
一种大尺寸焊接结构的热处理方法.pdf

建英****66

1/8
2/8

3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大尺寸焊接结构的热处理方法.pdf
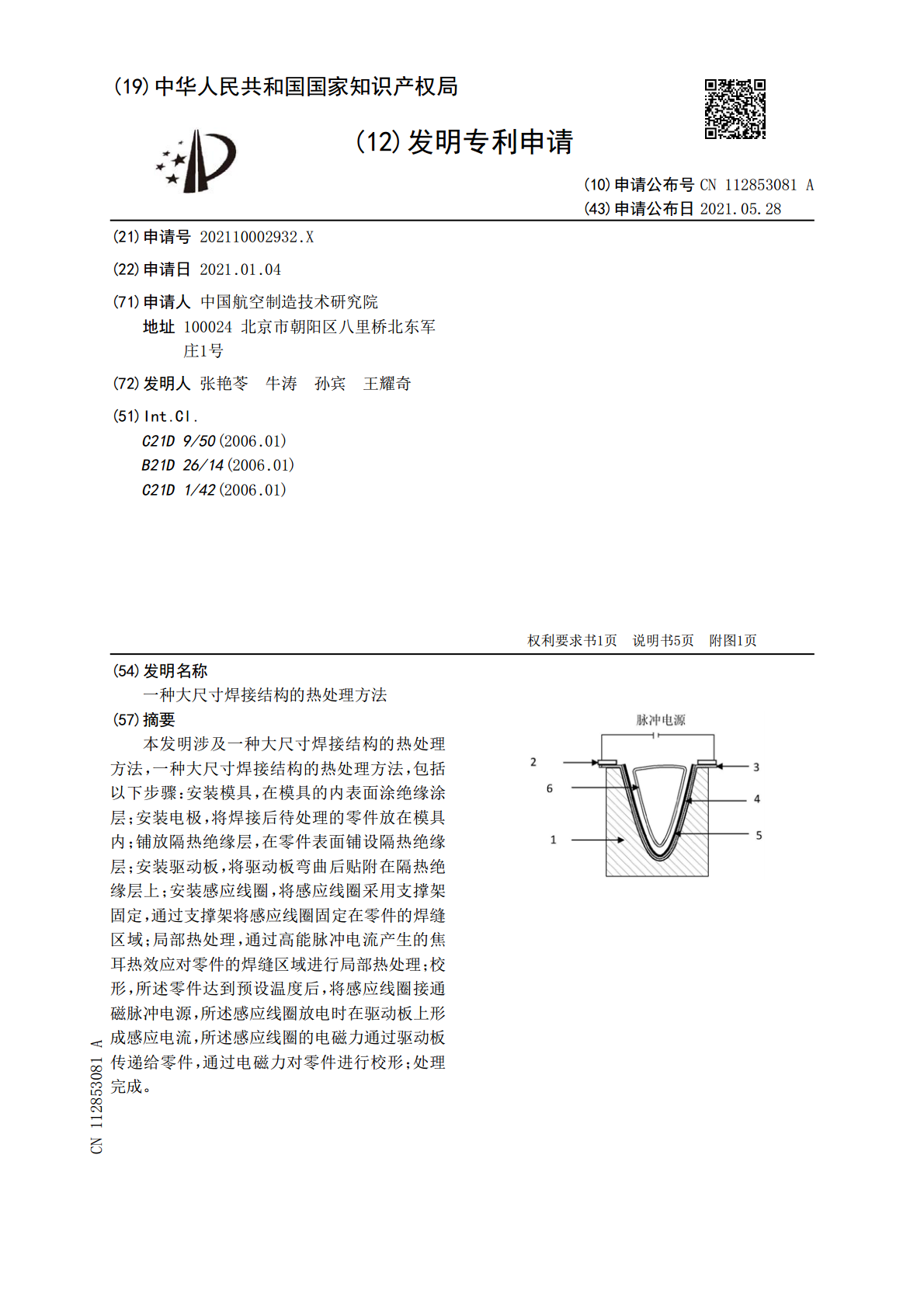
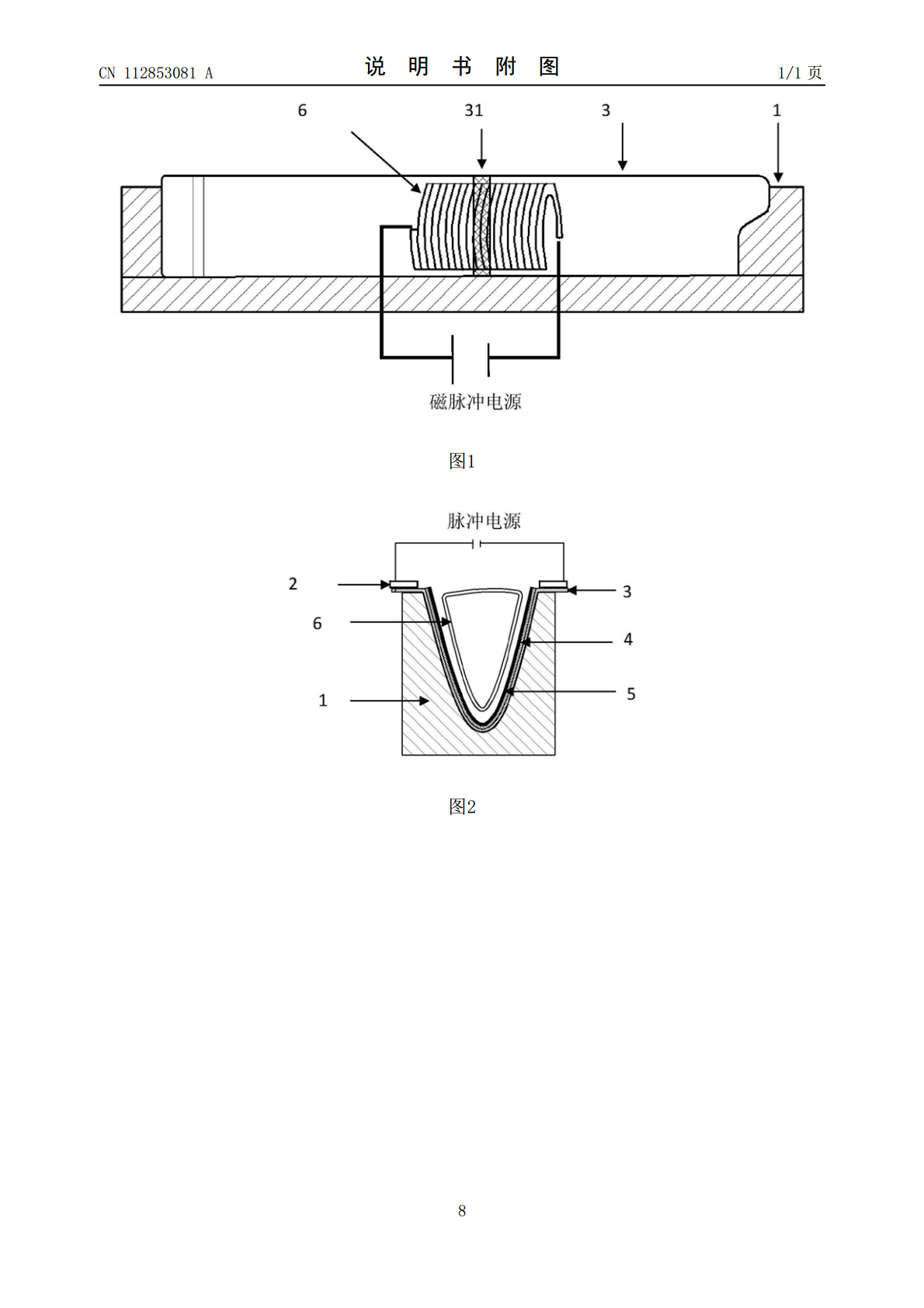
本发明涉及一种大尺寸焊接结构的热处理方法,一种大尺寸焊接结构的热处理方法,包括以下步骤:安装模具,在模具的内表面涂绝缘涂层;安装电极,将焊接后待处理的零件放在模具内;铺放隔热绝缘层,在零件表面铺设隔热绝缘层;安装驱动板,将驱动板弯曲后贴附在隔热绝缘层上;安装感应线圈,将感应线圈采用支撑架固定,通过支撑架将感应线圈固定在零件的焊缝区域;局部热处理,通过高能脉冲电流产生的焦耳热效应对零件的焊缝区域进行局部热处理;校形,所述零件达到预设温度后,将感应线圈接通磁脉冲电源,所述感应线圈放电时在驱动板上形成感应电流,
一种大尺寸薄壁接口对接焊接结构和方法.pdf
一种大尺寸薄壁接口对接焊接结构,在汽轮机低压缸排汽口与凝汽器喉部入口之间,设置一个类似法兰结构的连接中间件,简称假法兰,连接中间件呈板状,汽轮机低压缸排汽口与连接中间件的一侧焊接,凝汽器喉部入口与连接中间件的另一侧焊接,这种对接焊接结构,可以有效地解决大尺寸薄壁接口制造过程中的变形导致的错边过大引起的焊接难题,在保证质量的前提下,可以降低制造和施工难度、操作简便。
大尺寸轴承环热处理方法.pdf
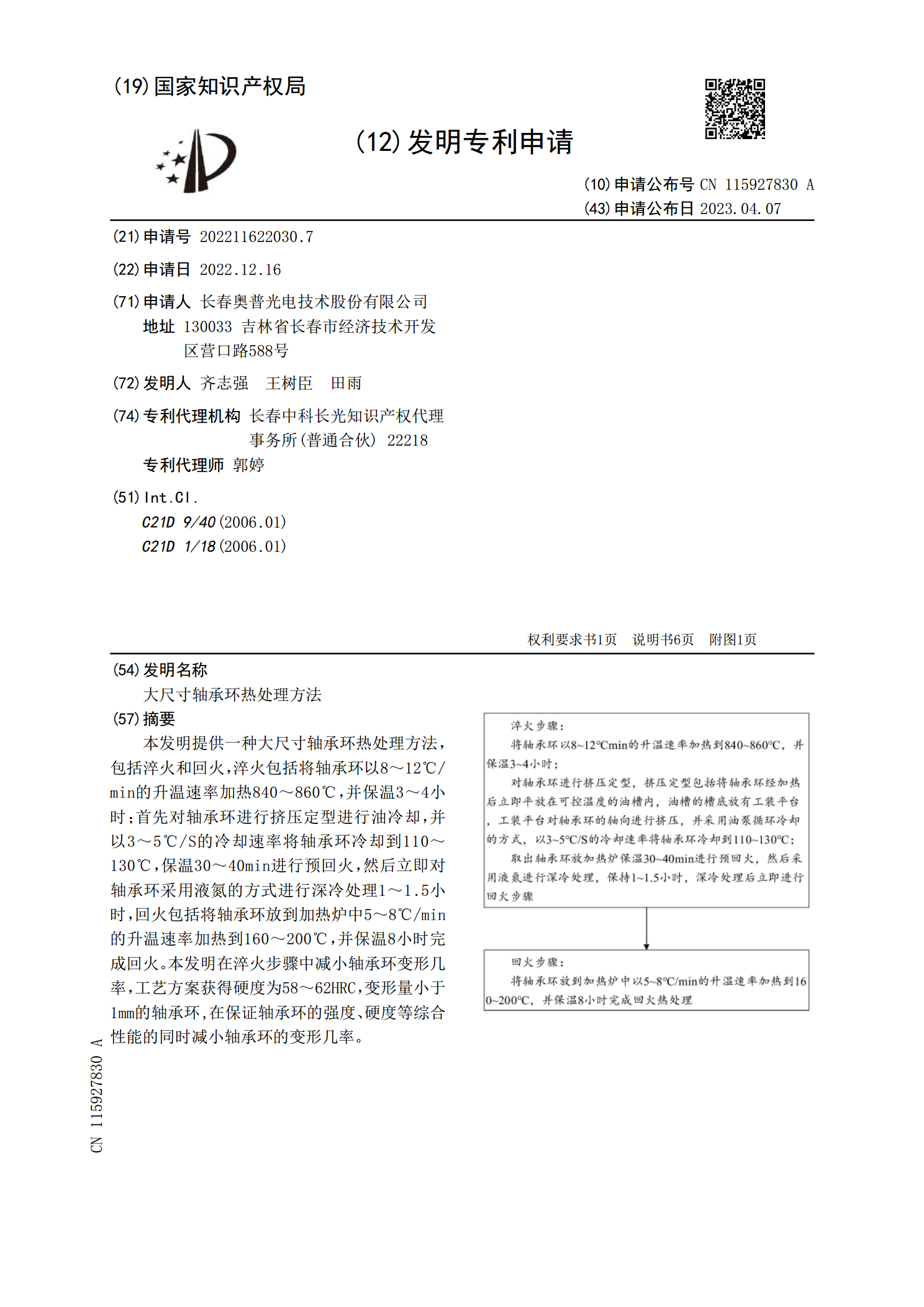
本发明提供一种大尺寸轴承环热处理方法,包括淬火和回火,淬火包括将轴承环以8~12℃/min的升温速率加热840~860℃,并保温3~4小时;首先对轴承环进行挤压定型进行油冷却,并以3~5℃/S的冷却速率将轴承环冷却到110~130℃,保温30~40min进行预回火,然后立即对轴承环采用液氮的方式进行深冷处理1~1.5小时,回火包括将轴承环放到加热炉中5~8℃/min的升温速率加热到160~200℃,并保温8小时完成回火。本发明在淬火步骤中减小轴承环变形几率,工艺方案获得硬度为58~62HRC,变形量小于1

大尺寸薄壁钢板的热处理方法.pdf
本发明公开了一种大尺寸薄壁钢板的热处理方法,采用钢板定位装置和起吊装置,对尺寸不小于4000×4000mm,厚度不大于50mm的薄壁钢板工件进行热处理;包括以下步骤:第一步,组装工件与钢板定位装置;第二步,采用起吊装置,将组装好的钢板装炉模块放入热处理炉中进行加热;第三步,加热完毕,通过起吊装置将钢板装炉模块从热处理炉中吊出,放入水槽进行淬火冷却。本发明能够对大尺寸薄壁钢板的热处理变形进行控制,从而解决薄壁钢板在轧制或锻压完成后进行加热并浸水处理过程中,容易产生变形的问题。本发明能够节省原材料和能源,同时
一种大尺寸轧辊的准差温热处理方法.pdf
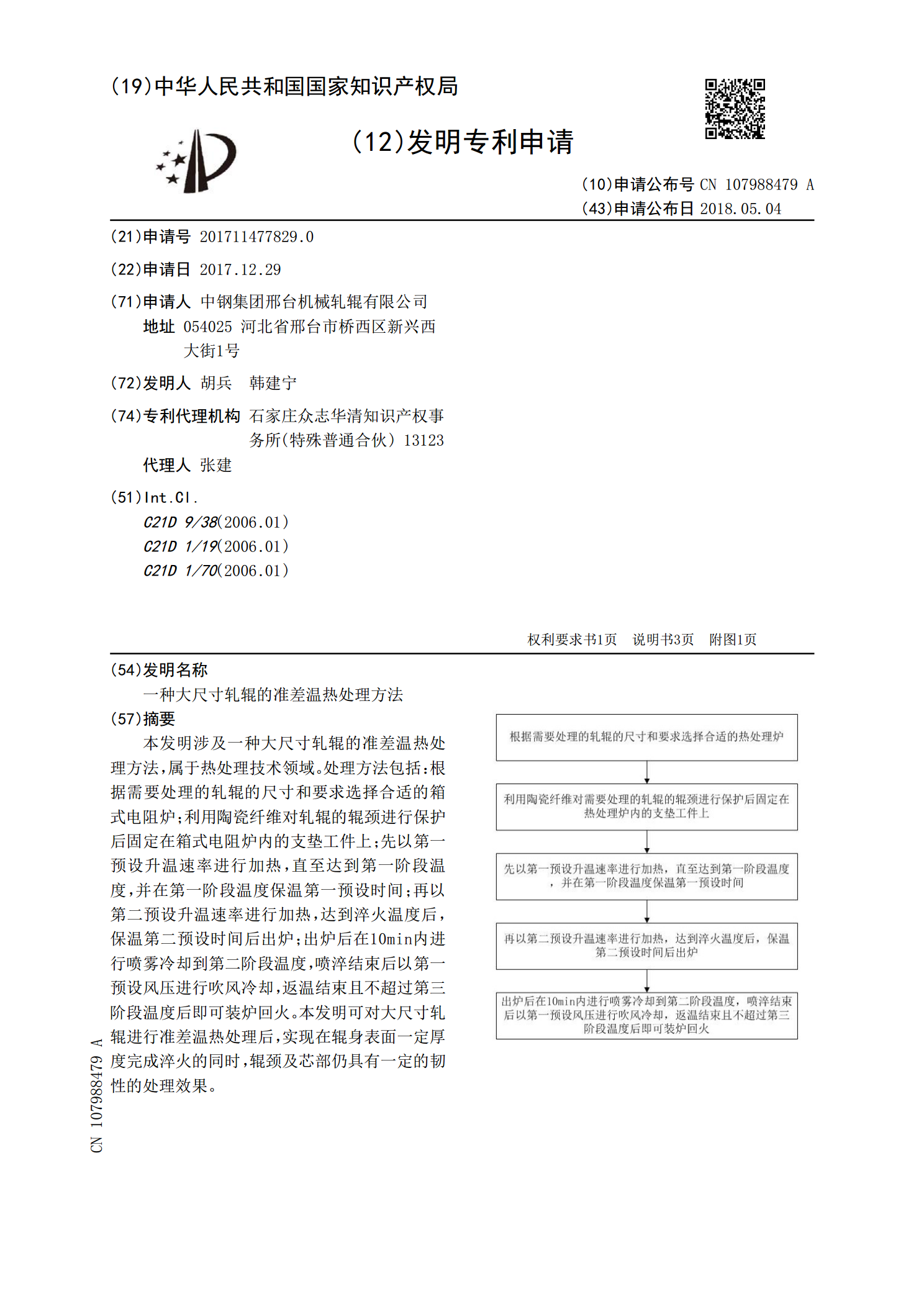
本发明涉及一种大尺寸轧辊的准差温热处理方法,属于热处理技术领域。处理方法包括:根据需要处理的轧辊的尺寸和要求选择合适的箱式电阻炉;利用陶瓷纤维对轧辊的辊颈进行保护后固定在箱式电阻炉内的支垫工件上;先以第一预设升温速率进行加热,直至达到第一阶段温度,并在第一阶段温度保温第一预设时间;再以第二预设升温速率进行加热,达到淬火温度后,保温第二预设时间后出炉;出炉后在10min内进行喷雾冷却到第二阶段温度,喷淬结束后以第一预设风压进行吹风冷却,返温结束且不超过第三阶段温度后即可装炉回火。本发明可对大尺寸轧辊进行准差