
一种大尺寸薄壁封头的制作方法.pdf

鹏飞****可爱


1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大尺寸薄壁封头的制作方法.pdf
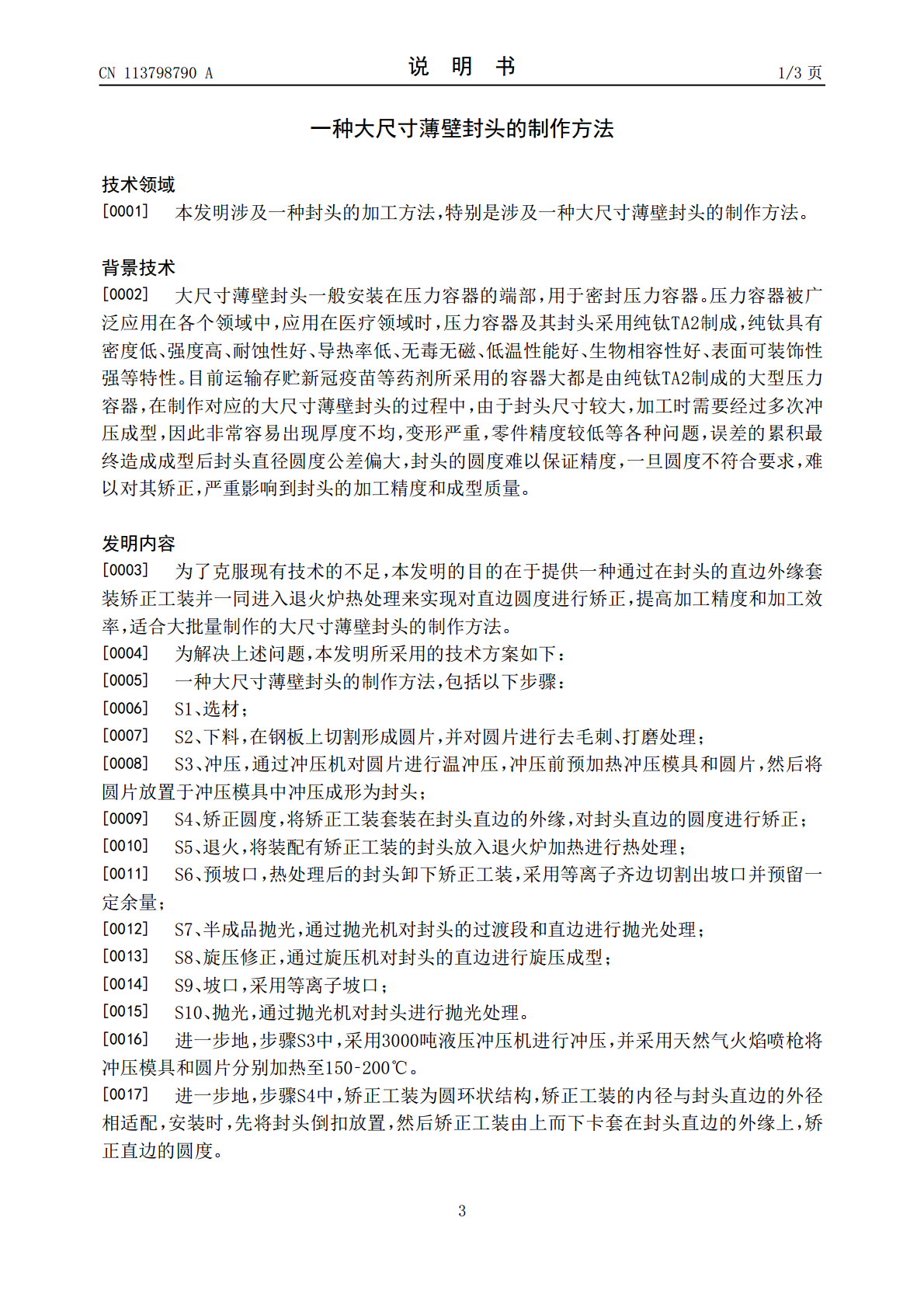
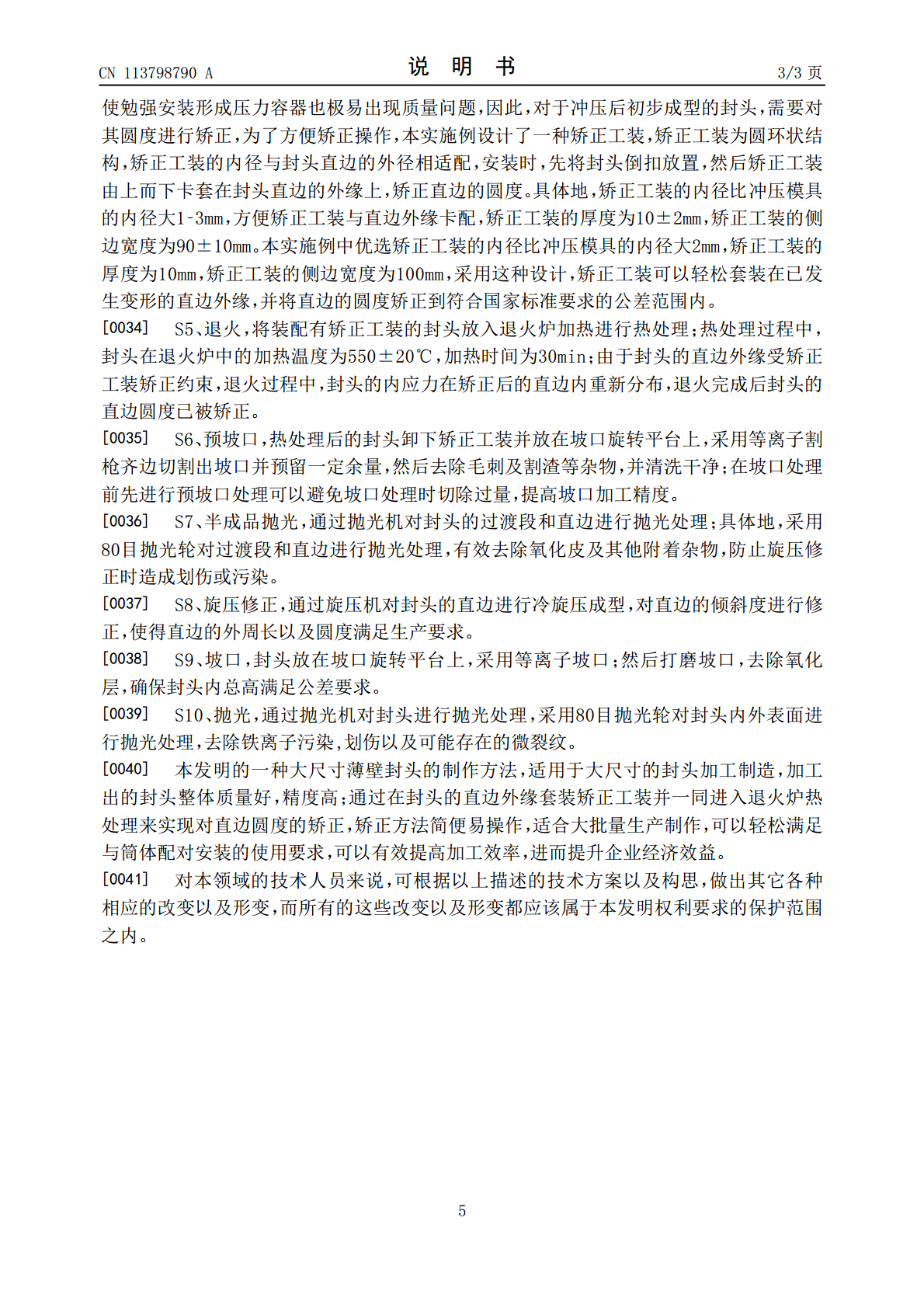
本发明涉及一种大尺寸薄壁封头的制作方法,包括以下步骤:S1、选材;S2、下料,在钢板上切割形成圆片;S3、冲压,通过冲压机对圆片进行温冲压;S4、矫正圆度,将矫正工装套装在封头直边的外缘,对封头直边的圆度进行矫正;S5、退火,将装配有矫正工装的封头放入退火炉加热进行热处理;S6、预坡口,等离子齐边切割出坡口并预留一定余量;S7、半成品抛光,通过抛光机对封头的过渡段和直边进行抛光处理;S8、旋压修正;S9、坡口,等离子坡口;S10、抛光。本发明的主要用途是提供一种通过矫正工装对封头直边的圆度进行矫正,进而提
一种大尺寸薄壁封头搪瓷变形极限预测方法.pdf
本发明涉及一种大尺寸薄壁封头搪瓷变形极限预测方法,所述方法包括以下步骤:步骤1:将薄壁封头与支架格栅的接触,抽象为成理想的园弧被切分不间距不等的弧线段;步骤2:再将间距不等的弧线段简化为直线;步骤3:将钢板的变形问题简化为钢板自身重力绕度变形问题;步骤4:钢板绕度模型的建立;步骤5:绕度公式的推导;步骤6:采用Gleeble3500热力模拟试验机进行高温拉伸试验;步骤7:预测模型的建立;步骤8:预测模型的应用。该技术方案将复杂问题简单化,解决了现有技术中原因排查困难,设备改造参数无法确定,变形无法预测的难

大型薄壁组焊椭圆封头尺寸及变形的控制工艺.docx
大型薄壁组焊椭圆封头尺寸及变形的控制工艺大型薄壁组焊椭圆封头尺寸及变形的控制工艺摘要:本文对大型薄壁组焊椭圆封头尺寸及变形的控制工艺进行了研究。首先,介绍了椭圆封头的基本结构和特点,以及其在各个领域中的应用。然后,对大型薄壁组焊椭圆封头的尺寸和变形进行了分析,并提出了相应的控制工艺方案。最后,通过实验验证了该控制工艺的有效性,并提出了进一步改进的建议。关键词:大型薄壁组焊椭圆封头;尺寸;变形;控制工艺1.引言大型薄壁组焊椭圆封头是一种常见的压力容器部件,在化工、石油、能源等领域中得到了广泛应用。其主要特点

椭圆封头尺寸.docx

半球薄壁封头成形工艺.docx
半球薄壁封头成形工艺半球薄壁封头成形工艺摘要:半球薄壁封头是一种常用于压力容器和石油化工设备中的封头结构,其成形工艺对于产品的质量和性能具有重要影响。本论文以半球薄壁封头成形工艺为研究对象,对封头的材料、工艺流程、成形方法等进行了详细分析和讨论,并根据实际生产中存在的问题提出了相应的解决方案。研究结果表明,科学合理的半球薄壁封头成形工艺对提高产品质量和生产效率具有重要意义。关键词:半球薄壁封头;成形工艺;质量;性能;工艺流程一、引言半球薄壁封头是一种由圆形平板经冷冲压成形而成的封头结构。它具有结构简单、容