
一种磨削摆线齿轮的成形砂轮廓型设计方法.pdf

永香****能手

1/9
2/9
3/9
4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磨削摆线齿轮的成形砂轮廓型设计方法.pdf
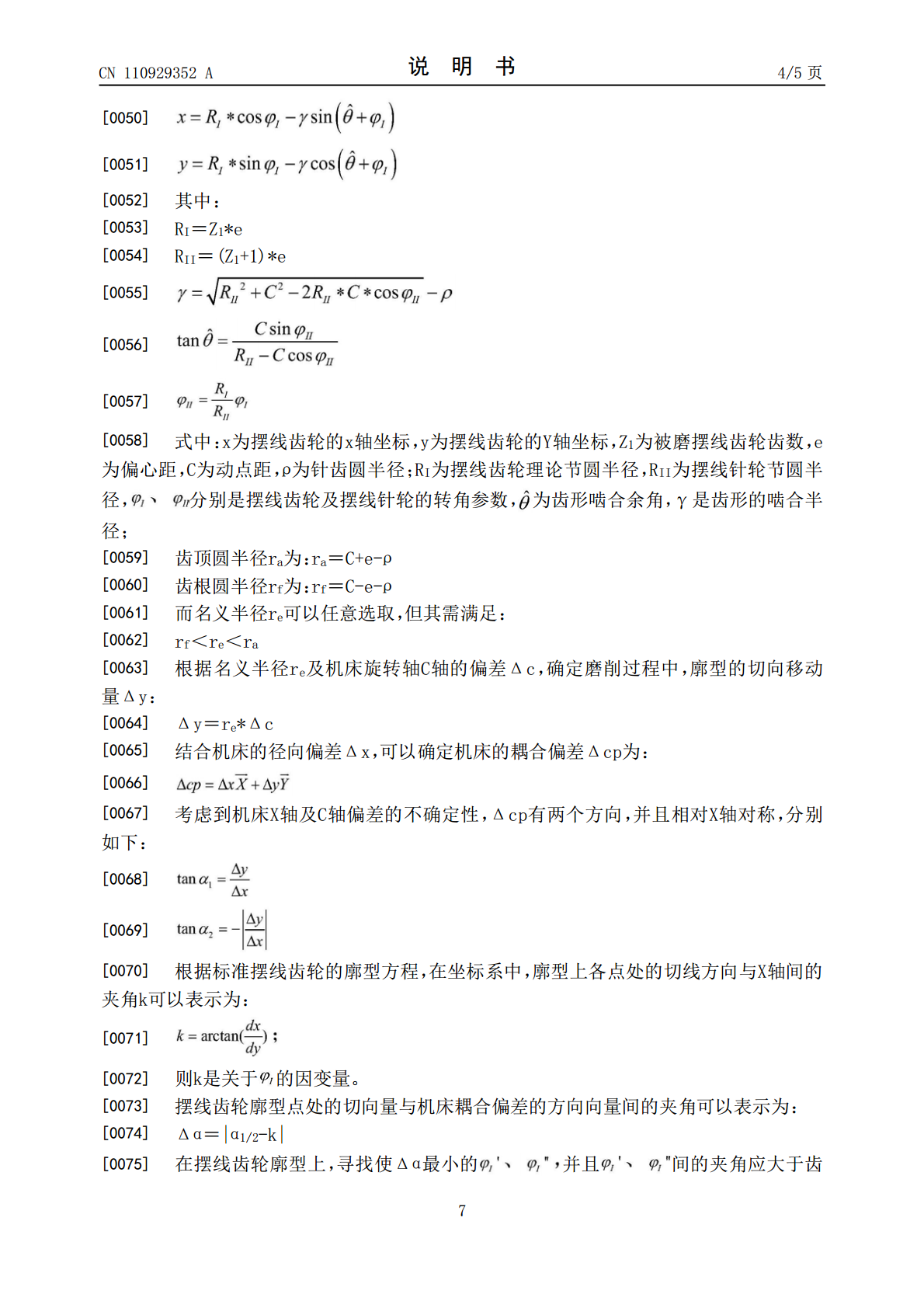
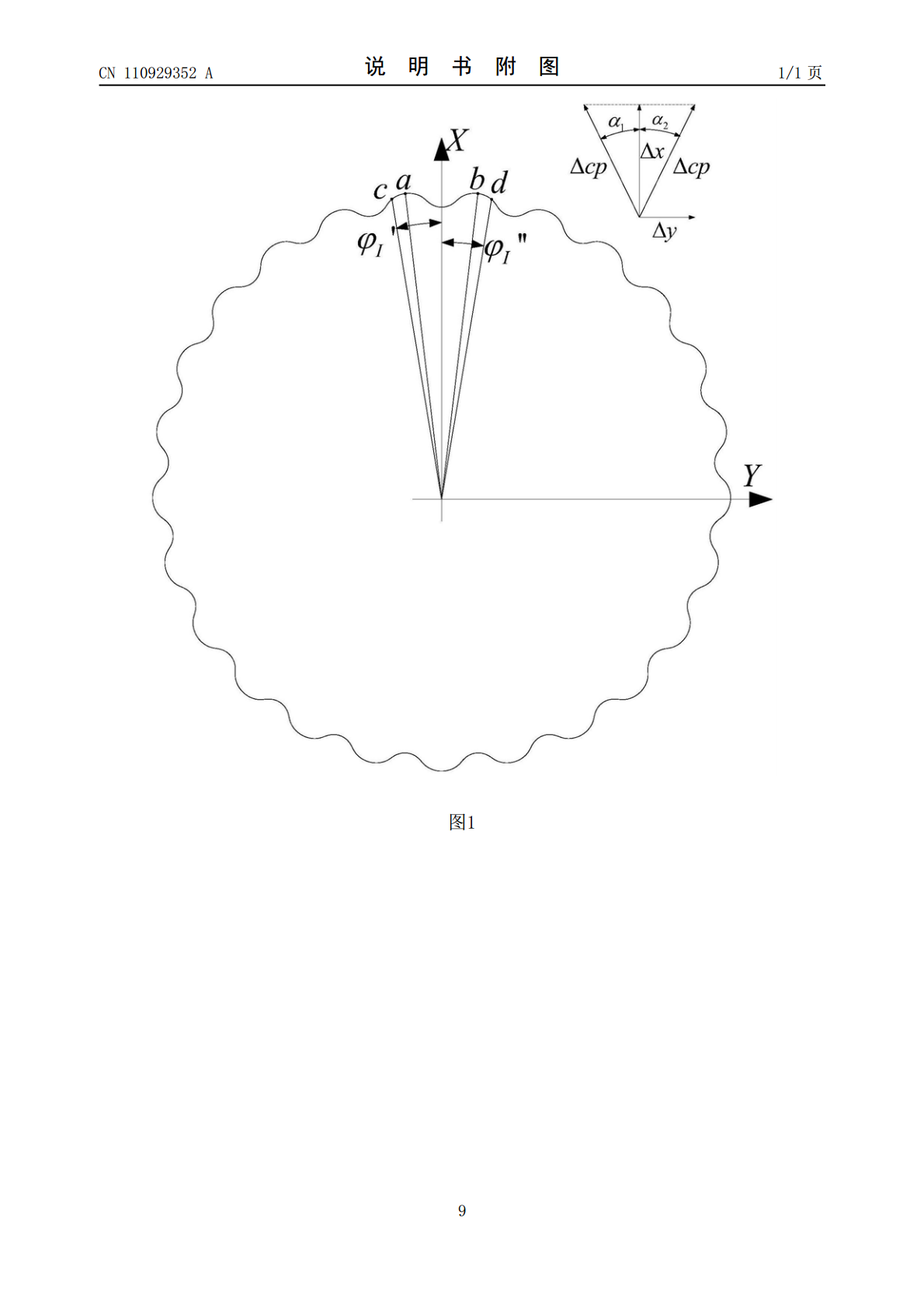
本发明公开了一种磨削摆线齿轮的成形砂轮廓形设计方法,属于摆线齿轮精密磨削领域。具体步骤如下:首先分析摆线齿轮成形磨削机床的径向进给轴X轴重复定位偏差及工件旋转主轴C轴的旋转偏差;接着根据摆线齿轮廓型,结合机床偏差确定摆线齿轮廓型上对机床偏差最不敏感位置;然后根据摆线齿轮廓型上对机床误差最不敏感位置确定砂轮基本廓型,并根据摆线齿轮一个周期廓型将砂轮基本廓型划分成基础廓型与扩展廓型;最后根据机床偏差对砂轮廓型中的扩展廓型进行优化,最终构成磨削摆线齿轮的成形砂轮廓型。本发明将最大限度抑制成形磨削摆线齿轮廓型上“

一种摆线轮成形磨削砂轮修整方法.pdf
本发明涉及摆线轮加工领域,具体涉及一种摆线轮成形磨削砂轮修整方法。本发明的摆线轮成形磨削砂轮修整方法将等距修形量、移距修形量以及抛物线修形量都叠加到标准摆线轮的齿廓方程中,并最终求出金刚轮的运动轨迹,该方法适应性广,能够对等距修形、移距修形和抛物线修形三种修形方法的磨削砂轮进行修整。

一种摆线齿轮的数控蜗杆砂轮磨削方法.pdf
本发明涉及一种摆线齿轮的数控蜗杆砂轮磨削方法,利用空间啮合原理,根据摆线齿轮三维廓形公式,推导出加工摆线齿轮的蜗杆砂轮三维廓形公式,利用蜗杆砂轮精磨摆线齿轮。这种方法相比摆线齿轮成形磨削技术有明显的优势,用连续加工替代断续加工,同时,展成运动精度稳定性高于断续分度运动精度,导致磨齿精度的大幅度提高,磨齿生产成本的显著降低,磨齿效率明显增加。在蜗杆砂轮磨削摆线齿轮的机床上,应用这种方法,并设计相应工件的专用夹具台,一次性定位安装两个摆线齿轮齿坯,并确定它们的空间位置;蜗杆砂轮一侧增加在线测头,定位蜗杆砂轮的

一种齿轮成形磨削机构.pdf
本发明涉及一种齿轮成形磨削机构,包括箱体、主电机、磨削部件、回转部件、砂轮修形部件和冷却部件。需要对砂轮进行修整时,为了避开冷却液喷头,只需通过回转部件将砂轮在竖直平面内旋转180°。金刚轮的上下移动和砂轮的回转运动按照一定的规律联动,完成对砂轮轴截形的修整。砂轮修整方便,机床空行程小,加工效率高;对于斜齿轮的磨削,只需通过伺服电机驱动蜗轮蜗杆机构,调整砂轮角度即可完成磨削工作;箱体上设有两个不同的与机床连接位置,分别适于外齿轮或者内齿轮的加工;使用调整方便,工艺范围宽。

一种RV摆线齿轮的高效精密磨削加工方法.pdf
本发明公开了一种RV摆线齿轮高效精密磨削加工方法,在系列摆线齿轮周向均匀布置的多个磨头组件对系列摆线齿轮进行全包络无缝磨削,磨头组件上下移动,构成磨削进给运动,进而完成对系列摆线齿轮齿廓的一次性无缝全包络高效磨削。本发明实现了系列摆线齿轮齿轮的一次性全包络无缝磨削加工,从根本上解决目前摆线齿轮齿廓加工过程中存在的加工精度低和加工效率低的问题。