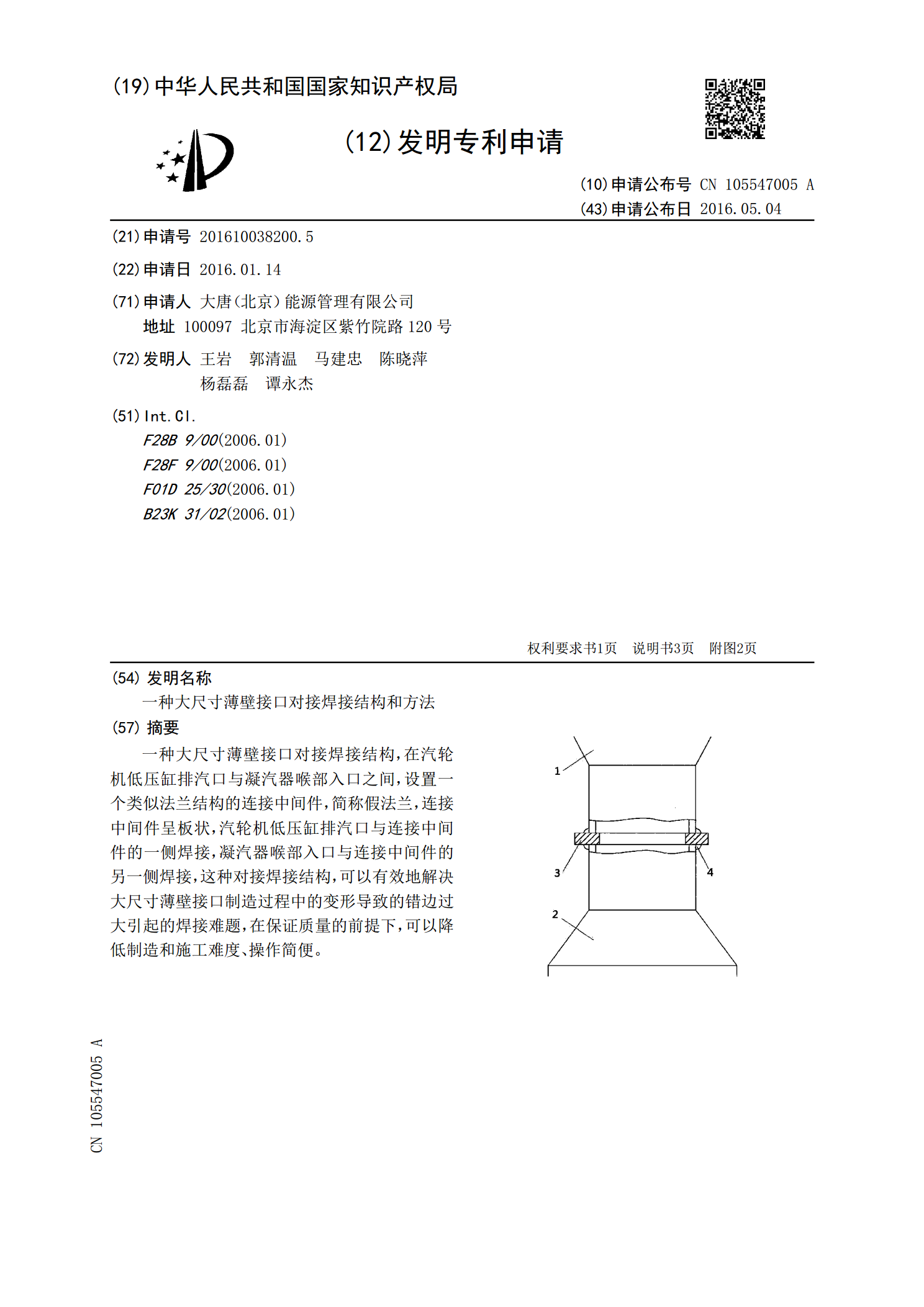
一种大尺寸薄壁接口对接焊接结构,在汽轮机低压缸排汽口与凝汽器喉部入口之间,设置一个类似法兰结构的连接中间件,简称假法兰,连接中间件呈板状,汽轮机低压缸排汽口与连接中间件的一侧焊接,凝汽器喉部入口与连接中间件的另一侧焊接,这种对接焊接结构,可以有效地解决大尺寸薄壁接口制造过程中的变形导致的错边过大引起的焊接难题,在保证质量的前提下,可以降低制造和施工难度、操作简便。

一种大尺寸焊接结构的热处理方法.pdf
本发明涉及一种大尺寸焊接结构的热处理方法,一种大尺寸焊接结构的热处理方法,包括以下步骤:安装模具,在模具的内表面涂绝缘涂层;安装电极,将焊接后待处理的零件放在模具内;铺放隔热绝缘层,在零件表面铺设隔热绝缘层;安装驱动板,将驱动板弯曲后贴附在隔热绝缘层上;安装感应线圈,将感应线圈采用支撑架固定,通过支撑架将感应线圈固定在零件的焊缝区域;局部热处理,通过高能脉冲电流产生的焦耳热效应对零件的焊缝区域进行局部热处理;校形,所述零件达到预设温度后,将感应线圈接通磁脉冲电源,所述感应线圈放电时在驱动板上形成感应电流,
一种薄壁管对接焊的定位装置及焊接方法.pdf
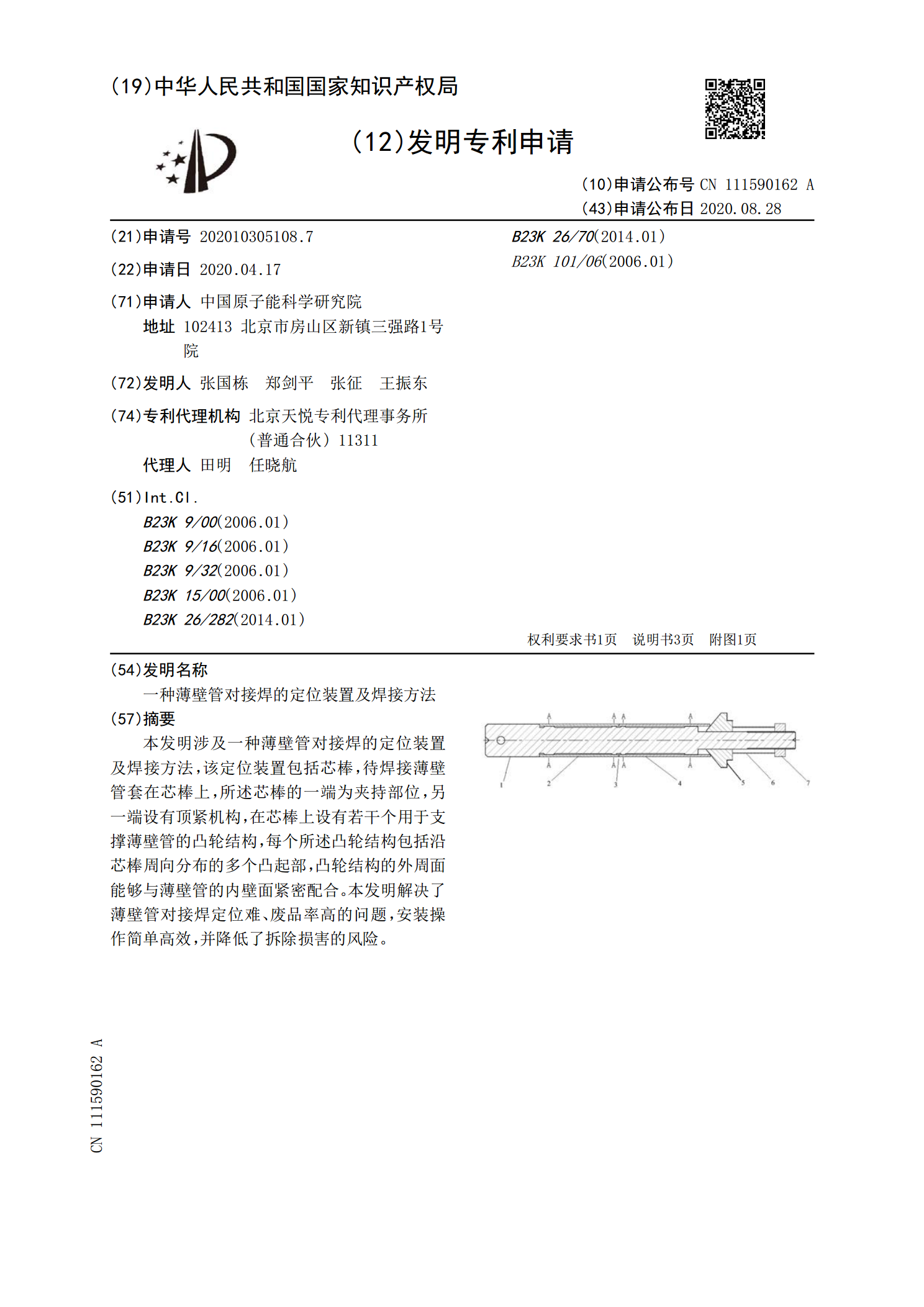
本发明涉及一种薄壁管对接焊的定位装置及焊接方法,该定位装置包括芯棒,待焊接薄壁管套在芯棒上,所述芯棒的一端为夹持部位,另一端设有顶紧机构,在芯棒上设有若干个用于支撑薄壁管的凸轮结构,每个所述凸轮结构包括沿芯棒周向分布的多个凸起部,凸轮结构的外周面能够与薄壁管的内壁面紧密配合。本发明解决了薄壁管对接焊定位难、废品率高的问题,安装操作简单高效,并降低了拆除损害的风险。

一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法.pdf
本发明属于机械加工技术领域,涉及一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法,特别涉及一种针对薄壁蒙皮端框类组合件焊接工装、焊接工艺方法及预反变形控制技术,它适用于焊接大尺寸薄壁蒙皮端框类组合件。所述的组合件为典型壁厚2mm、直径708mm、长度1747mm的5A06铝合金结构件,组合件由2件端框、3件蒙皮组成,下蒙皮为U型结构,组合件共有3条1548mm长的纵焊缝,2条长2714mm的环焊缝,组合件内为空心结构。采用本方法可以实现一次装卡、一次焊接、焊缝质量达到I级焊缝标准,组合件焊后轮廓度达到80%

一种大尺寸薄壁封头的制作方法.pdf
本发明涉及一种大尺寸薄壁封头的制作方法,包括以下步骤:S1、选材;S2、下料,在钢板上切割形成圆片;S3、冲压,通过冲压机对圆片进行温冲压;S4、矫正圆度,将矫正工装套装在封头直边的外缘,对封头直边的圆度进行矫正;S5、退火,将装配有矫正工装的封头放入退火炉加热进行热处理;S6、预坡口,等离子齐边切割出坡口并预留一定余量;S7、半成品抛光,通过抛光机对封头的过渡段和直边进行抛光处理;S8、旋压修正;S9、坡口,等离子坡口;S10、抛光。本发明的主要用途是提供一种通过矫正工装对封头直边的圆度进行矫正,进而提