
一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法.pdf

一条****贺6

1/8
2/8
3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法.pdf
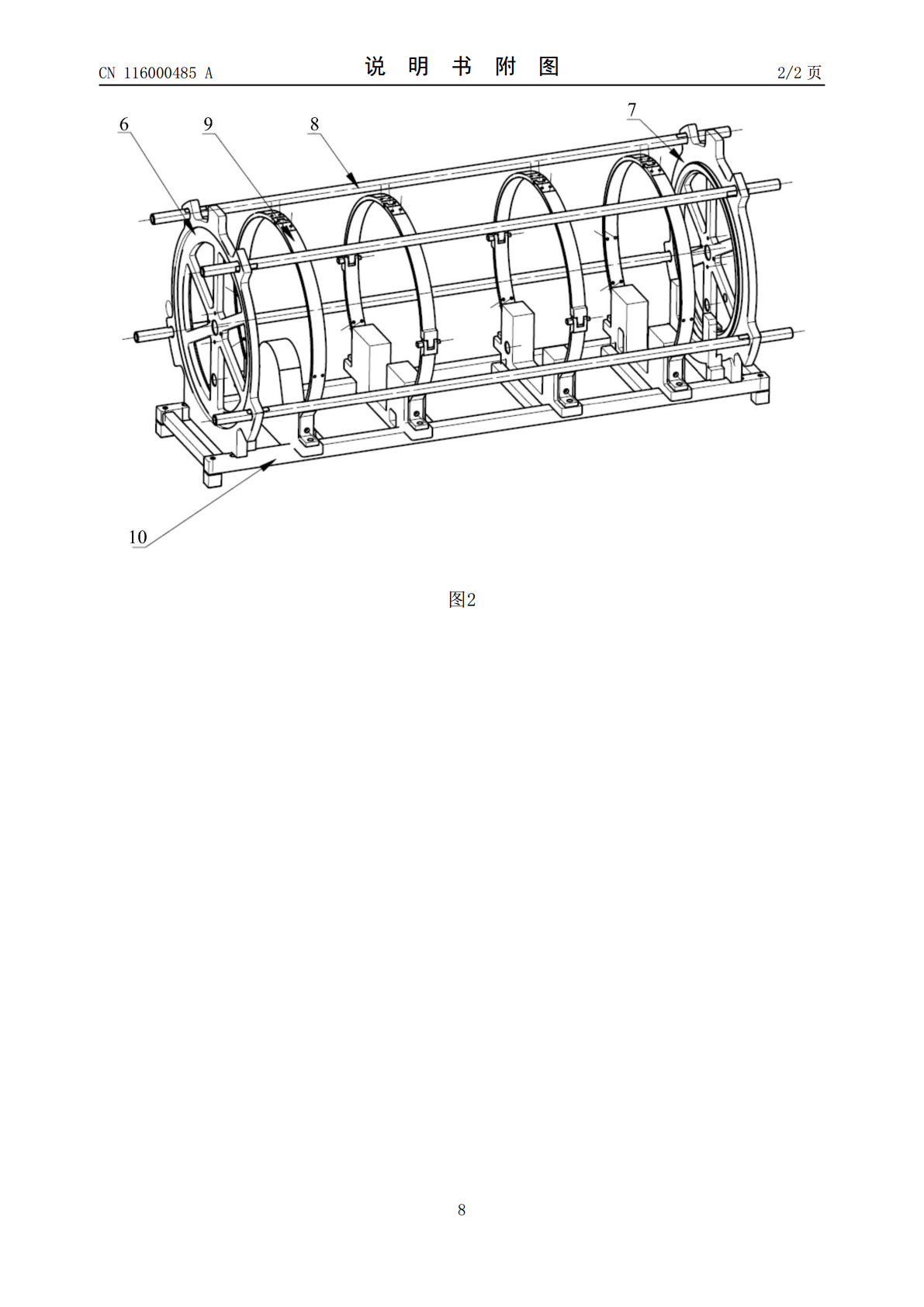
本发明属于机械加工技术领域,涉及一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法,特别涉及一种针对薄壁蒙皮端框类组合件焊接工装、焊接工艺方法及预反变形控制技术,它适用于焊接大尺寸薄壁蒙皮端框类组合件。所述的组合件为典型壁厚2mm、直径708mm、长度1747mm的5A06铝合金结构件,组合件由2件端框、3件蒙皮组成,下蒙皮为U型结构,组合件共有3条1548mm长的纵焊缝,2条长2714mm的环焊缝,组合件内为空心结构。采用本方法可以实现一次装卡、一次焊接、焊缝质量达到I级焊缝标准,组合件焊后轮廓度达到80%

薄壁件激光精密焊接变形规律及控制方法研究.pptx
添加副标题目录PART01PART02激光焊接技术的概述薄壁件激光焊接的应用场景研究的重要性和现实意义PART03激光焊接的基本原理焊接变形的基本理论激光焊接变形的影响因素PART04实验材料与方法实验结果与分析薄壁件激光焊接变形的规律PART05焊接工艺参数优化焊接过程中的热源控制焊接后的变形矫正技术控制方法的实验验证与效果评估PART06研究的主要结论研究的创新点与贡献对未来研究的建议与展望感谢您的观看

薄壁蒙皮内置加强筋镜像激光焊接变形抑制方法.pdf
本发明涉及薄壁蒙皮内置加强筋镜像激光焊接变形抑制方法,属于材料工程领域。针对蒙皮内置加强筋接头焊接出现的变形及“楞脊”压痕缺陷,采用本方法所涉及工装对待焊接头进行夹持固定,使待焊处蒙皮内外侧均受压应力作用,有效避免了过大预紧力造成的修配翘曲,同时精确控制焊接反变形量、夹紧力以及过盈量等夹紧状态,优化焊接过程中由于蒙皮受热软化屈服强度下降而引起的压痕缺陷及焊接变形翘曲,此外,通过采用循环水冷装置优化接头处的焊接温度场分布,提高接头处温度梯度,使接头处热量快速散失,进一步降低由于长时间停留在高温时段产生的焊接
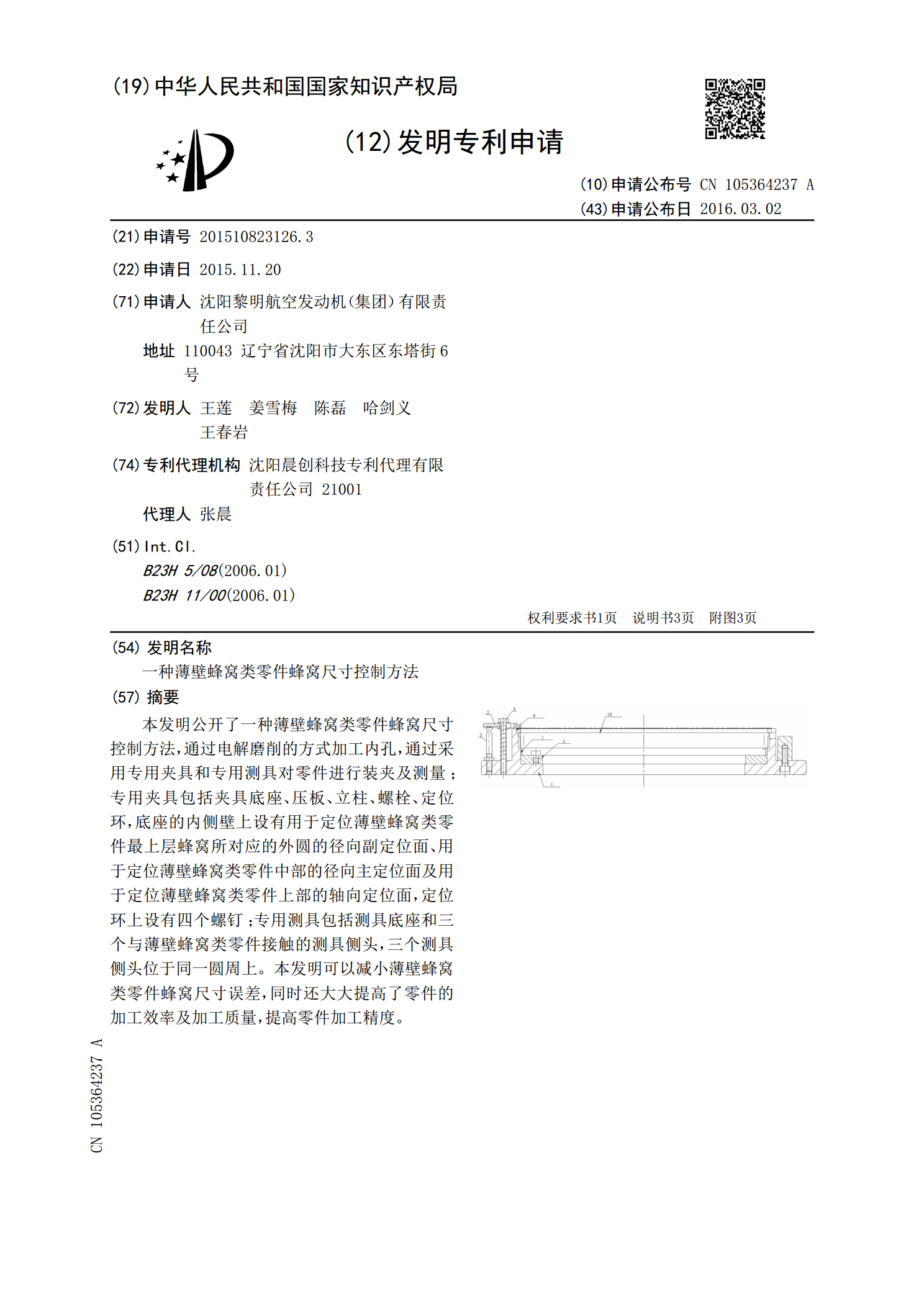
一种薄壁蜂窝类零件蜂窝尺寸控制方法.pdf
本发明公开了一种薄壁蜂窝类零件蜂窝尺寸控制方法,通过电解磨削的方式加工内孔,通过采用专用夹具和专用测具对零件进行装夹及测量;专用夹具包括夹具底座、压板、立柱、螺栓、定位环,底座的内侧壁上设有用于定位薄壁蜂窝类零件最上层蜂窝所对应的外圆的径向副定位面、用于定位薄壁蜂窝类零件中部的径向主定位面及用于定位薄壁蜂窝类零件上部的轴向定位面,定位环上设有四个螺钉;专用测具包括测具底座和三个与薄壁蜂窝类零件接触的测具侧头,三个测具侧头位于同一圆周上。本发明可以减小薄壁蜂窝类零件蜂窝尺寸误差,同时还大大提高了零件的加工效
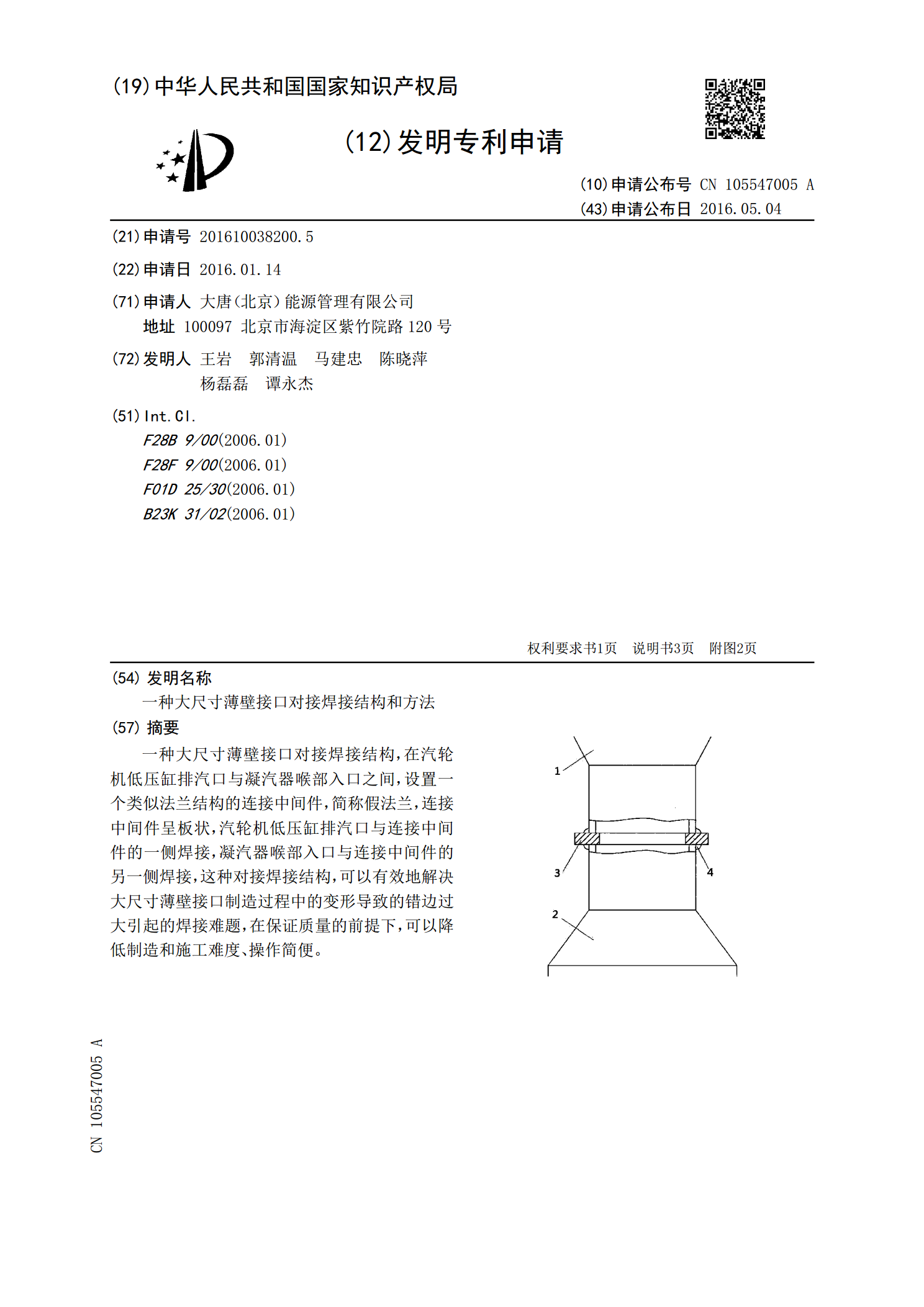
一种大尺寸薄壁接口对接焊接结构和方法.pdf
一种大尺寸薄壁接口对接焊接结构,在汽轮机低压缸排汽口与凝汽器喉部入口之间,设置一个类似法兰结构的连接中间件,简称假法兰,连接中间件呈板状,汽轮机低压缸排汽口与连接中间件的一侧焊接,凝汽器喉部入口与连接中间件的另一侧焊接,这种对接焊接结构,可以有效地解决大尺寸薄壁接口制造过程中的变形导致的错边过大引起的焊接难题,在保证质量的前提下,可以降低制造和施工难度、操作简便。