
一种摆线齿轮的数控蜗杆砂轮磨削方法.pdf

猫巷****正德


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种摆线齿轮的数控蜗杆砂轮磨削方法.pdf
本发明涉及一种摆线齿轮的数控蜗杆砂轮磨削方法,利用空间啮合原理,根据摆线齿轮三维廓形公式,推导出加工摆线齿轮的蜗杆砂轮三维廓形公式,利用蜗杆砂轮精磨摆线齿轮。这种方法相比摆线齿轮成形磨削技术有明显的优势,用连续加工替代断续加工,同时,展成运动精度稳定性高于断续分度运动精度,导致磨齿精度的大幅度提高,磨齿生产成本的显著降低,磨齿效率明显增加。在蜗杆砂轮磨削摆线齿轮的机床上,应用这种方法,并设计相应工件的专用夹具台,一次性定位安装两个摆线齿轮齿坯,并确定它们的空间位置;蜗杆砂轮一侧增加在线测头,定位蜗杆砂轮的
一种磨削摆线齿轮的成形砂轮廓型设计方法.pdf
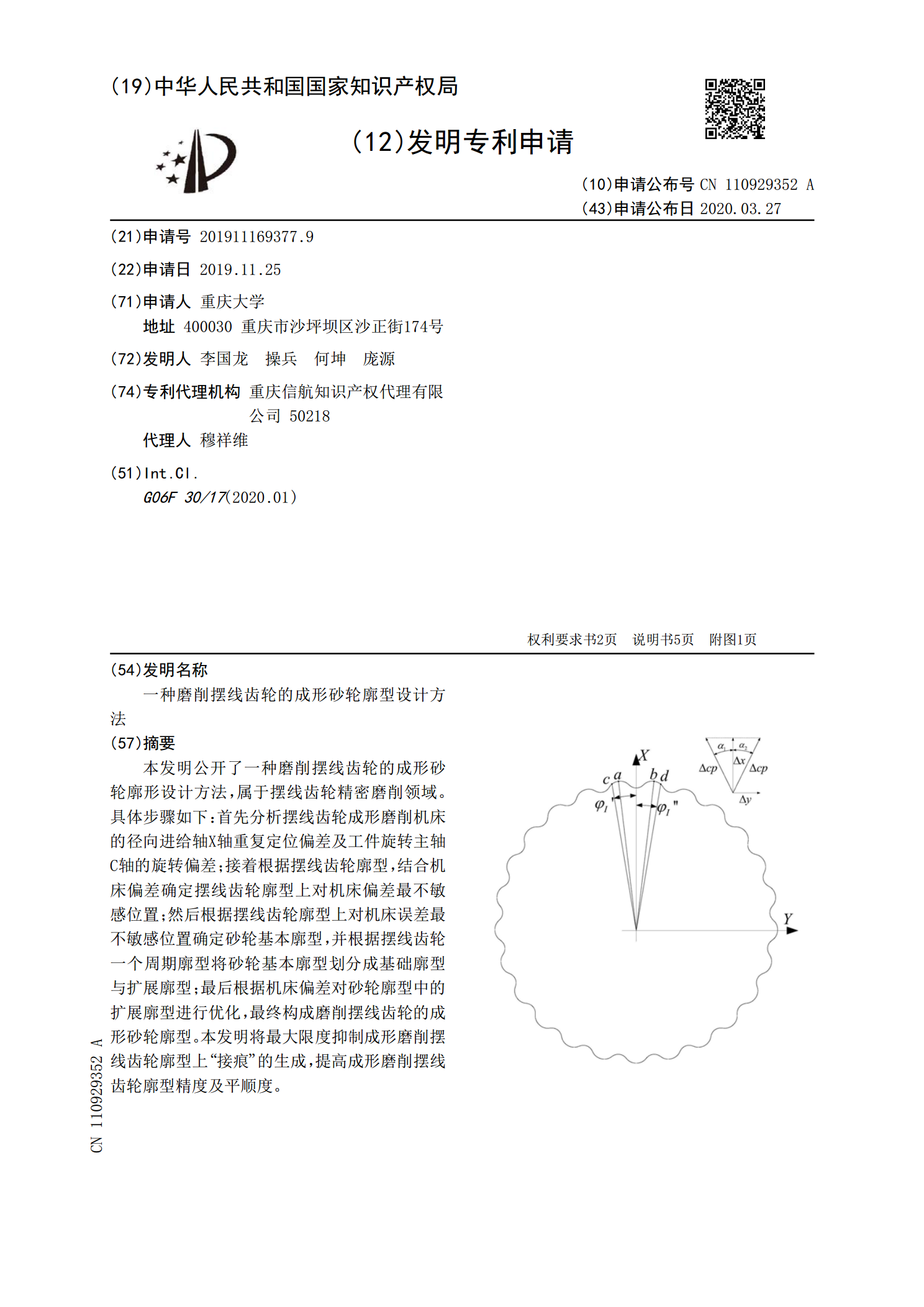
本发明公开了一种磨削摆线齿轮的成形砂轮廓形设计方法,属于摆线齿轮精密磨削领域。具体步骤如下:首先分析摆线齿轮成形磨削机床的径向进给轴X轴重复定位偏差及工件旋转主轴C轴的旋转偏差;接着根据摆线齿轮廓型,结合机床偏差确定摆线齿轮廓型上对机床偏差最不敏感位置;然后根据摆线齿轮廓型上对机床误差最不敏感位置确定砂轮基本廓型,并根据摆线齿轮一个周期廓型将砂轮基本廓型划分成基础廓型与扩展廓型;最后根据机床偏差对砂轮廓型中的扩展廓型进行优化,最终构成磨削摆线齿轮的成形砂轮廓型。本发明将最大限度抑制成形磨削摆线齿轮廓型上“
一种面齿轮磨削用蜗杆砂轮的修整方法.pdf
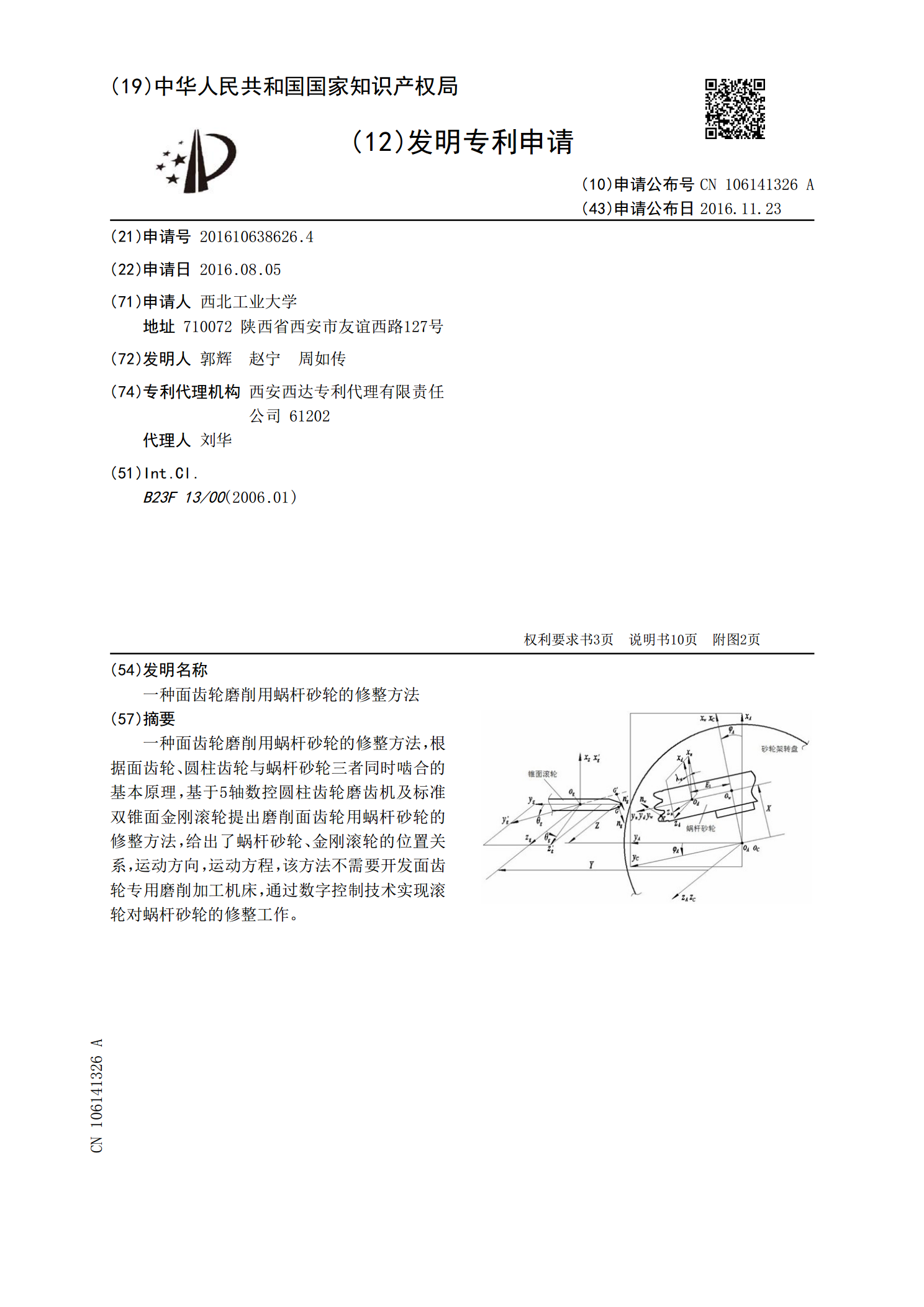
一种面齿轮磨削用蜗杆砂轮的修整方法,根据面齿轮、圆柱齿轮与蜗杆砂轮三者同时啮合的基本原理,基于5轴数控圆柱齿轮磨齿机及标准双锥面金刚滚轮提出磨削面齿轮用蜗杆砂轮的修整方法,给出了蜗杆砂轮、金刚滚轮的位置关系,运动方向,运动方程,该方法不需要开发面齿轮专用磨削加工机床,通过数字控制技术实现滚轮对蜗杆砂轮的修整工作。

凸节曲线非圆齿轮蜗杆砂轮磨削方法.pdf
本发明公开了一种凸节曲线非圆齿轮蜗杆砂轮磨削方法,主要步骤包括:蜗杆砂轮的修整,蜗杆砂轮与齿轮的对中,蜗杆砂轮的轨迹规划;用蜗杆砂轮磨代替基于插齿原理的成形砂轮展成磨削凸节曲线非圆齿轮。蜗杆砂轮磨能够实现多齿同时磨削,比单齿的基于插齿原理的成形砂轮展成磨削方法效率高,成本也相应减少。因而,本发明具有加工效率高、加工成本低的特点,为凸节曲线非圆齿轮磨削提供了一种新选择。另外,凸节曲线非圆齿轮蜗杆砂轮磨削方法与传统圆柱齿轮蜗杆砂轮磨十分相似,主要不同点在于联动轨迹的规划上,因而易于将非圆齿轮软件控制模块集成于

一种摆线轮成形磨削砂轮修整方法.pdf
本发明涉及摆线轮加工领域,具体涉及一种摆线轮成形磨削砂轮修整方法。本发明的摆线轮成形磨削砂轮修整方法将等距修形量、移距修形量以及抛物线修形量都叠加到标准摆线轮的齿廓方程中,并最终求出金刚轮的运动轨迹,该方法适应性广,能够对等距修形、移距修形和抛物线修形三种修形方法的磨削砂轮进行修整。