
一种薄壁卡环加工工艺方法.pdf

Ma****57


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁卡环加工工艺方法.pdf
本发明提供了一种薄壁卡环加工工艺方法,对卡环坯料粗车外形,得到一端带有夹头的圆环结构,对圆环进行超声波探伤和调质热处理后进行内孔和外圆的精车;在圆环侧壁沿轴向铣削卡环缺口;对圆环端面铣削螺旋型面形成卡环形状;在卡环大端沿径向钻孔;然后将卡环从圆环端面切断,形成一个封闭的卡环圆环;将两件卡环成组检测尺寸;找出单件卡环缺口连接处位置,剪断扉边;修锉毛刺并对棱边倒圆;最后对卡环激光刻标记,涂防锈油后成组存放。本发明能够有效减小加工变形,得到的卡环组件配合精度高、互换性好,生产效率大幅提高,消除了加工安全隐患,降

薄壁长套筒的加工工艺方法.docx
薄壁长套筒的加工工艺方法随着工业技术的不断发展,加工工艺的更新和变化也越来越快。薄壁长套筒作为机械加工件中的一种常见件,其加工和制造过程也在不断地进行优化和改进。该论文将从以下方面详细介绍薄壁长套筒的加工工艺方法:一、薄壁长套筒的加工概述薄壁长套筒作为一种重要的机械加工件,广泛应用于航空、航天、汽车、机床等领域。其主要用途是用来保护或定位其他部件,其薄壁结构能够在保证强度的同时大幅减小重量,具有重要的经济和安全意义。对于薄壁长套筒的加工工艺方法,我们需要掌握以下几个方面的知识:加工前的准备工作、加工工艺流
一种薄壁壳体的加工工艺.pdf
本发明公开了一种薄壁壳体的加工工艺,包括以下步骤,步骤1.制作内保护套与外保护套;步骤2.对原料进行粗加工,得到第一加工件;步骤3.对第一加工件进行应力释放操作,得到第二加工件;步骤4.对第二加工件进行精加工,得到成品;本发明在加工工件外侧设置保护套,为精加工提供了一定的支撑力,避免工件产生形变,也减少了刀屑划痕;增设通孔或者凹槽,可以有效地固定工件,无需利用设备对工件进行;判断第一加工件表面翘曲度后再增开应力释放槽,有助于零件应力均匀释放,从而抑制零件变形。
一种薄壁产品加工工艺.pdf
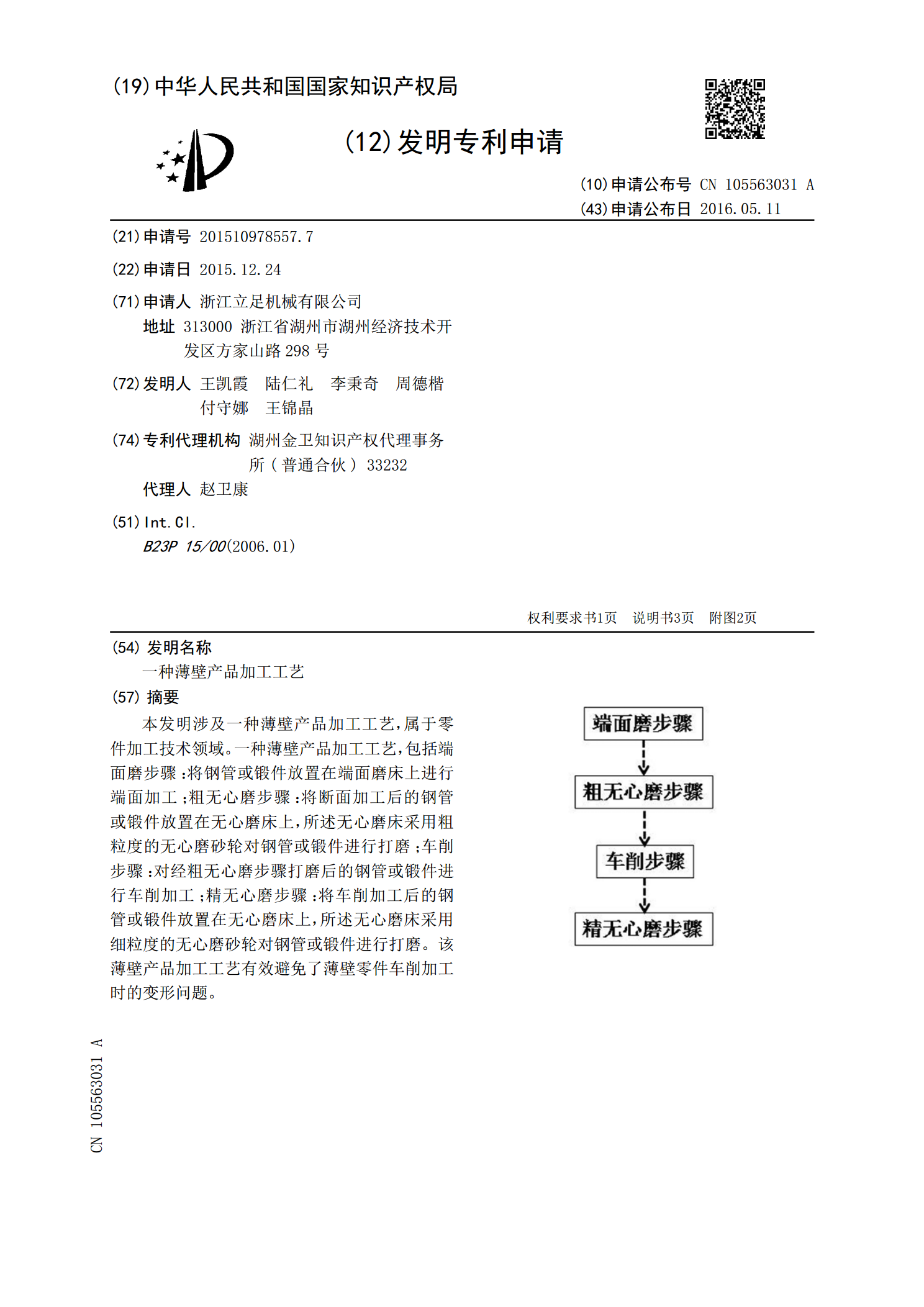
本发明涉及一种薄壁产品加工工艺,属于零件加工技术领域。一种薄壁产品加工工艺,包括端面磨步骤:将钢管或锻件放置在端面磨床上进行端面加工;粗无心磨步骤:将断面加工后的钢管或锻件放置在无心磨床上,所述无心磨床采用粗粒度的无心磨砂轮对钢管或锻件进行打磨;车削步骤:对经粗无心磨步骤打磨后的钢管或锻件进行车削加工;精无心磨步骤:将车削加工后的钢管或锻件放置在无心磨床上,所述无心磨床采用细粒度的无心磨砂轮对钢管或锻件进行打磨。该薄壁产品加工工艺有效避免了薄壁零件车削加工时的变形问题。
一种薄壁弧形框变形控制加工工艺方法.pdf
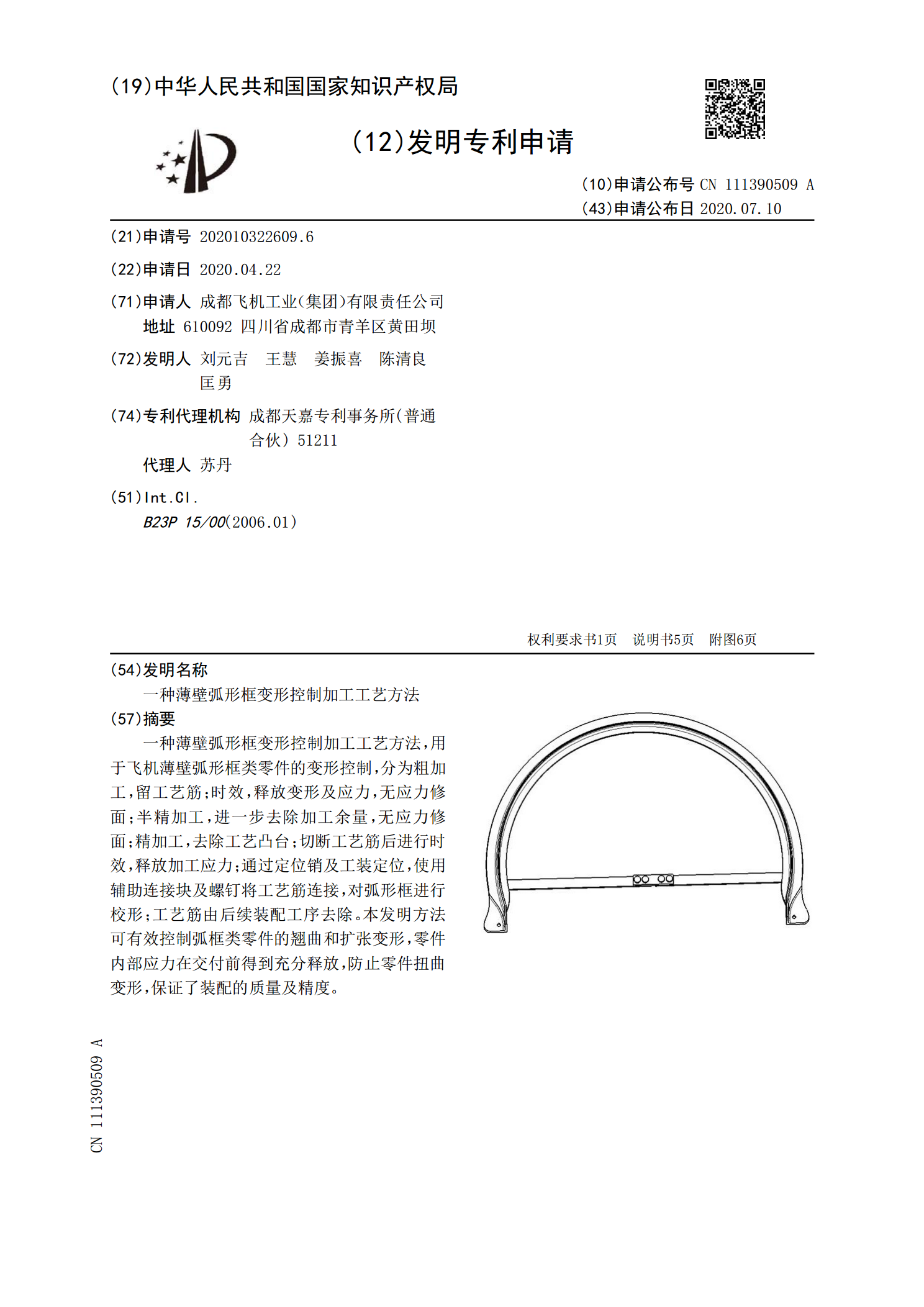
一种薄壁弧形框变形控制加工工艺方法,用于飞机薄壁弧形框类零件的变形控制,分为粗加工,留工艺筋;时效,释放变形及应力,无应力修面;半精加工,进一步去除加工余量,无应力修面;精加工,去除工艺凸台;切断工艺筋后进行时效,释放加工应力;通过定位销及工装定位,使用辅助连接块及螺钉将工艺筋连接,对弧形框进行校形;工艺筋由后续装配工序去除。本发明方法可有效控制弧框类零件的翘曲和扩张变形,零件内部应力在交付前得到充分释放,防止零件扭曲变形,保证了装配的质量及精度。