
一种薄壁产品加工工艺.pdf

一吃****春晓

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁产品加工工艺.pdf
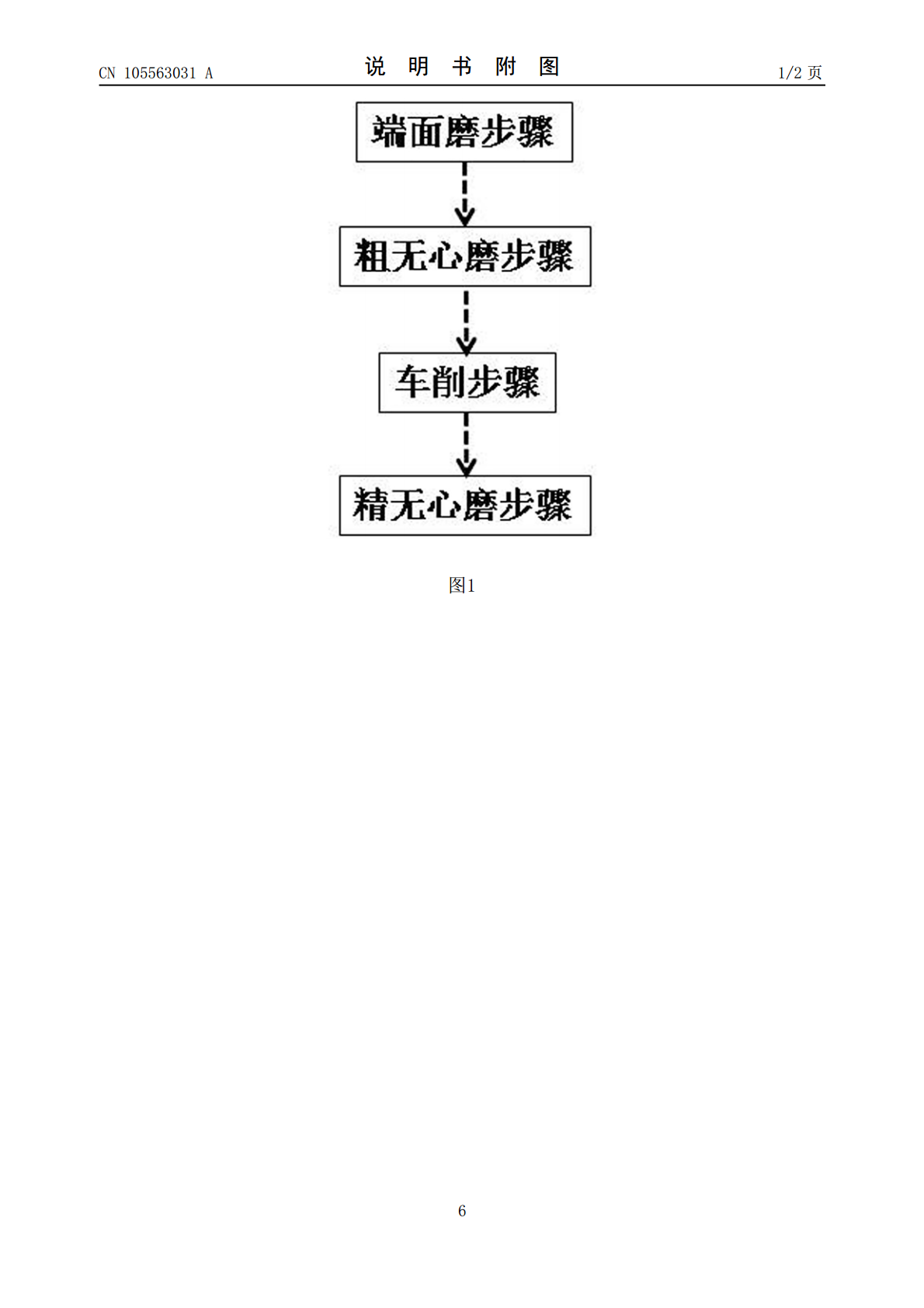
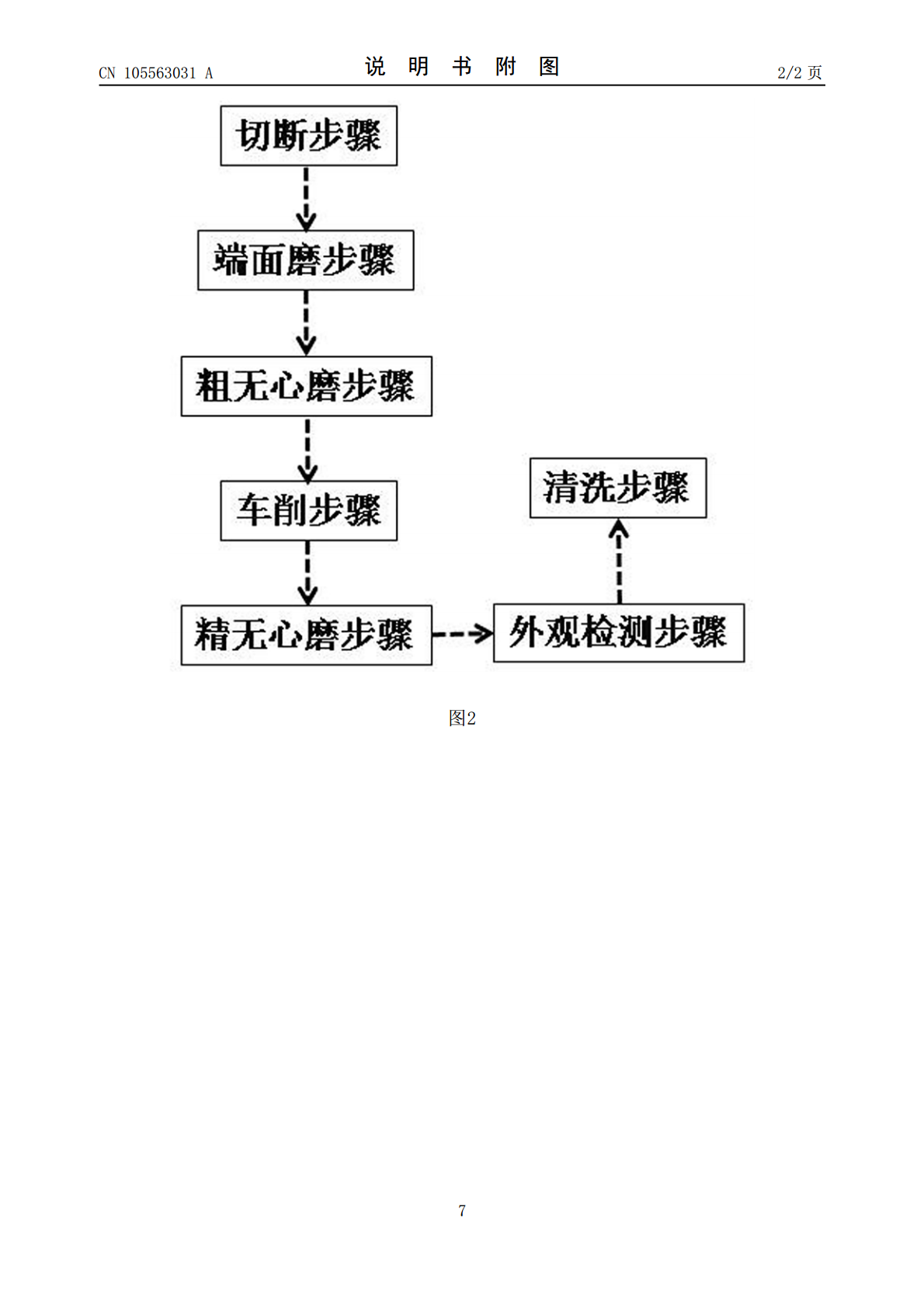
本发明涉及一种薄壁产品加工工艺,属于零件加工技术领域。一种薄壁产品加工工艺,包括端面磨步骤:将钢管或锻件放置在端面磨床上进行端面加工;粗无心磨步骤:将断面加工后的钢管或锻件放置在无心磨床上,所述无心磨床采用粗粒度的无心磨砂轮对钢管或锻件进行打磨;车削步骤:对经粗无心磨步骤打磨后的钢管或锻件进行车削加工;精无心磨步骤:将车削加工后的钢管或锻件放置在无心磨床上,所述无心磨床采用细粒度的无心磨砂轮对钢管或锻件进行打磨。该薄壁产品加工工艺有效避免了薄壁零件车削加工时的变形问题。
一种薄壁壳体的加工工艺.pdf
本发明公开了一种薄壁壳体的加工工艺,包括以下步骤,步骤1.制作内保护套与外保护套;步骤2.对原料进行粗加工,得到第一加工件;步骤3.对第一加工件进行应力释放操作,得到第二加工件;步骤4.对第二加工件进行精加工,得到成品;本发明在加工工件外侧设置保护套,为精加工提供了一定的支撑力,避免工件产生形变,也减少了刀屑划痕;增设通孔或者凹槽,可以有效地固定工件,无需利用设备对工件进行;判断第一加工件表面翘曲度后再增开应力释放槽,有助于零件应力均匀释放,从而抑制零件变形。
一种薄壁卡环加工工艺方法.pdf
本发明提供了一种薄壁卡环加工工艺方法,对卡环坯料粗车外形,得到一端带有夹头的圆环结构,对圆环进行超声波探伤和调质热处理后进行内孔和外圆的精车;在圆环侧壁沿轴向铣削卡环缺口;对圆环端面铣削螺旋型面形成卡环形状;在卡环大端沿径向钻孔;然后将卡环从圆环端面切断,形成一个封闭的卡环圆环;将两件卡环成组检测尺寸;找出单件卡环缺口连接处位置,剪断扉边;修锉毛刺并对棱边倒圆;最后对卡环激光刻标记,涂防锈油后成组存放。本发明能够有效减小加工变形,得到的卡环组件配合精度高、互换性好,生产效率大幅提高,消除了加工安全隐患,降
一种薄壁齿圈的加工工艺.pdf
本发明公开了一种薄壁齿圈的加工工艺,选材,选用空心钢管为加工原材料;切割成型,将选好的空心钢管放入切割设备的自动上料系统上,按照图纸加工薄壁圆片,预留出余量;步骤二、粗车,将外圆、孔、端面进行初步成形;步骤三:对步骤三中得到的工件进行抛磨处理;步骤四,热处理;步骤五,将淬火处理后的薄壁圆环从加热炉中取出,在空气中冷却;步骤六,渗碳;步骤七,压淬;步骤八,抛丸除锈处理;步骤九,氮化处理,保温2‑3小时,然后用水冷处理。加工出的齿圈强度高,耐磨性好,齿圈表面硬度高,有效提高了齿圈的综合性能,采用空心钢管直接加
一种薄壁斜齿轮的加工工艺.pdf
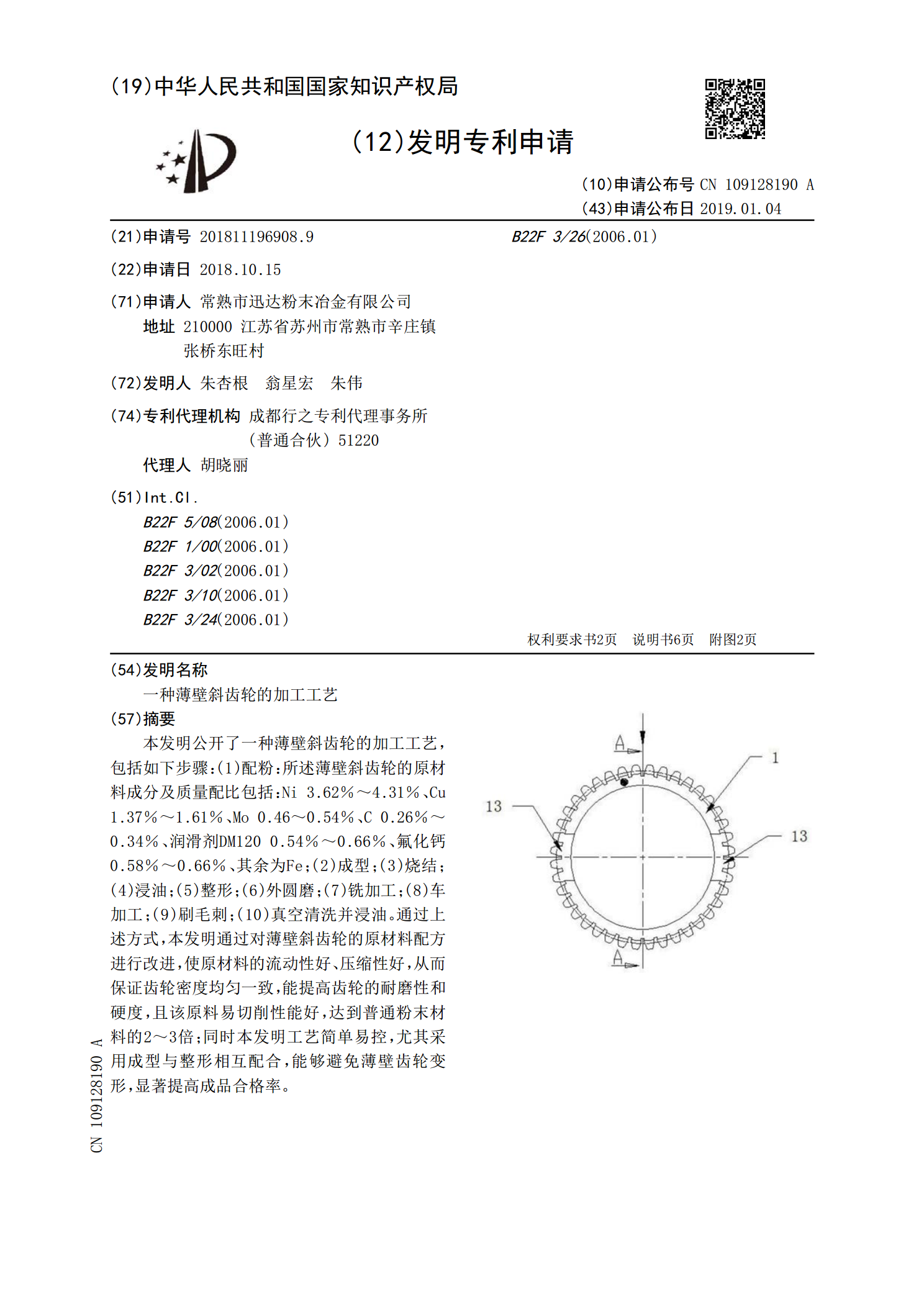
本发明公开了一种薄壁斜齿轮的加工工艺,包括如下步骤:(1)配粉:所述薄壁斜齿轮的原材料成分及质量配比包括:Ni3.62%~4.31%、Cu1.37%~1.61%、Mo0.46~0.54%、C0.26%~0.34%、润滑剂DM1200.54%~0.66%、氟化钙0.58%~0.66%、其余为Fe;(2)成型;(3)烧结;(4)浸油;(5)整形;(6)外圆磨;(7)铣加工;(8)车加工;(9)刷毛刺;(10)真空清洗并浸油。通过上述方式,本发明通过对薄壁斜齿轮的原材料配方进行改进,使原材料的流动性好