
一种薄壁管对接焊的定位装置及焊接方法.pdf

努力****南绿

1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁管对接焊的定位装置及焊接方法.pdf
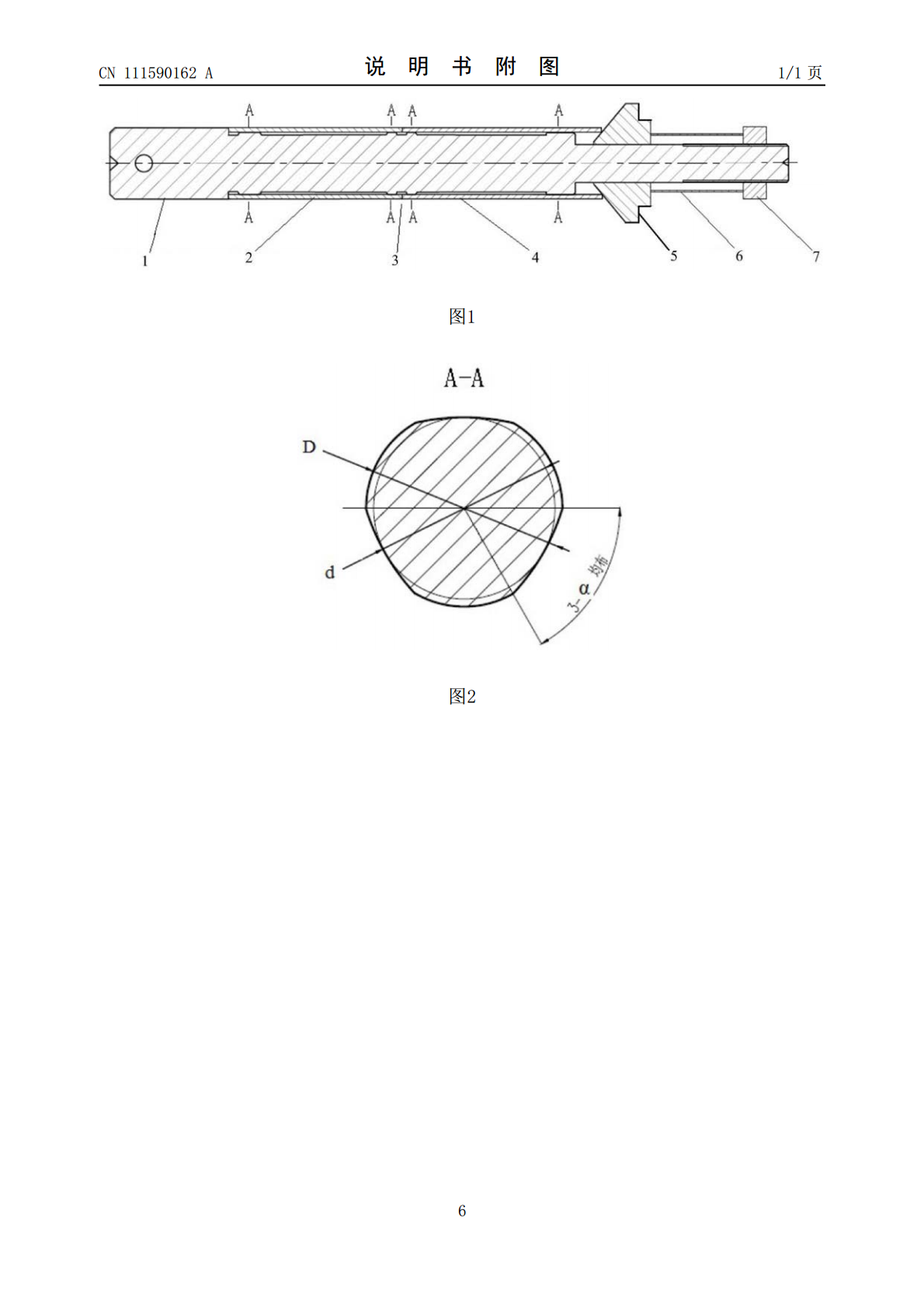
本发明涉及一种薄壁管对接焊的定位装置及焊接方法,该定位装置包括芯棒,待焊接薄壁管套在芯棒上,所述芯棒的一端为夹持部位,另一端设有顶紧机构,在芯棒上设有若干个用于支撑薄壁管的凸轮结构,每个所述凸轮结构包括沿芯棒周向分布的多个凸起部,凸轮结构的外周面能够与薄壁管的内壁面紧密配合。本发明解决了薄壁管对接焊定位难、废品率高的问题,安装操作简单高效,并降低了拆除损害的风险。

一种薄壁铝合金管端封焊装置及焊接方法.pdf
本发明公开了一种薄壁铝合金管端封焊装置及焊接方法,该封焊装置包括用于支撑薄壁铝合金管和铝合金棒的滚轮架组,所述铝合金棒的一端通过安装在旋转夹具上的中空的卡盘固定,铝合金棒穿过卡盘的一端安装有顶尖,铝合金棒另一端为直径小于铝合金棒的轴身,轴身与铝合金棒形成轴肩,轴身插入到薄壁铝合金管中,轴身与薄壁铝合金管为过盈配合,在薄壁铝合金管上方安装有搅拌头,通过H型焊缝实现薄壁铝合金管端的封焊。本发明提供一种薄壁铝合金管端封焊装置,采用H型焊缝一次性完成焊接,保证了焊件的外观精准度的同时又保证焊接的质量及铝合金管的气

一种薄壁铝合金管端封焊装置及焊接方法.pdf
本发明公开了一种薄壁铝合金管端封焊装置及焊接方法,该装置包括夹持铝合金棒的三爪卡盘、支撑铝合金棒的滚轮架组,所述铝合金棒插入到薄壁铝合金管内,薄壁铝合金管通过薄壁夹具夹持在旋转筒内,旋转筒通过轴承与固定筒连接,旋转筒的外壁上设有若干圈齿条,齿条与齿轮啮合,齿轮通过齿轮轴安装在电机上,所述旋转筒外壁上固定连接有旋转臂,旋转臂的端部安装有搅拌头,铝合金棒一端为直径小于铝合金棒的为轴身,轴身插入到薄壁铝合金管中。本发明的薄壁铝合金管端封焊装置,利用对薄壁铝合金管油浴加热使得薄壁铝合金管膨胀,将低于室温的铝合金棒
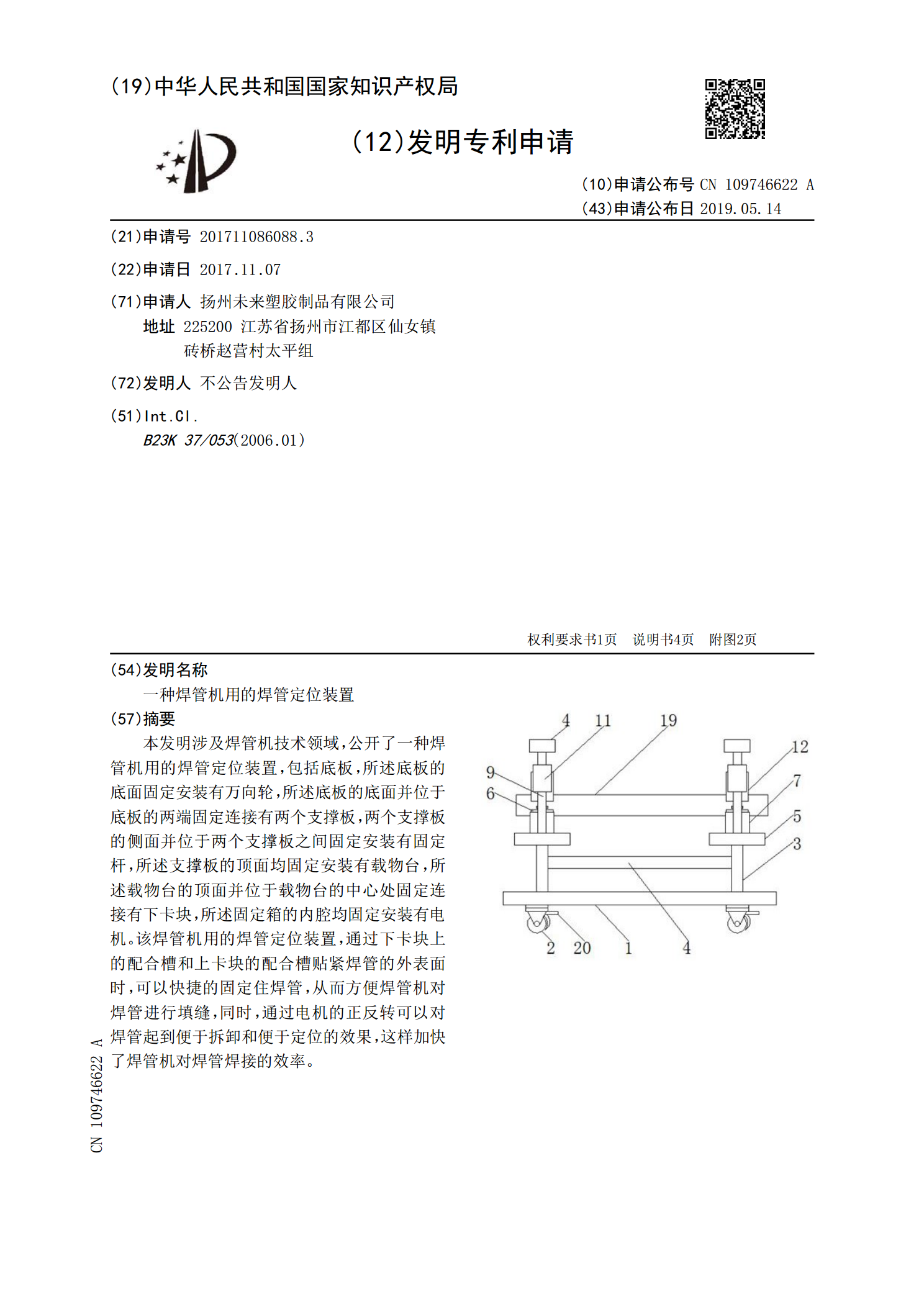
一种焊管机用的焊管定位装置.pdf
本发明涉及焊管机技术领域,公开了一种焊管机用的焊管定位装置,包括底板,所述底板的底面固定安装有万向轮,所述底板的底面并位于底板的两端固定连接有两个支撑板,两个支撑板的侧面并位于两个支撑板之间固定安装有固定杆,所述支撑板的顶面均固定安装有载物台,所述载物台的顶面并位于载物台的中心处固定连接有下卡块,所述固定箱的内腔均固定安装有电机。该焊管机用的焊管定位装置,通过下卡块上的配合槽和上卡块的配合槽贴紧焊管的外表面时,可以快捷的固定住焊管,从而方便焊管机对焊管进行填缝,同时,通过电机的正反转可以对焊管起到便于拆卸

薄壁焊管焊接技术探讨12.doc