
一种摆线轮成形磨削砂轮修整方法.pdf

Ch****75

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种摆线轮成形磨削砂轮修整方法.pdf
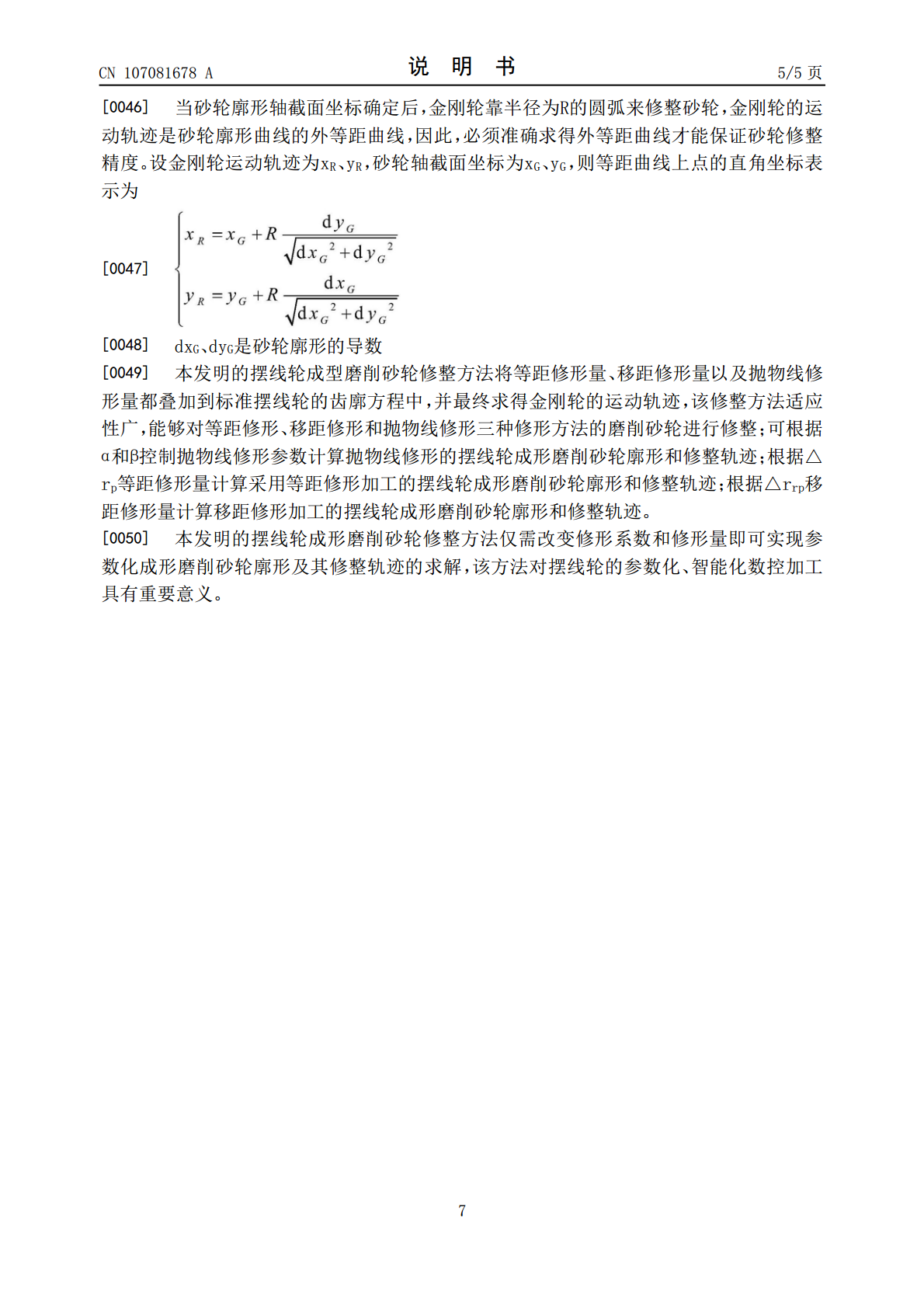
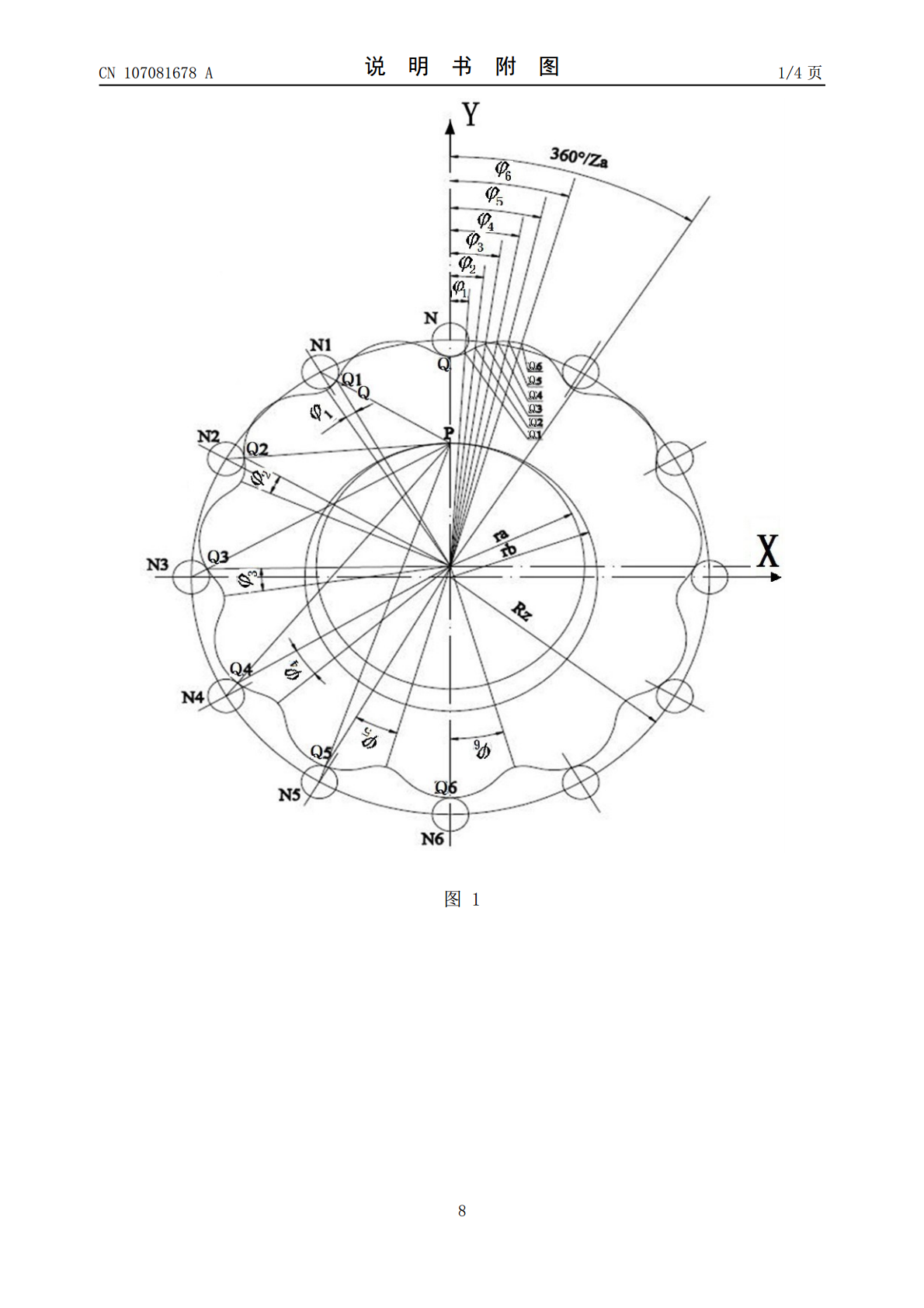
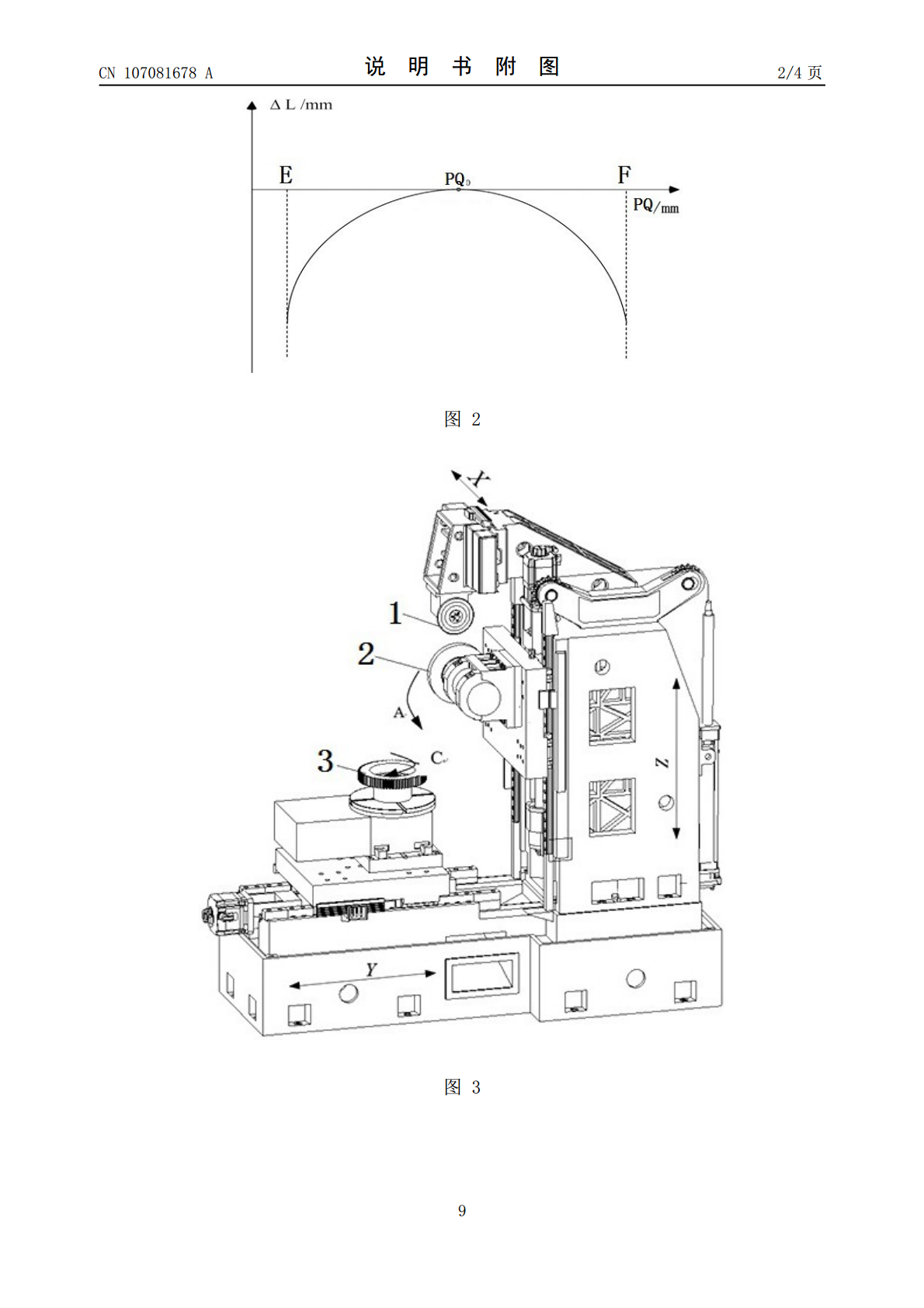
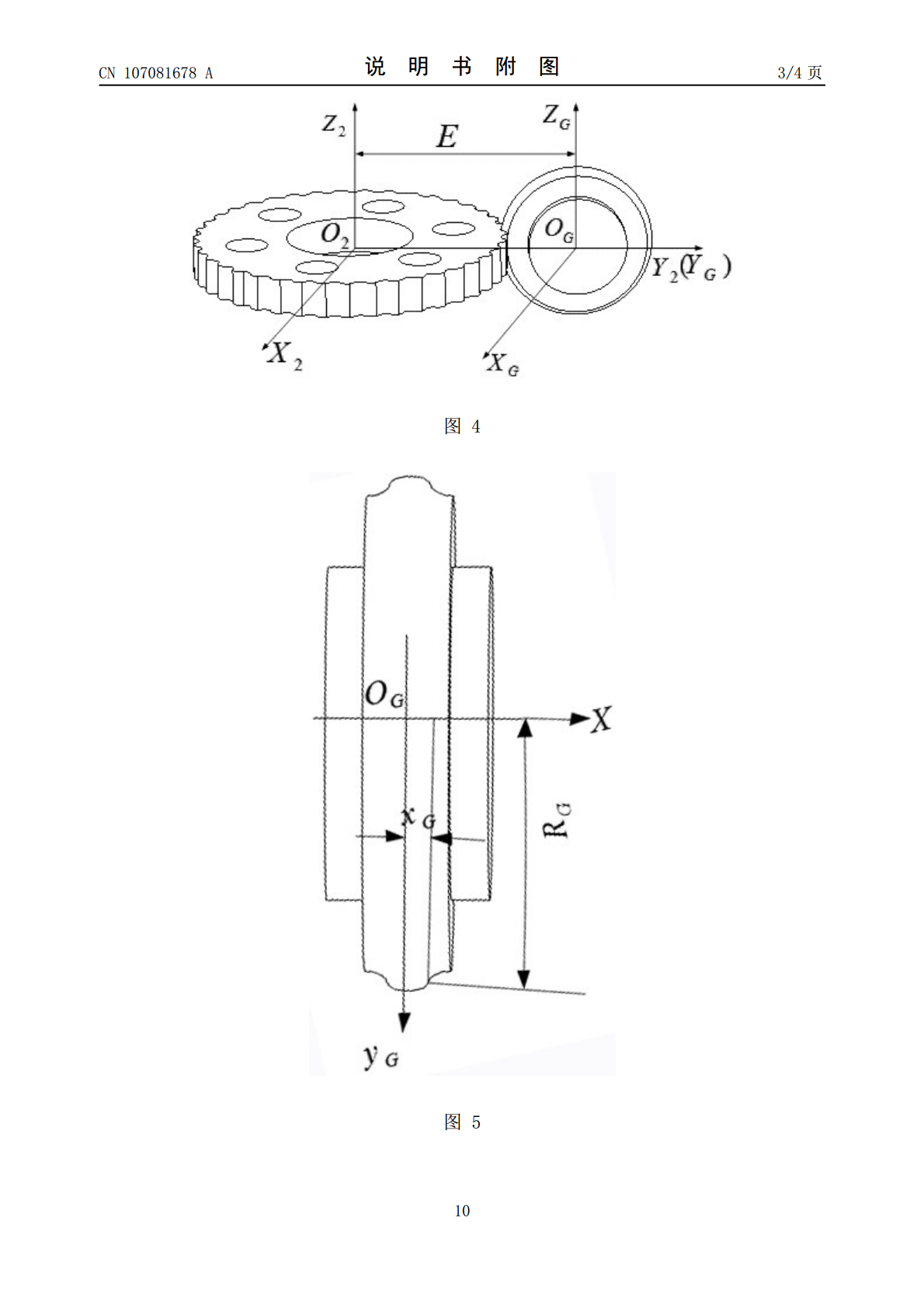
本发明涉及摆线轮加工领域,具体涉及一种摆线轮成形磨削砂轮修整方法。本发明的摆线轮成形磨削砂轮修整方法将等距修形量、移距修形量以及抛物线修形量都叠加到标准摆线轮的齿廓方程中,并最终求出金刚轮的运动轨迹,该方法适应性广,能够对等距修形、移距修形和抛物线修形三种修形方法的磨削砂轮进行修整。
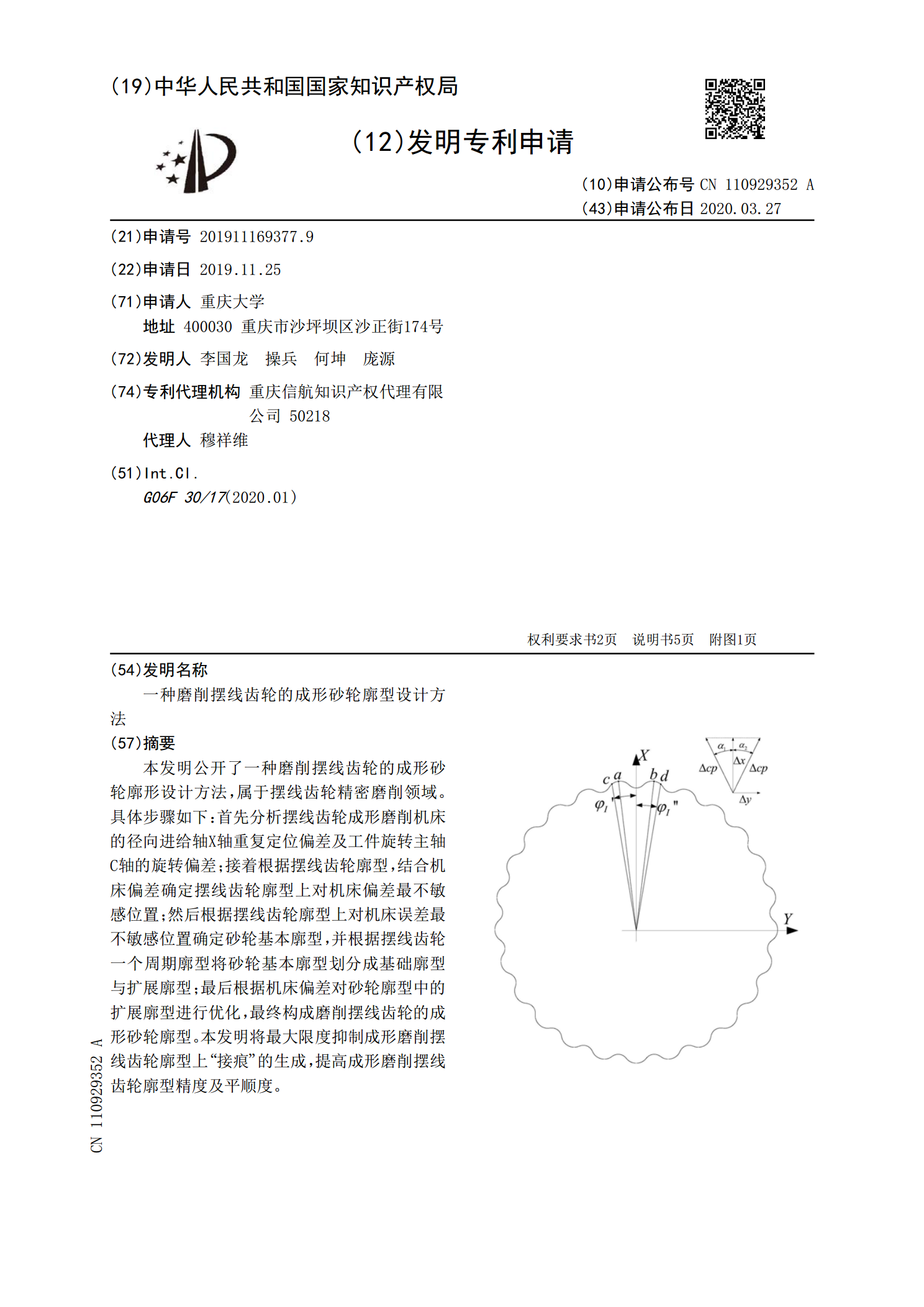
一种磨削摆线齿轮的成形砂轮廓型设计方法.pdf
本发明公开了一种磨削摆线齿轮的成形砂轮廓形设计方法,属于摆线齿轮精密磨削领域。具体步骤如下:首先分析摆线齿轮成形磨削机床的径向进给轴X轴重复定位偏差及工件旋转主轴C轴的旋转偏差;接着根据摆线齿轮廓型,结合机床偏差确定摆线齿轮廓型上对机床偏差最不敏感位置;然后根据摆线齿轮廓型上对机床误差最不敏感位置确定砂轮基本廓型,并根据摆线齿轮一个周期廓型将砂轮基本廓型划分成基础廓型与扩展廓型;最后根据机床偏差对砂轮廓型中的扩展廓型进行优化,最终构成磨削摆线齿轮的成形砂轮廓型。本发明将最大限度抑制成形磨削摆线齿轮廓型上“

磨削砂轮的修整方法.pdf
本发明公开一种磨削砂轮的修整方法,现有的砂轮进行磨削过程中,需要用金刚石修整器来对砂轮进行修整,被磨削表面的轮廓算术平均偏差可以达到Ra0.5。本发明采用的方法:将待修整砂轮先用金刚石修整器进行常规的修整,然后拆下金刚石修整器,换上碳化硼油石进行修整,修整条件为:砂轮转速:30~35米/秒,工作台速度:6~8毫米/分钟,修整油石进给量:0.005~0.01毫米,在碳化硼油石的进给完成后,再进行无进给的往复修整3~5次,修整过程中用冷却液冲洗碳化硼油石与砂轮接触部分。本发明的方法修整的砂轮磨削时,被磨削零件

内齿轮成形磨削的砂轮修整算法研究.docx
内齿轮成形磨削的砂轮修整算法研究内齿轮成形磨削是一种制造高精度齿轮的技术,它可以通过磨削的方式将铸造或锻造成形的齿轮加工至精度更高、更平稳的程度。随着市场对齿轮精度要求不断提高,内齿轮成形磨削技术也成为了重要的加工手段之一。其中,砂轮是内齿轮成形磨削的重要工具,砂轮质量的好坏直接影响到加工精度和寿命。因此,如何进行砂轮修整算法的研究,提高砂轮的质量和性能,成为了该领域的研究热点。目前,内齿轮成形磨削砂轮修整算法的研究主要分为两个方向:一是基于数值模拟技术的研究,二是基于实验研究的研究。基于数值模拟的研究主
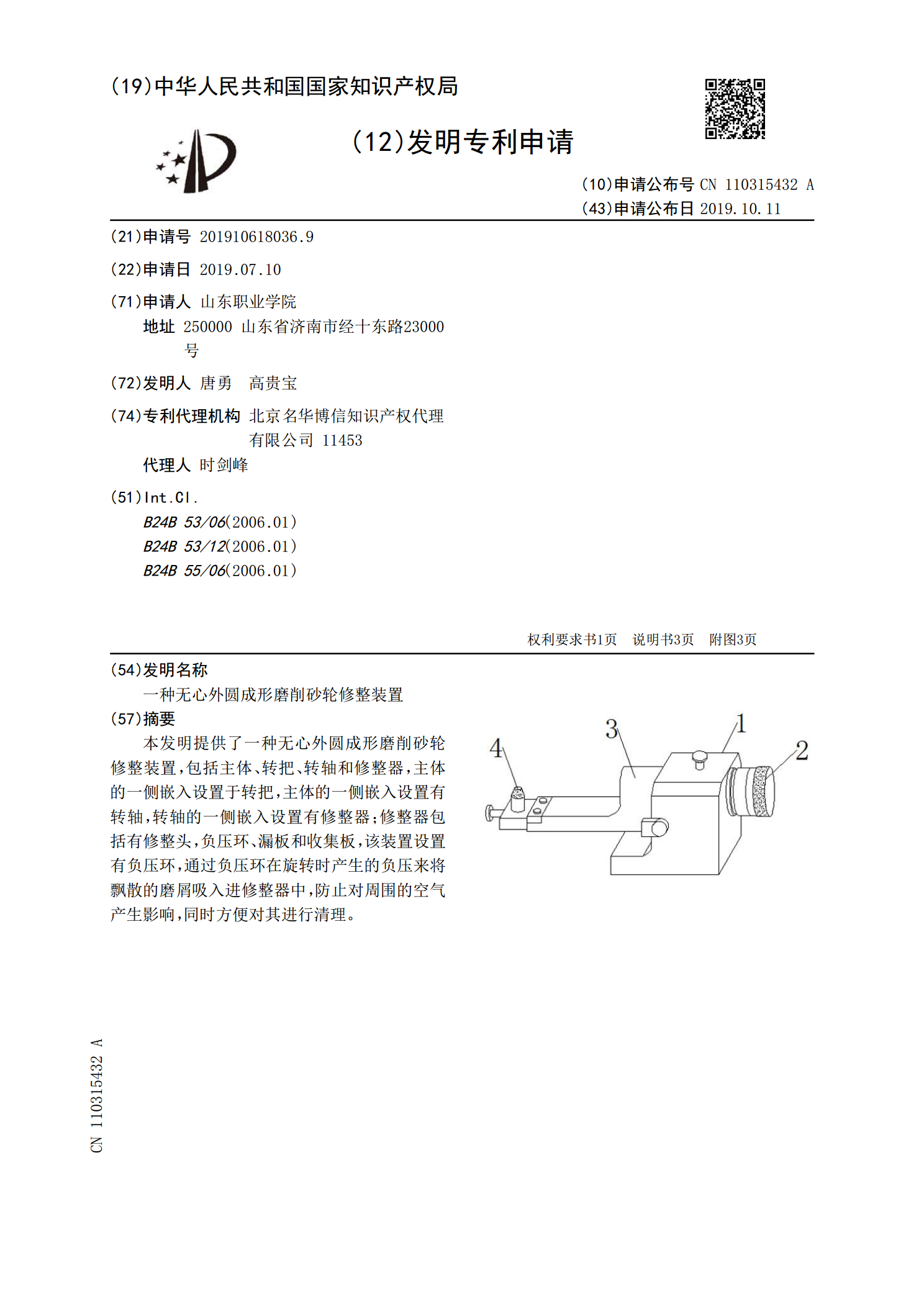
一种无心外圆成形磨削砂轮修整装置.pdf
本发明提供了一种无心外圆成形磨削砂轮修整装置,包括主体、转把、转轴和修整器,主体的一侧嵌入设置于转把,主体的一侧嵌入设置有转轴,转轴的一侧嵌入设置有修整器;修整器包括有修整头,负压环、漏板和收集板,该装置设置有负压环,通过负压环在旋转时产生的负压来将飘散的磨屑吸入进修整器中,防止对周围的空气产生影响,同时方便对其进行清理。