
一种薄壁斜齿轮的加工工艺.pdf

猫巷****忠娟

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁斜齿轮的加工工艺.pdf
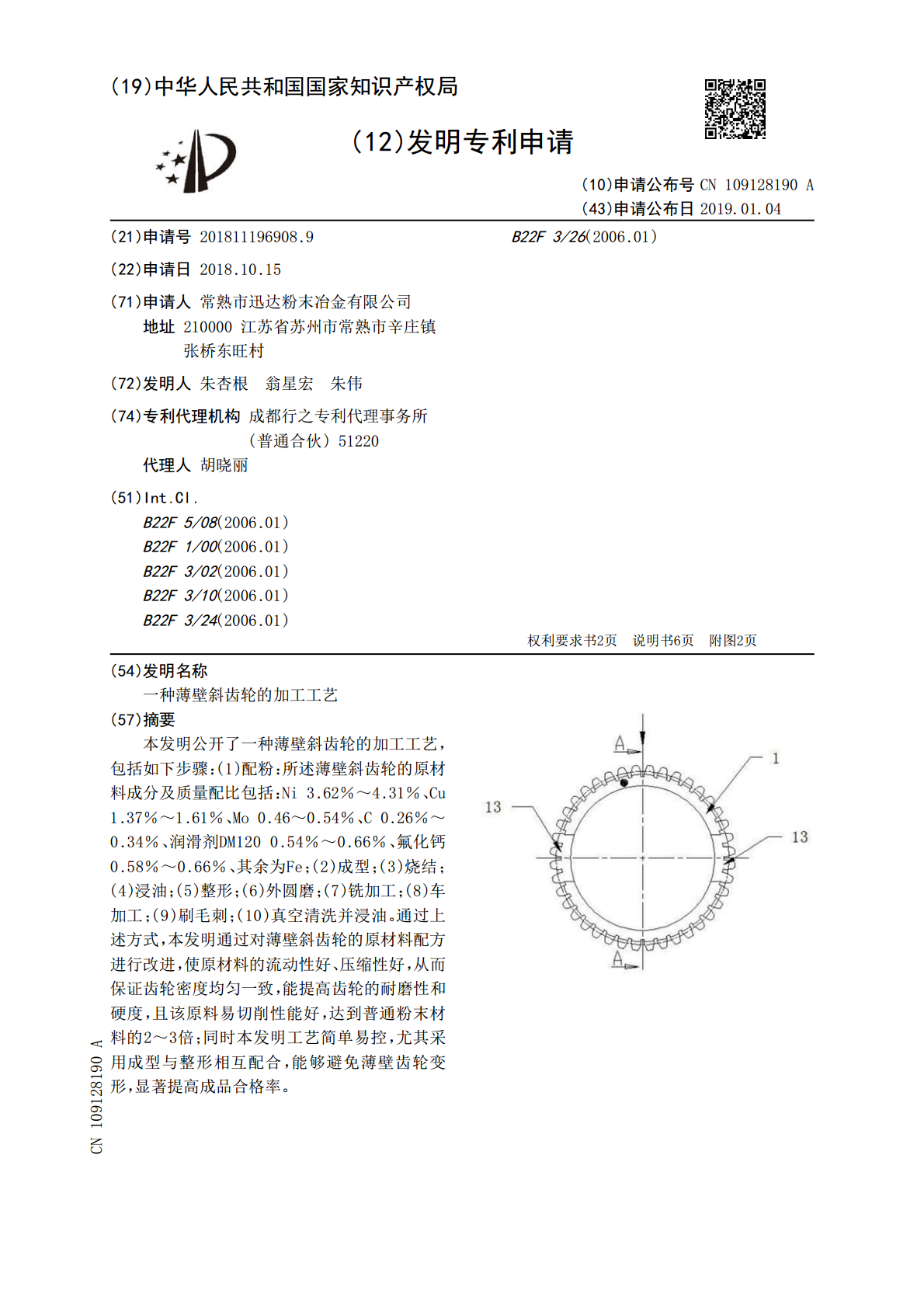
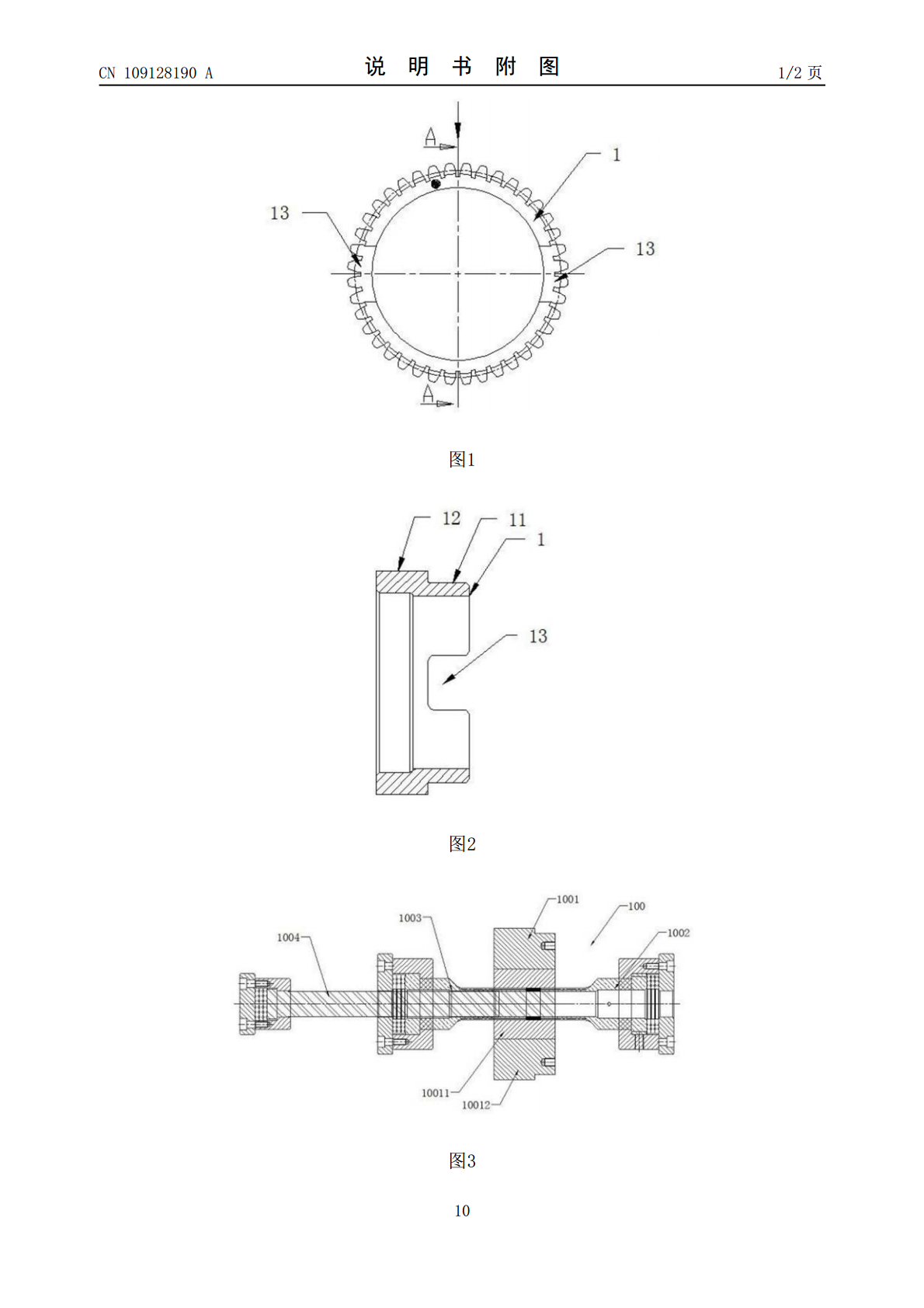
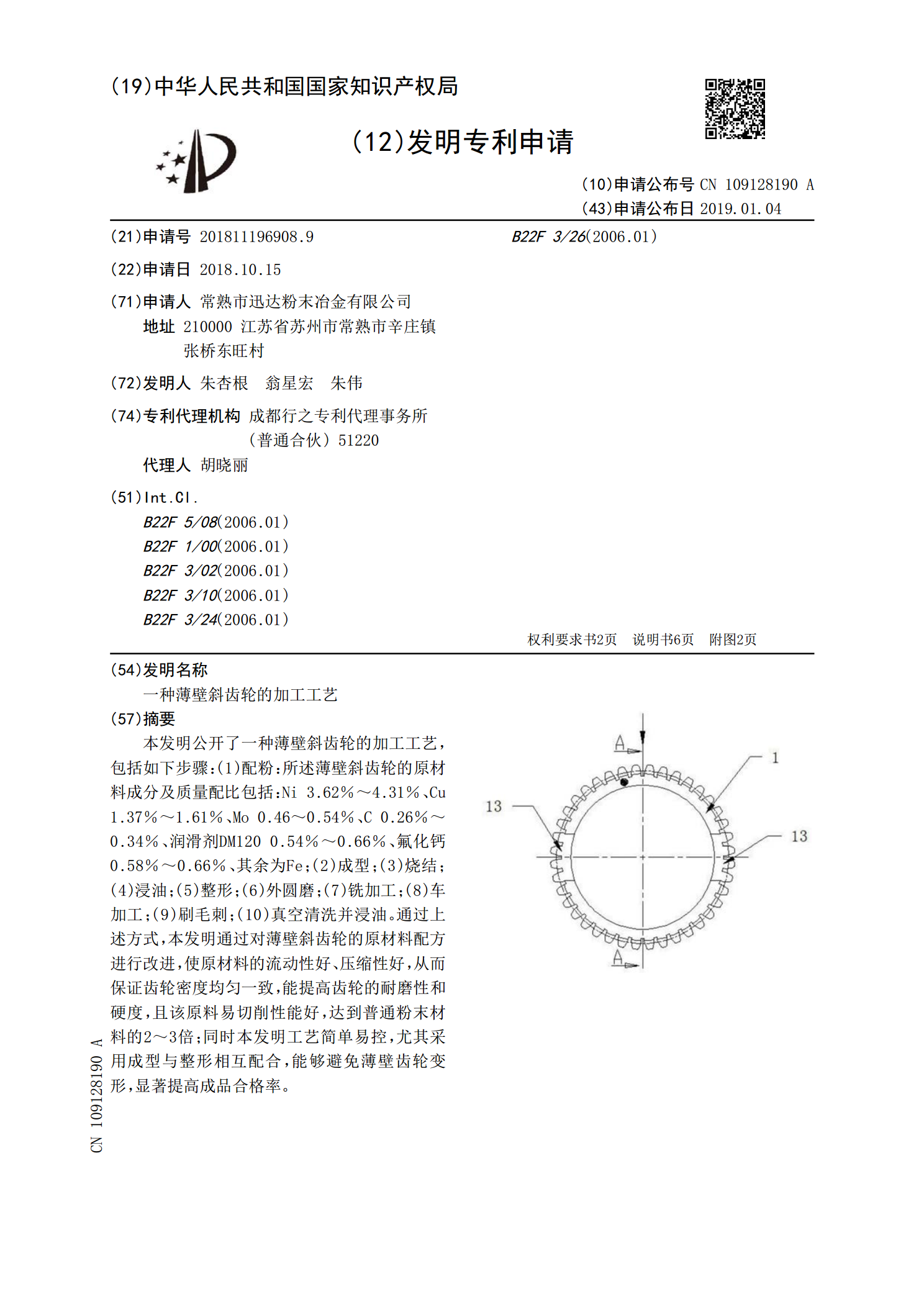
本发明公开了一种薄壁斜齿轮的加工工艺,包括如下步骤:(1)配粉:所述薄壁斜齿轮的原材料成分及质量配比包括:Ni3.62%~4.31%、Cu1.37%~1.61%、Mo0.46~0.54%、C0.26%~0.34%、润滑剂DM1200.54%~0.66%、氟化钙0.58%~0.66%、其余为Fe;(2)成型;(3)烧结;(4)浸油;(5)整形;(6)外圆磨;(7)铣加工;(8)车加工;(9)刷毛刺;(10)真空清洗并浸油。通过上述方式,本发明通过对薄壁斜齿轮的原材料配方进行改进,使原材料的流动性好
一种斜齿轮加工工艺.pdf
本发明涉及齿轮领域,尤其是涉及一种斜齿轮加工工艺。其配合使用了一种斜齿轮加工设备,该一种斜齿轮加工设备包括对称安装在地面上的两个支撑架、第一支撑板和第二支撑板,所述支撑架上设有可以旋转齿轮加工箱的斜齿轮倾斜角调整固定装置、所述第二支撑板朝向第一支撑板的上侧设有对斜齿轮进行插齿成型的的插齿装置,所述第一支撑板和第二支撑板之间底部设有分开收集切削液和切削屑的回收装置。本发明具有在对斜齿轮插齿的加工中可以自由调整倾斜角和插齿位置,得到不同倾斜角和直径大小的斜齿轮,降低斜齿轮成本的效果。
一种双斜齿轮加工工艺.pdf
本发明公开了一种双斜齿轮加工工艺,包括步骤:1)根据双斜齿轮的结构,对坯料进行整体锻打;2)齿开槽,对锻件两侧分别进行齿开槽,齿面及齿根分别留有加工余量;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)对工件表面进行硬化处理;8)磷化;通过硬化大大加强了双斜齿轮的硬度,通过磷化双斜齿轮表面有一层磷化层,耐腐蚀性好,大大延长了使用寿命。
一种圆柱斜齿轮加工工艺.pdf
本发明公开了一种圆柱斜齿轮加工工艺,包括步骤:1)根据圆柱斜齿轮的结构,对坯料进行整体锻打;2)正火,将圆柱斜齿轮工件加热至1200~1400℃,保温2~3h;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)磷化;通过本工艺生产的圆柱斜齿轮表面有一层磷化层,耐腐蚀性好,大大延长了使用寿命。
一种人字斜齿轮加工工艺.pdf
本发明公开了一种人字斜齿轮加工工艺,包括步骤:1)制坯、锻坯;2)粗加工;3)滚齿;4)热处理;5)精加工;6)研齿;7)光整加工;本工艺生产的人字斜齿轮强度高,使用寿命长。